










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkCentro Azúcar
versión impresa ISSN 0253-5777versión On-line ISSN 2223-4861
cen. az. vol.45 no.2 Santa Clara abr.-jun. 2018
ARTICULO
Perfeccionamiento del proceso de malteado de sorgo udg-110 en la elaboración de bebidas para enfermos celíacos
Improvement of the malting process of sorghum udg-110 in the preparation of drinks for celiac sick
Irenia Gallardo Aguilar 1*, Yanet Boffill Rodríguez2, Lisyaulén Rega López3, Mario S. Pino Hurtado1, Yedier Rodríguez Padrón4 y Margarita Pérez Pentón1
1 Departamento de Ingeniería Química. Facultad de Química y Farmacia. Universidad Central "Marta Abreu" de las Villas. Carretera a Camajuaní Km 5 ½. Santa Clara, Villa Clara, Cuba.
2 Departamento de Biotecnología. Escuela de Ingeniería de Lorena. Universidad de São Paulo. Estrada Municipal do Campinho, s/n, CEP: 12602810, Lorena, Brasil.
3 Ronera Central "Agustín Rodríguez Mena". Corporación Cuba Ron S.A. Calle 2da, CAI George Washington, Santo Domingo, Villa Clara, Cuba.
4 UEB "Industrial Ceballos". Carretera a Ceballos Km 12 ½ Ciego de Ávila. Cuba.
*Autor para la correspondencia: Irenia Gallardo, Email: irenia@uclv.edu.cu
RESUMEN
En el presente trabajo se estudia el proceso de perfeccionamiento del malteado de sorgo UDG-110, en la elaboración de bebidas para enfermos celíacos, agregando compuestos químicos con vistas a mejorar el poder diastásico de la malta. El estudio fue extendido al análisis de las variables que más influyen en el mismo, como es la adición de un reactivo químico y el tiempo de remojo, en niveles de 0,1 y 0,4% p/p y de 12 y 36 h, respectivamente, manteniendo fijo el tiempo de germinación en 72 h en un primer estudio y continuar acotando las variables en un segundo y tercer análisis en la determinación de las mejores condiciones del proceso de malteo del grano; en el último análisis, las variables fueron concentración de NaOH en menores niveles de 0,01 y 0,05 % p/p, tiempo de remojo en 12 y 36 h, manteniendo fijo el tiempo de germinación pero en 54 horas. Se aplicó diseño de experimentos factorial compuesto central rotatorio 2k con puntos centrales. Se tomaron como variables respuestas el porcentaje de humedad alcanzada en el remojo, porcentaje de germinación, contenido de extracto, poder diastásico y pérdidas en el malteado. Los resultados indican que la incorporación de un agente químico en el remojo favorece el proceso de malteado del sorgo UDG-110, pero a bajas concentraciones de 0,03% p/p, dentro de los niveles estudiados de 0,01-0,5%, tiempos de remojo de 24 horas y tiempo de germinación de 60 horas.
Palabras clave: bebidas; germinación; malteado; sorgo; variables
ABSTRACT
In this paper the process of improving the malting of sorghum UDG-110 is studied in the manufacture of beverages for celiac patients with adding chemicals in order to improve the malt diastatic power. The study was extended to the analysis of variables that most influence have in it, as the addition of a chemical reagent and the soaking time in levels of 0.1 and 0.4% w/w of 12 and 36 h respectively, keeping fixed the germination time in 72 h in a first study and continue delimiting the variables in a second and third analysis to determine the best conditions in the process of malting grain. In the last analysis, the variables were NaOH concentration in low levels of 0.01 to 0.05% w/w and soaking time at 12 and 36 hours, keeping fixed the germination time but in 54 h. Factorial design experiments central composite rotary 2k with central points was applied determining the moisture percent that was achieved in the soaking, germination percent, extract content, losses of malting and diastatic power as responses variables. The results indicate that the addition of a chemical agent in the soaking improves the malting process of the sorghum UDG-110, but at concentrations of 0.03% within the ranges utilized through the study of 0.01-0.5%, soaking time of 24 h and germination time of 60 h.
Key words: beverage; germination; malting; sorghum; variables.
INTRODUCCIÓN
El sorgo es el quinto cereal más importante en el mundo después del trigo, maíz, arroz y cebada, tal como lo apuntan (Akinseye et al., 2017) y (Tokpohozin et al., 2018). Este constituye una alternativa comprometida en la sustitución de importaciones en Cuba debido a las ventajas de su cultivo, además de contribuir a la diversificación de la dieta para enfermos celíacos ya que no contiene gluten (Marston et al., 2016). Posee un contenido de nutrientes elevado y ya se ha demostrado que su cultivo es económicamente rentable, basado en su bajo costo de producción, dada sus características de rusticidad, resistencia a la sequía, la realización de varias cosechas. En la Universidad Central "Marta Abreu" de Las Villas se ha trabajado por varios años en el desarrollo de productos a partir del sorgo, entre estos están la producción de malta, maltina, cerveza y etanol (Gallardo et al., 2011 y Gallardo et al., 2013).
El malteado es un proceso aplicado a los granos de cereales los que pasan por las etapas de remojo, germinación y secado (Molinari et al., 2018); sin subestimar la etapa de clasificación (Demuyakor y Ohta, 1992; Agu y Palmer, 1996). La malta se usa como materia prima fundamental en la fabricación de maltina, cerveza y whisky. Los granos de sorgo sin maltear carecen de α y β-amilasa, por tanto para el logro de estas enzimas es preciso el malteado (Tokpohozin et al., 2018), aunque para la sustitución total de la malta de cebada por la de sorgo, es necesario buscar parámetros de calidad que se correspondan con la materia prima actualmente empleadas en las cervecerías, que es la cebada.
