










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.33 no.3 Santiago de Cuba sep.-dic. 2013
ARTÍCULO ORIGINAL
Estudio preliminar de la mezcla agua-vinazasflemazas y su impacto en la etapa de fermentación en la producción de etanol
Preliminary Study of the Water-Vinaza-Flemaza Mixture and its Impact in the Fermentation Stage in the Ethanol Production
MSc. Yenisleidy Martínez-MartínezI, Ing. Víctor González-MoralesI, Ing. Enrique Penin-PérezII, Dr. Erenio González-SuárezIII
I: Departamento de Ingeniería Química, Universidad Central Marta Abreu, Las Villas, Cuba.
II: Alcoholes Finos de Caña S.A., Las Villas, Cuba.
III: Centro de Análisis de Procesos, Universidad Central Marta Abreu, Las Villas, Cuba.
RESUMEN
La recirculación de la vinaza al proceso es una alternativa que se aplica en diferentes lugares del mundo. Con su recirculación al proceso, teniendo siempre presente el porciento de vinazas que es posible recircular para mantener una adecuada operación en la etapa fermentativa y no afectar el rendimiento, se logra un ahorro del agua para diluir la miel y se disminuye el impacto ambiental que tiene la misma. Para determinar la composición de la mezcla agua-vinaza-flemaza que garantice los mejores rendimientos en la etapa de fermentación, se llevó a cabo un diseño experimental de mezclas del tipo enrejado simplex y se obtuvieron los modelos del impacto de la composición de la mezcla en el rendimiento fermentativo y el por ciento alcohólico. De los resultados obtenidos se llega a conclusiones y recomendaciones para extender este trabajo a la industria.
Palabras clave: recirculación, vinazas, rendimiento, mezclas ternarias.
ABSTRACT
The recirculation of vinasse is an alternative process that is applied in different parts of the world. With its recirculation to the process, bearing in mind the percentage of vinasse that is possible to recirculate to maintain a proper operation in the fermentation stage and not affect its yield, is achieved savings of water to dilute the honey and the environmental impact that has the same is reduced. To determine the composition of the mixture water-vinasse-flemaza that guarantees the best yields in the fermentation stage, it was carried out an experimental design of mixtures of simple grid type and the models of the impact of the composition of the mixture in the fermentation yield and alcoholic percent were obtained. Of the obtained results conclusions and recommendations are extracted to extend this work to industrial scale.
Keywords: recirculation, vinasse, yield, ternary mixtures.
INTRODUCCIÓN
La efectividad económica de la producción de etanol, se encuentra marcadamente influenciada por la disponibilidad, precio en el mercado y los destinos de mejor uso de las materias primas. Por ello se han realizado estudios donde se emplean sustratos combinados como jugo de los filtros de cachaza, jugos clarificados, vinazas de destilería y miel final en la etapa de fermentación [1-3], también se han empleado combinaciones con miel B como fuente de carbohidratos y mieles finales. Estos estudios han demostrado que con el empleo de combinaciones de diversos sustratos es posible obtener una disminución de los costos de producción del proceso de obtención de etanol por vía fermentativa.
Cuando los sustratos de caña utilizados en el proceso fermentativo son de alta concentración, como es el caso de destilerías de etanol que fermenten melazas, mieles y/o meladura de caña, se busca reducir el porcentaje de azúcares fermentables en el sustrato para adecuar el medio de incubación y acción de las levaduras y es posible utilizar las vinazas y flemazas con este fin [4].
La vinaza y flemaza son subproductos que se obtienen del proceso productivo de etanol, específicamente se obtienen como residuos de la destilación de la batición fermentada. La producción de vinazas oscila entre 13 y 15 L de etanol. Es considerada un residuo líquido agresivo capaz de provocar serios problemas ambientales en los recursos hídricos donde se descarga [5].
Una alternativa a los grandes volúmenes de vinazas obtenidos, puede ser su recirculación a la etapa de fermentación como una alternativa tecnológica en el ahorro de agua para la dilución y al reducir el volumen de vinazas como efluentes se evita la conversión de las mismas en un residual líquido agresivo al medio ambiente [6, 7].
La utilización del mosto o vinaza de destilería como material de dilución en la etapa de fermentación trae diversos beneficios, entre los cuales se puede citar una disminución del agua utilizada en la dilución de la miel, también hace posible fermentaciones más rápidas debido al retorno de nutrientes, principalmente compuestos nitrogenados y sales minerales, azúcares eventualmente no fermentables y de levaduras muertas que van a servir como nutrientes [7, 8]. Con la recirculación de vinazas y flemazas en sustitución de un por ciento del agua para diluir la miel, además se logra una mayor acidez en los fermentadores, por tanto, menor consumo de vapor y ácido sulfúrico en la esterilización. También es importante señalar las inconveniencias en el proceso al crecer el contenido de ácidos orgánicos y otros metabolitos tóxicos a las levaduras por lo que se requiere un mayor control biológico, así como el de la presión osmótica con el aumento de los sólidos no azúcares.
