










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.34 no.3 Santiago de Cuba sep.-dic. 2014
ARTÍCULO ORIGINAL
Procedimiento general para la evaluación del proceso de remoción de calor en la elaboración de helados
General procedure for the evaluation of the process of removal of heat in the elaboration of ice cream.
MSc. Yanet Sariego-ToledoI, Dr. Eduardo García NoaI, Ing. Diana Montes de OcaI, MSc. Carlos Guillén RodríguezII
I: Departamento Ingeniería Química. Facultad de Ingeniería Química. Instituto Superior Politécnico "José Antonio Echeverría" Marianao. La Habana, Cuba.ysariego@quimica.cujae.edu.cu
II: Fábrica de Helados Coppelia. Boyeros. La Habana, Cuba.
RESUMEN
En el proceso de elaboración de helado, se consume un alto nivel de energía, principalmente por conceptos de refrigeración, no incurrir en gastos energéticos innecesarios es una de las directrices de la economía mundial y del país. En la investigación se realizó la evaluación energética del proceso de remoción de caloren la elaboración de helados en la fábrica Coppelia, cita en el municipio Boyeros, La Habana, Cuba. Para dicha evaluación se determinó dónde, cuándo y cómo se consume o pierde energía durante la elaboración de helados, empleándose un procedimiento general basado en técnicas del Análisis de Proceso como los balances de masa y energía. Estas técnicas permitieron establecer las etapas críticas en cuanto a las relaciones energéticas e indicadores de funcionamiento del ciclo de refrigeración de dicho sistema. También considerando el cumplimiento de las especificaciones de calidad del producto terminado, se establecieron acciones correctivas termodinámicamente fundamentadas para incrementar la eficiencia energética.
Palabras claves: sistemas de refrigeración, energía, exergía, irreversibilidad.
ABSTRACT
The process of elaboration of ice cream is mainly a high energy consumer for refrigeration concepts and not to incur in unnecessary energy expenses is one of the guidelines of the world economy and of the country.The research was developed in the ice cream Coppelia factory, in Havana, Cuba.The energetic evaluation was made inthe process of removal of heatat each stage of the process of making ice cream To carry out this evaluation was determined where, when and how the energy was consumed or lost, during the ice cream production using the process analysis techniques like massandenergy balances, which allowed to establishing the critical stages in terms of energy relations and cycle performance indicators. Considering the quality specifications of the final product, technically and economically substantiated corrective actions were established to increase efficiency.
Keywords: refrigeration systems, energy, exergy, irreversibility.
INTRODUCCIÓN
La fábrica de helados Coppelia se encuentra entre los altos consumidores de energía en la industria alimentaria cubana. Esta cuenta con una planta de refrigeración que proporciona los requerimientos de frío para su proceso productivo. En la industria cubana surge la necesidad de iniciar una nueva perspectiva en la explotación energética, encaminada a la evaluación de las tecnologías y a la introducción de técnicas ahorradoras en las instalaciones industriales que permitan hacer más competitivos los precios y productos elaborados. Por ello y debido a la premisa del país, de tomar la eficiencia energética como el camino más barato y menos contaminante para la obtención de energía disponible; es que en la actualidad se están desarrollando evaluaciones termodinámicas de instalaciones frigoríficas.Estas ocupan hoy un lugar importante para los profesionales de la rama, por lo cual para el desarrollo de la investigación se plantearon como objetivos evaluar la remoción de calor en la elaboración de helado mediante el análisis energético y el cálculo de los indicadores de funcionamiento del ciclo de refrigeración y analizar una posible alternativa para el incremento de la eficiencia energética del mismo.
Procedimiento general y resultados de su aplicación en la fábrica coppelia
El procedimiento general para la evaluación de la eficiencia energética en los procesos de remoción de calor en la elaboración de helados mediante un ciclo de refrigeración por compresión mecánica de vapor, está compuesto por los siguientes pasos:
1. Caracterizacióndel proceso tecnológico de producción de helados y de las etapas de remoción de calor
En la Fábrica de Helados Coppelia se elabora alternativamente helado Varadero y helado Coppelia en función del pedido que se haga a la empresa y de las materias primas que se reciban diariamente.