· Clasificación del grano: Esta etapa es fundamental para que el grano no llegue con una carga microbiana alta, por lo que hay que controlar la humedad y la cantidad de proteínas.
· Etapa de remojo: El objetivo del remojo es que los granos absorban suficiente cantidad de agua bajo condiciones aeróbicas, para lo cual son sumergidos en agua hasta conseguir un nivel de humedad en un intervalo del 40- 45% que es lo que se reporta para malta de cebada. El remojo de granos de cereal en agua es ampliamente reconocido como la etapa más crítica del proceso de malteado (French y McRuer, 1990).
· Etapa de germinación: El objetivo es fomentar el desarrollo y crecimiento del embrión del grano para conseguir la modificación requerida del grano y desarrollo de las enzimas. Se recomienda la germinación de los granos de sorgo a una temperatura de entre 25 y 30°C para el desarrollo de un buen poder diastásico (Reyes, 2013).
· Etapa de secado: El objetivo es remover la humedad, prevenir un posterior crecimiento y modificación, conseguir un producto estable que pueda ser almacenado y transportado, preservar las enzimas y así evitar la vitrificación del grano, además desarrollar y estabilizar propiedades como el sabor y color, remover sabores indeseables, inhibir la formación de compuestos químicos indeseables y secar los brotes para permitir su remoción. La duración depende del tipo de malta y se deben lograr humedades inferiores al 5% (Gallardo et al., 2013).
La calidad de la malta será adecuada si presenta: buena modificación del endospermo, bajo contenido en proteína, alto contenido de extractos y de azúcares reductores y gran poder enzimático. Efectivamente, el contenido en azúcares y la atenuación límite de un mosto son parámetros importantes de la calidad de la malta, aunque una alta atenuación límite no implica obligatoriamente que el almidón haya sido suficientemente modificado durante el malteado. Es importante para la calidad de la malta que tenga una modificación buena y regular para que las barreras físicas estén rotas y pueda existir una adecuada movilidad y acción enzimática.
El malteado de sorgo UDG -110 ha sido estudiado siguiendo lo reportado para la malta de cebada, sin embargo los resultados han sido disímiles en dependencia de la procedencia y calidad del sorgo, por lo que se hace necesario el perfeccionamiento de este proceso en el que influyen diferentes variables como el tiempo de remojo, de germinación y el uso de agentes que mejoren las condiciones de transformación del cereal en la germinación, como el Hidróxido de Sodio. Se han estudiado estas variables, añadiendo el hidróxido en un intervalo de concentraciones de 0,1-0,5% p/p (Nieblas et al., 2016), es por ello que el trabajo tiene como objetivo, ampliar el estudio de malteado de sorgo UDG-110 en otros rangos de valores de estas variables.
MATERIALES Y MÉTODOS
2.1. Descripción del proceso de malteado
En este trabajo se acotan los niveles de las variables, estudiadas por Nieblas, manteniendo constantes el mejor tiempo de germinación reportado de 72 horas (Nieblas et al., 2016), en un primer experimento. El proceso de malteado se realizó siguiendo las cuatro etapas fundamentales del mismo: clasificación del grano, remojo, germinación y secado. Al inicio se tomaron 3 Kg y finalizada la selección el peso se redujo hasta 2,5 Kg de sorgo limpio, obteniéndose una pérdida del 16,6%. Para cada experimento se usaron 120 g del sorgo seleccionado. Con el remojo se buscó un aumento de la humedad hasta los niveles requeridos para este proceso, 45% generalmente para la cebada. Después del remojo los granos se colocaron en bandejas donde se cubrieron con paños húmedos con el objetivo de mantener la humedad alcanzada en la etapa anterior. En este tiempo puede observarse cómo brotaron las raicillas o plumillas. El secado se llevó a cabo en una estufa aireada hasta alcanzar un porcentaje de humedad cercano al 5% como se establece para la malta de cebada verde, para ello se utilizaron bandejas metálicas y una temperatura de 65 °C durante cinco horas, que es el tiempo que se ha obtenido para la malta de sorgo, muy diferente al de la malta de cebada (Gallardo et al., 2011 y Gallardo et al., 2013).
2.2. Proceso experimental
2.2.1. Variando concentración de NaOH y tiempo en el remojo, con tiempo de germinación fijo en 72 horas
El método experimental consistió en un primer estudio, en continuar acotando el rango de variables reportadas por (Nieblas et al., 2016), se empleó para el desarrollo el mismo diseño de experimentos factorial compuesto central rotatorio 2k con dos puntos centrales obtenido mediante el software Statgraphics, en el que se estudia la influencia del tiempo de remojo y la concentración de hidróxido de sodio (NaOH) a utilizar en el mismo, seleccionadas por experiencias propias y de la literatura (Lyumugabe et al., 2012), manteniendo constante el tiempo de germinación en 72 horas, sobre cinco variables respuestas: humedad alcanzada en el remojo, porcentaje de germinación logrado, pérdidas en el malteado, poder diastásico y contenido de extracto. En la tabla 1 se muestran los niveles seleccionados para las variables independientes.