Un aspecto importante que se debe tener en cuenta es el por ciento de vinazas y flemazas que es posible recircular para mantener una adecuada operación en la etapa fermentativa y no se vea afectado el rendimiento de la planta.
La nueva tendencia de obtener producciones más económica y más limpias impulsa al desarrollo de este trabajo, que tiene como objetivo la obtención de modelos a escala de laboratorio que describen el impacto de la composición de la mezcla agua- vinazas-flemazas empleada para la dilución sobre el rendimiento y el por ciento alcohólico en la etapa de fermentación, así como la extracción de conclusiones y recomendaciones para llevar las experiencias a escala industrial.
MATERIALES UTILIZADOS Y CONDICIONES EXPERIMENTALES
A partir del diseño de experimento Enrejado Simplex se puede obtener el comportamiento de las propiedades de una mezcla de tres componentes a escala de laboratorio. Este método resulta ventajoso pues requiere de un plan experimental mínimo y brinda una información completa [3].
Para desarrollar este plan experimental se necesitan realizar seis puntos de composición conocida del enrejado. Es suficiente una medida de la propiedad que se desea estudiar en cada punto para obtener el modelo que describe el comportamiento de esa propiedad al variar la composición de la mezcla. El polinomio que brinda las respuestas medidas se muestra a continuación:

A través de este polinomio es posible obtener la superficie respuesta de cada propiedad en dependencia de la composición de la mezcla. Con el objetivo de probar la veracidaad del modelo obtenido, se propuso realizar un punto de chequeo situado dentro del triángulo. Este punto puede tomarse como punto experimental de un modelo más complejo en caso de que no ser adecuado el modelo obtenido [9].
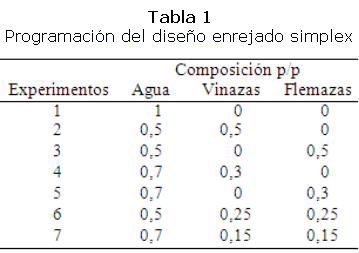
En las experiencias se utilizaron como materias primas miel final, vinazas y flemazas provenientes de la destilería ALFICSA, se montaron de manera simultánea y el inóculo utilizado es el que se encontraba presente en la cuba madre y con el cual se estaba llevando a cabo la fermentación a nivel industrial. Se consideró que el por ciento de agua que se debe utilizar para diluir la miel y llevarla a la concentración fijada, debe estar por encima del 50 por ciento. Los azúcares reductores presentes en la miel, fueron fijados inicialmente en 114,11 g/L y las cantidades de nutrientes y ácido sulfúrico utilizados, se determinaron por balances de masa. Para la planificación de los experimentos se recurrió a la programación siguiente (ver tabla 1):
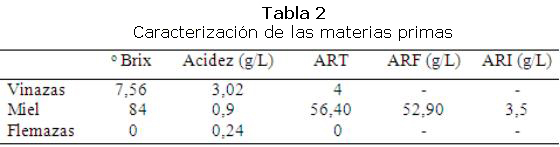
Para llevar a cabo la fermentación se utilizaron reactores de cinco litros cada uno, para un total de siete corridas. Primeramente se caracterizaron las materias primas, con la realización de análisis de azúcares reductores totales (ART), fermentables (ARF) e infermentables (ARI), Brix y acidez, para lo que se tuvo en cuenta lo establecido en las normas cubanas obligatorias vigentes. Los resultados se muestran en la tabla 2.
Una vez montados los experimentos se realizó un seguimiento constante de la fermentación la cual duró aproximadamente entre 22 y 24 h hasta que el Brix se mantuvo en un valor constante al menos durante las dos últimas mediciones con intervalos de una hora cada una.
RESULTADOS Y DISCUSIÓN
Se observó de igual forma en todas las experiencias realizadas que existe consumo de sustrato. No se observaron anomalías durante la fermentación que muestre alguna acción inhibidora por parte de los sustratos no convencionales. Ver a continuación la tabla 3.
Como se puede apreciar en la tabla 3, los mejores resultados se obtienen cuando solamente se diluye la miel con agua, seguido del experimento donde se utiliza un 70 % de agua, 15 % de vinaza y 15 % de flemaza. El resultado menos satisfactorio se obtiene cuando se emplea solamente agua en un 50 % y el resto vinazas, lo que permite establecer el criterio de que la vinaza y flemaza utilizadas deben estar en una menor proporción respecto al agua.
Se procesaron los resultados logrados con el software STATGRAPHICS para la obtención de los modelos que describen el comportamiento del rendimiento en fermentación y el por ciento alcohólico con variaciones en la composición aguavinaza-flemaza en la mezcla. Los modelos obtenidos del ajuste de datos experimentales son los siguientes: Ver (2) y (3).
Al analizar los coeficientes de las variables independientes en ambos modelos, podemos observar que la variable que mayor influencia tiene sobre las variables respuesta es la composición del agua en la mezcla. Este resultado se ve confirmado, según tabla 3, con el hecho de que experimentalmente los mejores resultados se obtuvieron al diluir la miel solo con agua.