El proceso comienza con la recepción de las materias primas, que son: leche fresca, crema de leche, azúcar refino, sal fina grado A, estabilizador, huevos, leche descremada en polvo y otros aditivos. La leche fresca llega a la fábrica en carros termos de acero inoxidable de los cuales es extraída por medio de una bomba centrífuga, que es la encargada de enviarla hacia el filtro lineal y el tanque guarda donde se deposita.Despuésse envía directamente a la báscula para ser pesada y enviada al tanque disolutor mediante una bomba de desplazamiento positivo. Aquí se adicionan las materias primas. Primero se adiciona el estabilizador, después la leche descremada en polvo (L.D.P.), leche entera en polvo (L.E.P.), la crema de leche, el azúcar, la yema de huevo y la sal. Una vez lograda la total dilución de los ingredientes, la mezcla pasa a los tanques pasteurizadores mediante una bomba sanitaria de desplazamiento positivo.
La pasteurización se efectúa elevando la temperatura de la mezcla a 72ºC durante 15 minutos por inyección de vapor en la chaqueta de los pasteurizadores, para así eliminar todos los microorganismos patógenos presentes[1].La mezcla pasteurizada pasa por un filtro lineal para retener las impurezas como papel, grumos u otras partículas extrañas provenientes de las materias primas. Después pasa al homogenizador, donde se transforma en una genuina emulsión por la distribución uniforme de la grasa debido a la reducción del glóbulo de grasa a un diámetro inferior a 2 micras.
Posteriormente se enfría la mezcla hasta que alcance una temperatura entre 4 y 6°C [1] y [2]. Este proceso se realiza en dos intercambiadores de calor a placas. En el primero actúa como refrigerante agua tratada a temperatura ambiente mientras que el otro emplea agua helada proveniente del banco de hielo.
Mediante una bomba centrífuga se lleva la mezcla a los tanques de envejecimiento de doble pared por la cual circula amoníaco. Estos cuentan con un agitador mecánico que mantiene la mezcla en constante movimiento. El tiempo de maduración es de 24h para garantizar la solidificación de los glóbulos de grasa y la hidratación de las proteínas. Al día siguiente esta mezcla ya madurada pasa mediante una bomba centrífuga a los tanques saboreadores donde se le incorpora el sabor y el color característico de la mezcla de helado que se esté elaborando si no fue incorporado en la preparación de la misma.
Seguidamente pasa a las congeladoras donde se incorpora el aire a la mezcla formándose el helado por el batimiento dentro de la tubería interior de la máquina y por la transferencia de calor de la mezcla al amoníaco que rodea el tubo congelador debido a que trabajan con un sistema de cuchillas de acero inoxidable que van batiendo y raspando la mezcla, disminuyendo gradualmente su temperatura y favoreciendo la inyección de aire.
El helado semicongelado sale a una temperatura entre los -4ºC o -6ºC del cañón del congelador. Después es envasado correctamente según la norma establecida [1]y[2]. Se coloca en una estera mecánica y se traslada hacia la Nevera de Endurecimiento donde congela otra parte del agua presente en el helado endureciéndose hasta una temperatura entre los -25ºC y -30ºC. El producto permanece en esta nevera 24 horas y al día siguiente es trasladado a la Nevera de Conservación. Aquí el helado permanece 48 horas como mínimo a una temperatura entre -22ºC y -25ºC. La transportación y distribución debe realizarse en camiones cerrados, higiénicos y con refrigeración.
2. Determinación de los calores totales extraídos en cada una de las etapas del proceso de elaboración
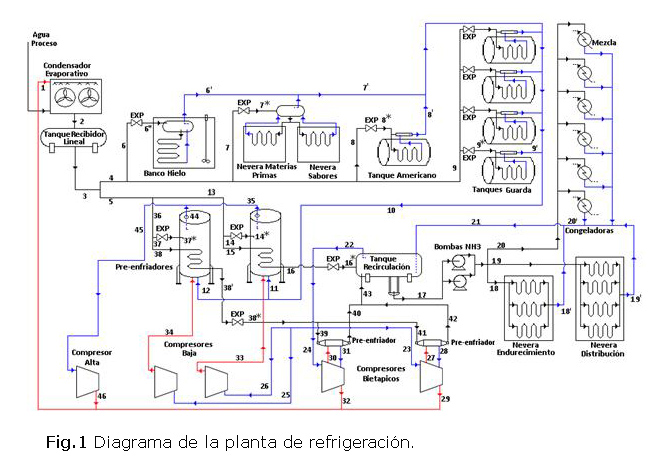
Para desarrollar la evaluación energética del ciclo de refrigeración para la elaboración de helado fue necesario determinar los flujos de calortransferidos en los evaporadores (banco de hielo, congeladoras, tanque guardas y neveras de la figura 1). Para ello se monitoreó el proceso de elaboración de helado durante quince días, en los cuales se realizaron las mediciones operacionales necesarias en cada etapa.