2.2.2. Con y sin adición de NaOH y variando tiempo de germinación
Se continuó el trabajo en un segundo grupo de experimentos, con y sin añadir agentes químicos (NaOH) con la misma cosecha de sorgo, pues en todas las experiencias realizadas en el malteo de sorgo, sin añadir agentes químicos, no siempre se ha podido partir de la misma cosecha, aunque sí de la variedad y ésta tiene marcada influencia en los resultados (Gallardo et al., 2011). Se trabajó con la mejor concentración de NaOH obtenida de 0,1% p/p como mayor nivel y sin hidróxido para el menor nivel con un diseño de experimentos: 23 con cuatro experimentos replicados y tres puntos centrales, se mantuvieron los niveles de tiempo de remojo y se varió el tiempo de germinación mostrados en la tabla 2, para ver cómo influye esta variable, al añadir agente químico en el remojo, realizándose un total de 15 experimentos.

2.2.3. Disminuyendo concentración de NaOH y fijando tiempo de germinación en 54 horas
Con los mejores resultados se realizaron los terceros experimentos pero volviendo a mantener el tiempo de germinación, pero ahora en 54 h, que fue el mejor tiempo alcanzado en los segundos experimentos con la adición de NaOH, cuyos niveles se muestran en la tabla 3. Se emplea un diseño de experimentos Superficie Respuesta mediante el software Statgraphics. Se realizan un total de 10 experimentos con dos puntos centrales.
RESULTADOS Y DISCUSIÓN
3.1. Variando concentración de NaOH y tiempo en el remojo, con tiempo de germinación fijo en 72 horas
Los resultados de las propiedades determinadas a la malta de sorgo se reflejan en las cinco variables seleccionadas como respuesta y cuyos resultados se muestran en la tabla 4, donde (TR) es el tiempo de remojo en h, (HR) la humedad alcanzada en el remojo en %, (G. Germ) por ciento de granos germinados, (PM) pérdidas en el malteado en %, (DP) poder diastásico en grados Lintner (oL) y (C. Extracto) contenido de extracto.