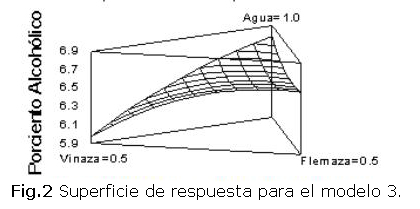
Al utilizar el modelo (2) fue posible explorar con mayor profundidad la influencia de la composición de la mezcla en el rendimiento. Se mueve dentro del diagrama triangular hacia la zona donde se observaron experimentalmente los mejores resultados y se exploran diferentes composiciones de la mezcla. Se observaron mejoras en el rendimento cuando se aumenta la composición de agua en la mezcla y cuando las proporciones en que se encuentra la vinaza y flemaza se mantienen aproximadamente iguales, corroborando los resultados obtenidos experimentalmente, o cuando existe un ligero aumento de la composición de la vinaza con respecto a la flemaza. De igual forma se trabajó con el modelo (3) el cual arrojó similares resultados. Ver figura 1 y 2.

Los estudios de mezcla, como el desarrollado en este trabajo, pueden servir de base para llevar sus resultados a la industria, al obtener modelos que permitan explorar sin riesgo todas las posibles combinaciones de las variables independientes, en busca de mejoras en las variables dependientes. Se pueden buscar tantos modelos, como propiedades se midan durante el experimento.
Al definir previamente un objetivo, por ejemplo, mantener en un rango determinado el rendimiento en la etapa de fermentación al utilizar agua, vinazas y flemazas para la dilución de la miel, se pueden tomar datos de variables medibles durante la fermentación que incidan en el rendimiento. Al obtener los modelos que describen el rendimiento y demás variables que influyen en este, todos dependientes de la composición de la mezcla, se puede optimizar el rendimiento utilizando los demás modelos como restricciones al fijar los valores en que se quiera que estén.
CONCLUSIONES
1 De las experiencias llevadas a cabo, los mejores resultados se obtienen cuando se diluye la miel solamente con agua seguida de la dilución con agua en un 70 %, 15 % de vinazas y 15 % de flemazas.
2 Al explorar otras posibles combinaciones en la composición de la mezcla agua-vinaza-flemaza usada para la dilución de la miel utilizando los modelos obtenidos, los mejores resultados se logran a medida que se aumenta la composición del agua y la composición de la vinaza y flemaza se mantiene igual o exista un ligero aumento de la vinaza con respecto a la flemaza.
3 Los modelos obtenidos a partir de las experiencias a escala de laboratorio pueden ser utilizados para llevar a la industria sus resultados.
NOMENCLATURA
A: composición del agua en la mezcla (p/p)
V: composición de la vinaza en la mezcla (p/p)
F: composición de la flemaza en la mezcla (p/p)
ART: azúcares reductores totales (g/L)
ARF: azúcares reductores fermentables (g/L)
ARI: azúcares reductores infermentables (g/L)
% Alcohólico: grado alcohólico (ºGL)
R2: estadígrafo R cuadrado (%)
BIBLIOGRAFÍA
1. DE LA CRUZ, R. et al. "Alternativas de la combinación de sustratos para la fermentación alcohólica en la destilería anexa al Complejo Agro Industrial azucarero Melanio Hernández". Centro Azúcar, 2000. Págs. 4, 22-28.
2. SANTOS, R. et al. "Impacto de las mezclas de sustratos azucarados en la agresividad de los residuales durante la producción de etanol y levadura torula". Centro Azúcar, 2003, 30(2), 62-64.
3. MESA, L. et al. "Estudio preliminar del mezclado de los sustratos: jugo de los filtros, jugos secundarios y miel en la producción de etanol". Centro Azúcar, 2006, 33(4). Págs. 32-36.
4. HERNÁNDEZ, M. "Tendencias actuales en la producción de bioetanol", Facultad de Ingeniería -TEC Landívar, Universidad Rafael Landívar, 2007. Págs. 5-8.
5. RODRÍGUEZ, S. et al. "Tratamiento Combinado (anaerobio-aerobio) para la Decoloración de la Vinaza de Destilería". Revista CENIC. Ciencias Biológicas, 2005. No. Especial.
6. KRZYWONOS, M. et al. "Utilization and biodegradation of starch stillage (distillery wastewater)". Electronic Journal of Biotechnology, 2009, 12(1).
7. GUMIENNA, M. et al. "Reduction of water consumption in bioethanol production from triticale by recycling the stillage liquid phase". Acta Sci. Pol., Technol. Aliment, 2011, 10(4). Págs. 467-474.
8. PEJIN, D. et al. "The bioethanol production with the thin stillage recirculation". Chemical Industry & Chemical Engineering Quarterly, 2009, 15(1). Págs. 49-52.
9. GONZÁLEZ, E. et al.. "Aplicación del análisis de procesos considerando la incertidumbre en la industria de pulpa y papel". CYTED Ciencia y Tecnología para el desarrollo, 2003. Págs. 82-92.
Recibido: Mayo de 2013
Aprobado: Septiembre de 2013
MSc. Yenisleidy Martínez-MartínezI. Departamento de Ingeniería Química, Universidad Central Marta Abreu, Las Villas, Cuba.


{kind=link}
{kind=link}
{kind=link}