La determinación del flujo de calor que se transfiere en el Banco de hielo consistió en evaluar el flujo de calor que recibe el agua helada en el segundo intercambiador de calor a placas después la pasteurización de la mezcla. También se tiene en cuenta el flujo de calor recibido por falta de aislamiento en las tuberías de conducción y retorno de agua helada. En los tanques de maduración se tiene en cuenta el flujo de calor que es necesario que ceda el equipo (en este caso es el tanque) para que alcance la temperatura a la que se encuentra la mezcla en su interior y el flujo de calor que se recibe del medio ambiente, el cual debe ser removido con el fin de lograr mantener la temperatura de la mezcla dentro del rango normado.
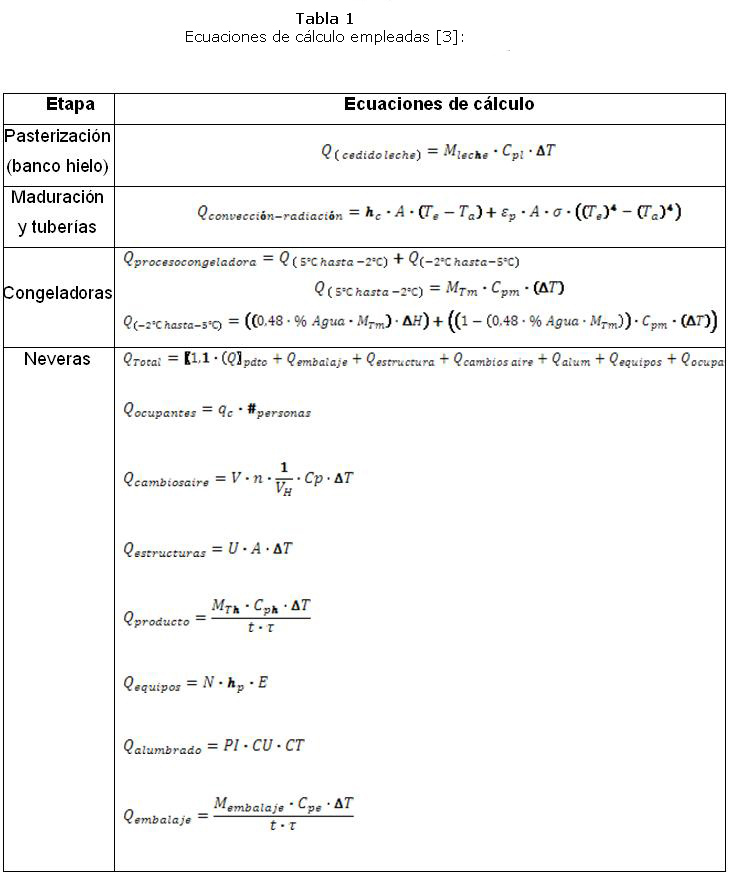
La determinación del flujo de calor que se transfiere en la Congeladora consistió en evaluar el flujo de calor que se extrae a la mezcla para congelar el 48% de su contenido de agua y para disminuir la temperatura de los restantes elementos no congelables hasta la temperatura deseada; mientras que para evaluar el flujo de calor que se transfiere en la Nevera se determinó la carga térmica en la misma, considerando todas las cargas involucradas (por producto, por equipos, por alumbrado, por ocupantes, por estructuras, por embalaje y cambios de aire). También se tiene en cuenta el flujo de calor recibido en las tuberías de conducción y retorno de amoníaco por falta de aislamiento. Las ecuaciones empleadas para el cálculo en cada evaporador se muestran en la tabla 1. Los resultados obtenidos para cada evaporador se muestran en la tabla 2.