En cuanto a la humedad alcanzada en el remojo, los resultados obtenidos no llegaron al valor reportado en la literatura para la cebada (45%), y puede observarse que para mayores tiempos de remojo se logra mayor humedad, resaltando el experimento 2 que logró el 41,66% para un tiempo de 41 horas. Los porcentajes de germinación alcanzados no fueron satisfactorios en gran parte de los experimentos, en algunos granos hubo poco brote de raicillas y otros obtuvieron valores por debajo de la media, esto se debe principalmente a las concentraciones de NaOH empleadas y al tiempo de remojo, además por la calidad del cereal.
Los experimentos 8 y 9 obtuvieron los valores más bajos; correspondientes a las mayores concentraciones de NaOH de 0,46 y 0,4% respectivamente lo que demuestra que cuando estos valores son muy altos, se inhibe la germinación y por consiguiente la actividad enzimática. Mientras que para menores valores de concentración se observan mejores resultados, expresados a través de los experimentos 1, 6 y 7. En cuanto al tiempo de remojo el experimento que más bajo poder germinativo presentó no fue el de mayor tiempo en esta etapa. Lo anteriormente descrito demuestra físicamente que la concentración de NaOH es el factor de mayor influencia, obteniéndose los mejores resultados cuando se utilizan los menores valores de la misma. Las pérdidas en el malteado vienen evidenciadas por el por ciento de rendimiento de los granos de sorgo modificados, esto depende mucho de la calidad que éste presente. Los resultados obtenidos son satisfactorios y giran alrededor del que se reporta en la literatura (Díaz, 2014), en los experimentos 4 y 5 se puede observar que son elevados por lo que fue donde más pérdidas hubo. Aquí es necesario señalar que el sorgo empleado fue de muy mala calidad, que es el que se expende en la Empresa Provincial de semillas de Villa Clara, Cuba. Los resultados alcanzados para el poder diastásico muestran que hay experimentos como el 6 que presentan un valor satisfactorio, mientras en otros no son tan buenos, como son el 5, el 8 y el 9, en los que se utilizó una alta concentración de NaOH. Analizando los valores del contenido de extracto puede afirmarse que son satisfactorios, resaltando el alcanzado en el experimento 3 en el que se utilizó una concentración de NaOH de 0,1% y un tiempo de remojo de 12 horas.
3.1.1. Análisis estadísticos de los resultados. Modelos obtenidos por regresión múltiple
Los modelos obtenidos para cada una de las variables respuesta se presentan en las ecuaciones 1 a la 5:


3.1.2. Diagramas de Pareto y de efectos principales obtenidos para cada variable respuesta
Los diagramas de Pareto y de efectos principales para cada una de las variables respuesta aparecen representados en las figuras 1 a la 5.

Como puede apreciarse tanto por los modelos y sus diagramas, para la humedad en el remojo (HR) la única variable significativa es el tiempo de remojo, siendo esta positiva, mientras que la concentración de NaOH, mantiene el mismo comportamiento al variar en los rangos trabajados.

En el porciento de granos germinados, la variable más influyente es la concentración de NaOH, la cual lo hace de forma negativa coincidiendo con lo expresado anteriormente. El tiempo de remojo no se comporta como variable significativa en el proceso pues su comportamiento es similar durante los tiempos de remojo a que fueron sometidos. Los valores óptimos brindados por el programa son: 85%; de granos germinados; 0,037% de concentración de NaOH y 41 h de tiempo de remojo.

Para las pérdidas en el malteado, según los diagramas obtenidos, el de Pareto informa que no hay ninguna variable significativa, pero la interacción de las variables y el efecto cuadrático de la composición de hidróxido son las que más incidencia tienen, pero en el de efectos principales y en el modelo puede verse como a menores tiempos de remojo hay menos pérdidas y que la concentración de NaOH si es muy baja o alta permite mejores resultados combinada con el tiempo de remojo, dando menores pérdidas. Los valores excepto para los experimentos 4 y 5 estuvieron por debajo de 20% que es lo que se reporta para el sorgo.