Tabla 2
Flujos de calor transferidos en el proceso de elaboración de helados
| Etapa | Calor extraído (kW) |
|---|---|
| Pasterización (banco hielo) | 172.91 |
| Maduración | 4.02 |
| Congeladoras | 80.78 |
| Nevera Endurecimiento | 42.79 |
| Nevera Conservación | 47.55 |
| Nevera Materias Primas | 5.27 |
| Nevera de Sabores | 7.43 |
| Total | 360.73 |
3. Caracterización del ciclo de refrigeración que remueve dichos calores
Este sistema es un ciclo de refrigeración de doble etapa por compresión de vapor y se muestra en la figura 1. El mismo emplea amoníaco como refrigerante, el cual es recibido en la fábrica dos veces al año y depositado en el tanque recibidor lineal. Dicho ciclo comienza en este tanque lineal (1 350 kPa y 30°C) del cual sale una línea que conduce el líquido saturado hasta la nevera de materias primas, la nevera de sabores, el banco de hielo y los tanques de maduración. Este líquido saturado antes de llegar a todos estos evaporadores se expande. A su paso por el orificio de la válvula de expansión, el líquido refrigerante experimenta una caída de presión hasta 237 kPa y -15°C provocando, por una parte, su evaporación parcial y, por la otra, el enfriamiento hasta la temperatura de evaporación del líquido restante. Esta mezcla húmeda una vez que se encuentra en los evaporadores antes mencionados intercambia calor ocurriendo propiamente el proceso de refrigeración a expensas de la evaporación del refrigerante en la zona de alta presión, el cual ya en el estado físico técnico de vapor saturado llega a los pre-enfriadores. Este vapor saturado después de haber burbujeado a través del amoníaco líquido presente en los pre-enfriadores para enfriarse es succionado por el compresor de alta presión.
Mediante dicha compresión el amoníaco pasa a ser un vapor sobrecalentado a 156°C y 1 398 kPa, el cual es entregado a la conductora de alta y enviado al condensador evaporativo que opera a 30 C y 1 350 kPa, donde intercambia calor con el agua tratada y el aire y condensa, alcanzando el estado de líquido saturado. Del tanque recibidor lineal sale otra línea de líquido saturado que va hacia los pre-enfriadores. A la entrada de los mismos esta línea se divide en dos corrientes, una que se expansiona hasta 237 kPa y -15°C formándose una mezcla húmeda con la cual intercambia la otra corriente que va por el interior de un serpentín y que se enfría hasta 1°C y 1 350 kPa obteniéndose un líquido subenfriado. Este se expande y se envía hacia los pre-enfriadores individuales de los compresores bietápicos y hacia el tanque de recirculación. Este tanque es un enfriador-separador al cual llega una mezcla húmeda en equilibrio líquido-vapor. Desde el mismo se bombea el líquido saturado hacia las congeladoras y las neveras de Endurecimiento y Conservación. En estos evaporadores alcanza el estado de vapor saturado al extraerle el calor a la mezcla y al helado ocurriendo el propio proceso de refrigeración a expensas de la evaporación del refrigerante en la zona de baja presión a -40°C y 72 kPa.
Este vapor se conduce nuevamenteal tanque de recirculación donde burbujea a través del líquido presente en el mismo, se enfría y es succionado por los compresores de baja y los compresores bietápicos respectivamente en los cuales se comprimeen esta primera etapa y se lleva a vapor sobrecalentado a 140°C y 241 kPa. Cuando esta operación es realizada por los compresores bietápicos seguidamente hay un enfriamiento intermedio en los pre-enfriadores individuales para llevar este vapor a saturado a las condiciones de 237 kPa y -15°C y después ser comprimido en la etapa de alta presión hasta 1 398 kPa y 156°C alcanzado el estado de vapor sobrecalentado, el cual se descarga en el condensador evaporativo. Cuando la compresión se realiza por los compresores de baja el vapor sobrecalentado se descarga en los pre-enfriadores en los cuales burbujea a través del líquido presente en los mismos enfriándose y pasando al estado de vapor saturado el cual es succionado por el compresor de alta antes mencionado.
4. Determinación de los indicadores de funcionamiento del ciclo de refrigeración
Durante los mismos quince días que se realizaron las mediciones operacionales en el proceso de elaboración de helado se monitoreó el ciclo de refrigeración en la sala de máquinas, para establecer los niveles de temperatura y presión de cada equipo. Con estas mediciones experimentales de temperatura y presión se procedió a la búsqueda de la entalpía y la entropía del refrigerante en cada condición de operación obteniéndose para el ciclo en estudio la representación que se muestra en la figura 2 del diagrama presión contra entalpía.
Seguidamente se procedió a realizar el balance de energía en la zona de baja presión, en la cual existen tres evaporadores o equipos consumidores de amoníaco. Estos son la nevera de conservación, la nevera de endurecimiento y las congeladoras. Para el balance en las congeladoras se consideró que todo el flujo de calor cedido por la mezcla de helado es recibido por el refrigerante, debido a que las pérdidas en este equipo son tan pequeñas que se pueden considerar despreciables. Con este valor se determinó del flujo de amoníaco necesario en las congeladoras. Para las Neveras el flujo de calor que recibe el amoníaco es igual a la carga térmica de las mismas más el flujo de calor recibido a través de las tuberías de conducción y retorno de amoníaco a las mismas.
Posteriormente se realizó el balance en la zona de alta presión. En esta zona el balance se centra en aquellos equipos en los cuales el amoníaco intercambia calor, ya sea para ceder o recibir el mismo. Estos equipos son: el banco de hielo que funciona como evaporador, donde el refrigerante recibe el flujo de calor que cede el agua helada y que trae del proceso de elaboración de helado, específicamente de la nevera de materias primas, la nevera de sabores y los tanques de maduración, y el condensador donde finalmente cede al agua y al aire parte del flujo de calor recibido durante el ciclo.
Para determinar el flujo de calor cedido en el condensador fue necesario medir la humedad relativa, la temperatura de bulbo seco y la temperatura de rocío del aire a la entrada y a la salida. Estas se midieron con un Mini-termo-higrómetro de serie 605-HI. Con un velocímetro de serie 6000-P producido por Alnor Instrument Company se midió la velocidad del aire en las parrillas de salida del aire del condensador evaporativo. El mismo cuenta con seis parrillas cada una con un área de 1,47 m2. Cada una de estas se dividió en seis cuadrantes en cuyo centro se realizaron las mediciones para un total de treinta y seis puntos medidos de cada variable en cada día monitoreado. Con estos se estimaron los promedios de cada variable cada día medido y se obtuvieron las entalpías correspondientes. Para calcular el flujo de refrigerante en el mismo se planteó el balance de energía entre el agua, el aire y el refrigerante según los criterios expuestos en [3-7].
Finalmente se efectúa el balance de energía en el tanque intermedio enfriador separador y se cuenta con todos los datos para el cálculo de los indicadores de funcionamiento del ciclo de refrigeración. Los resultados obtenidos se muestran en la tabla 3.
Tabla 3
Indicadores de funcionamiento del ciclo de refrigeración
| Indicador | Zona Alta | Zona Baja | Sistema |
|---|---|---|---|
| Q recibido (NH3) (kW) | 189.87 | 167.05 | 356.91 |
| Q cedido (NH3) (kW) | 694.90 | - | 694.90 |
| Trabajo o Potencia (kW) | 176.85 | 95.82 | 272.67 |
| COP real | 1.07 | 1.74 | 1.31 |
| COP Carnot | 5.16 | 3.11 | 3.11 |
| Rendimiento Relativo (%) | 20.81 | 56.11 | 42.13 |
Se obtuvieron bajos coeficientes de funcionamiento en ambas etapas, pero la etapa de alta presión está operando de manera menos eficiente que la de baja presión. Esto indica que en dicha etapa se está utilizando una mayor cantidad de energía que la mínima requerida para producir el frío necesario. Se puede observar que en la zona de baja presión existe un trabajo de compresión menor que en la zona de alta presión, sin embargo los calores extraídos son similares en las dos zonas de trabajo. El coeficiente de funcionamiento del sistema tiene un valor alejado del coeficiente de funcionamiento de Carnot.
El sistema en estudio trabaja con un rendimiento relativo del 42,13 %, esto indica que solo es capaz de alcanzar el 42,13 % de la bondad de funcionamiento para esas condiciones de operación del ciclo de Carnot, el cual trabaja al índice máximo de bondad.
5. Evaluación de la alternativa para el incremento de la eficiencia energética del ciclo de refrigeración
El coeficiente de funcionamiento varía con las condiciones de operación, lo que implica que un mismo sistema tendrá distinta eficiencia a medida de que varíen las condiciones de trabajo.