En cuanto al poder diastásico las gráficas muestran que la concentración de NaOH es una variable significativa. Al trabajar con concentraciones altas los valores del poder diastásico no son satisfactorios por lo que tiene una influencia negativa en esta variable respuesta. Sin embargo el tiempo de remojo no influye significativamente ya que mantiene el mismo comportamiento en los rangos trabajados. Los valores óptimos brindados por el programa son: 48,7 ºL para el poder diastásico; 0,037% de concentración de NaOH y 32 horas de remojo.
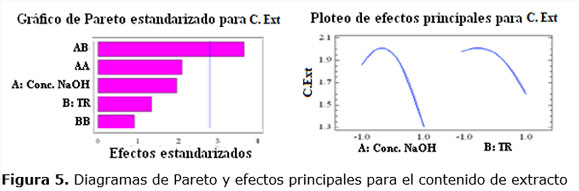
En las respuestas obtenidas gráficamente para el contenido de extracto, puede apreciarse que la única variable significativa es la interacción entre la concentración de NaOH y el tiempo de remojo. El aumento de la concentración de NaOH es bueno hasta el punto en que ya el contenido de extracto comienza a disminuir como se observa en la gráfica de efectos principales. También, el tiempo de remojo al aumentar hace que esta variable respuesta se afecte y los valores finales no sean los esperados. Los valores óptimos brindados por el programa son: 2,94 g/100 g solución de contenido de extracto; 0,037% de concentración de NaOH y 7 horas de tiempo de remojo.
Del análisis de las cinco variables respuesta, se puede apreciar de una u otra forma, con mayor o menor significación, que las dos variables estudiadas tienen influencia en el malteado, resaltando que debe trabajarse la concentración de hidróxido en sus menores valores, siendo el mejor en este estudio el de 0,037 % p/p, dado por el diseño de experimento seleccionado, teniendo en cuenta que es el de más alto poder diastásico que es quien aporta las enzimas necesarias para la conversión de almidones a azúcar y el tiempo de remojo que se comporta indistintamente para las diferentes variables respuesta, aunque hay que tener en cuenta que debe favorecerse el proceso posterior para la producción de bebidas, que es en la etapa de maceración y en el cual el contenido de extractos juega un papel fundamental y estos son mejores para tiempos no tan altos de 12 y 24 horas.
3.2. Experimentos realizados con y sin adición de NaOH y variando tiempo de germinación
Aquí solo fue posible medir el porcentaje de humedad en el remojo, el porcentaje de granos germinados y las pérdidas en el malteado (tabla 5). De este estudio se obtuvieron resultados muy altos en el contenido de humedad por encima de 45% en la mayoría de los experimentos que influyó en el poder germinativo el que estuvo en el rango de 26-61 % de granos germinados. En el análisis estadístico aunque no dio significativa ninguna variable, en el diagrama de efectos principales, figura 6, los mejores valores dieron para los puntos centrales en la germinación, es decir para 0,05% p/p la concentración de NaOH, 24 horas de TR y 54 horas de TG. Para las pérdidas en el malteado los menores valores se obtienen para bajas concentraciones de NaOH, altos tiempos de remojo y TG medios es decir 54 horas, lo que demuestra que la concentración de NaOH tiene influencia en la calidad del malteado, pero a bajas concentraciones.


3.3. Disminuyendo concentración de NaOH y fijando tiempo de germinación en 54 horas
Se realiza el otro grupo de experimentos con dos variables independientes la concentración de NaOH y el TR señalados en la tabla 3 del epígrafe 2.2.3. Se fija el tiempo de remojo en 54 h, que fue el de mejores resultados en el estudio anterior. Los resultados se reflejan en la tabla 6 y figura 7.


Como se muestra lo más influyente en el porcentaje de germinación y en el poder diastásico es el efecto de la concentración de NaOH, aunque no llega a ser significativa para los granos germinados, la cual lo hace de forma negativa, pues a mayores concentraciones de hidróxido de sodio hay una inhibición en la germinación y por lo tanto el grano no germina y se pudre. El tiempo de remojo tampoco se comporta como variable significativa en el proceso pues su comportamiento es similar durante los tiempos de remojo a que fueron sometidos. Los mejores valores brindados por el programa son: 69,9 % de granos germinados para 0,03 % de concentración de NaOH y 41 h de tiempo de remojo. Según los gráficos obtenidos, el diagrama de Pareto informa que no hay ninguna variable significativa en el por ciento de granos germinados, pero el efecto cuadrático de la composición de hidróxido es el que más incidencia tiene, en el poder diastásico en los restantes y en el modelo puede verse como a tiempos medios de remojo hay mayores pérdidas y que la concentración de NaOH si es muy baja o alta permite mejores resultados combinada con el tiempo de remojo, dando menores pérdidas.
De todo el estudio se obtuvieron relaciones con el porcentaje de granos germinados y las pérdidas en el malteado, manteniendo constantes los tiempos de remojo y de germinación, variando la concentración de NaOH y se pudo observar que los mejores porcentajes de granos germinados y de poder diastásico son 73,8% y 46,91 oL respectivamente , estando las pérdidas por debajo del 20% que reportan otros autores, esto se logra cuando se usa hidróxido de sodio en concentraciones de 0,03% p/p, a pesar de la mala calidad del sorgo utilizado, cuyos resultados hubieran sido mucho mejores, con el sorgo que se expende para harina para los niños celíacos y no el empleado en el estudio, que es para semillas.
CONCLUSIONES
1. Para lograr poderes diastásicos adecuados para maltas de sorgo, debe trabajarse con NaOH en parte de la etapa de remojo, pues este se favorece respecto a cuándo solo se realiza con agua.
2. El perfeccionamiento del proceso de malteado de sorgo UDG-110, usando aditivos químicos arrojó que, los mejores parámetros de calidad, dado por las variables respuesta medidas, se corresponden para la menor concentración de NaOH de 0,03% p/p y tiempos de remojo menores de 24 h, mientras que el tiempo de germinación debe ser de 60 h.
3. Para el malteado, el grano de sorgo empleado debe ser de calidad y conpoco tiempo de almacenaje, para lograr mejor poder enzimático de las mismas dado su empleo en la producción de bebidas.
REFERENCIAS
Agu, R.C., and Palmer, G.H., Enzymatic breakdown of endosperm proteins of sorghum at different malting temperatures. Journal of the Institute of Brewing Vol. 102, No. 6, 1996, pp. 415-418.
Akinseye, F.M., Adamb, M., Agelec, S.O., Hoffmannd, M.P., Traoreb, P.C., and Whitbreadd, A.M., Assessingcrop model improvements through comparison of sorghum (sorghum bicolor L. moench) simulation models: A case study of West African varieties. Field Crops Research, Vol. 201, 2017, pp. 19–31.
Demuyakor, B., and Ohta,Y., Malt characteristics of Sorghum vulgare varieties from Ghana., Journal of the Science of Food and Agriculture, Vol. 59, No. 4, 1992, pp. 457-462.
Díaz, Y., Perfeccionamiento del proceso de malteado de sorgo para la producción de maltinas para enfermos celíacos., Tesis presentada en opción al título de Ingeniero Químico en la Universidad Central "Marta Abreu" de Las Villas, Cuba, 2014.
French, J.B., Mc Ruer, R.G., Malt quality as affected by various steep aeration regimes. Master Brewers Association of the Americas, Vol. 27, No. 1, 1990, pp. 10-14.
Gallardo, I., Rodríguez, L., Boffill, Y., Alemán, L., Pérez M., Producción de Bioetanol empleando las enzimas generadas del sorgo malteado., Afinidad, Vol. 68, No. 552, 2011, pp. 144-149.
Gallardo, I., Boffill, Y., Ozuna, Y., Gómez, O., Pérez, M., Saucedo, O., Producción de bebidas usando sorgo malteado como materia prima para enfermos celíacos., Avances en Ciencias e Ingeniería, Vol. 4, No. 1, 2013, pp. 61-73.
Lyumugabe, F., Gros, J., Nzungize, J., Bajyana, E. and Thonart, P., Characteristics of African traditional beers brewed with sorghum malt: a review., Biotechnology Agronomy Society and Environment, Vol. 16, No. 4, 2012, pp. 509-530.
Marston, K., Khouryieh, H., and Aramouni, F., Effect of heat treatment of sorghum flour on the functional properties of gluten-free bread and cake., LWT - Food Science and Technology, Vol. 65, 2016, pp. 637-644.
Molinari, R., Costantini, L., Timperio, A.M., Lelli, V., Bonafaccia, F., Bonafaccia, G., and Merendino, N., Tartary buckwheat malt as ingredient of gluten-free cookies., Journal of Cereal Science, Vol. 80, March 2018, pp. 37-43.
Nieblas, C., Gallardo, I., Rodríguez, L., Carvajal, N., González, J.F. y Pérez, M., Obtención de bebidas y otros productos alimenticios a partir de dos variedades de sorgo., Centro Azúcar, Vol. 43, No. 3, 2016 pp. 66-77.
Reyes, S.A., Estudio de la producción de cerveza de sorgo y cebada, a escala de laboratorio, para la implementación de una Planta Piloto., Tesis presentada en opción al título de Ingeniero Químico en la Universidad Central "Marta Abreu" de Las Villas, Cuba, 2013.
Tokpohozin, S.E., Fisher, S., and Becker, T., Assessment of malting and mash bio-acidification on the turnover of sorghum cyanogenic glucoside and protein hydrolysis improvement., LWT - Food Science and Technology, Vol. 90, 2018, pp. 303-309.
Recibido: Octubre 18, 2017
Revisado: Noviembre 14, 2017
Aceptado: Enero 17, 2018