La alternativa que se propone es disminuir la temperatura de condensación. Actualmente en la fábrica se trabaja con una temperatura de condensación de 35 ºC. En la alternativa se propone disminuir esa temperatura 5 ºC, por lo tanto la presión de descarga del compresor también disminuirá. Esta alternativa es recomendada por [3, 5 y 6] los cuales plantean, que mientras más pequeña sea la diferencia entre las temperaturas de absorción y rechazo de calor, más pequeña será el área dentro del ciclo que es el trabajo neto y por tanto menos energía se consumirá.
Primeramente se realiza la ubicación del ciclo en el diagrama presión contra entalpía y la búsqueda de las propiedades del refrigerante para las nuevas condiciones de trabajo. Una vez obtenidas, se realizan los balances de masa y energía para evaluar el funcionamiento del ciclo de refrigeración, de la misma manera que se desarrollaron para el caso base. La comparación entre los indicadores de funcionamiento para las dos condiciones de trabajo se muestra en la tabla 4.
Tabla 4
Comparación entre los indicadores de funcionamiento
| Indicador | Caso Base | Alternativa |
|---|---|---|
| Q recibido (NH3) (kW) Alta | 189.87 | 189.86 |
| Q recibido (NH3) (kW) Baja | 167.05 | 167.05 |
| Q cedido (NH3) (kW) condensador | 694.90 | 694.90 |
| W (kW) Alta | 176.85 | 151.77 |
| W (kW) Baja | 95.82 | 101.19 |
| W (kW) Sistema | 272.67 | 252.96 |
| COP real Alta | 1.07 | 1.25 |
| COP real Baja | 1.74 | 1.65 |
| COP Sistema | 1.31 | 1.42 |
| COP carnot Alta | 5.16 | 5.16 |
| COP carnot Baja | 3.11 | 3.11 |
| COP carnot Sistema | 3.11 | 3.11 |
| Rendimiento Relativo Baja (%) | 56.11 | 21.82 |
| Rendimiento Relativo Alta (%) | 20.81 | 49.60 |
| Rendimiento Relativo Sistema (%) | 42.13 | 42.40 |
Como puede verse no cambian numéricamente los calores absorbidos en las dos zonas de trabajo, ni el calor cedido en el condensador. El trabajo de compresión en la zona de alta presión disminuye respecto al del caso base sin embargo en la zona de baja presión aumenta. A pesar de esto el trabajo del sistema disminuyó en 20 kW. Con los coeficientes de funcionamiento sucede lo mismo, es decir se incrementa el de la etapa de alta presión y disminuye el de la etapa de baja presión lográndose un incremento en el del sistema observándose una ligera mejoría en el funcionamiento del mismo. El rendimiento relativo de la etapa de alta presión aumentó y el de la etapa de baja presión disminuyó no evidenciándose el efecto de estos cambios en el del sistema pues la variación respecto al caso base es imperceptible.
CONCLUSIONES
1. Mediante el procedimiento general propuesto es posible determinar la eficiencia en la remoción de calor mediante indicadores energéticos integrando los procesos correspondientes del sistema de refrigeración y los de la elaboración de helado.
2. La etapa donde se remueve mayor cantidad de calor es la etapa de pasteurización.
3. La zona de alta presión la compresión se realiza de manera menos eficiente que en la zona de baja presión.
4. El ciclo de refrigeración de la Fábrica Coppelia trabaja con un coeficiente de funcionamiento de 1,31 y un rendimiento relativo del 42,13 % lo cual evidencia que hay una baja eficiencia energética y potencialidades de mejoras.
5. Es posible incrementar la eficiencia energética de la planta de refrigeración si se disminuye la temperatura de condensación, pues se mejoran discretamente los indicadores de funcionamiento y en particular se disminuye el trabajo de compresión de los sistemas lo que conlleva a un menor consumo eléctrico.
Nomenclatura
Q: Carga térmica (kW)
PI: potencia instalada en luminarias (kW)
CU: coeficiente de utilización (fracción de la potencia instalada que es utilizada)
CT: coeficiente de tolerancia (aplicado a lámparas fluorescentes para tomar en cuenta la potencia consumida por el transformador)
N: número de motores dentro del espacio refrigerado
hp: potencia del motor en caballos de fuerza (hp)
E: equivalente energético correspondiente con los caballos de fuerza (Btu/hph)
MTh: masa total de helado (kg)
MTm: masa total de mezcla (kg)
MTe: masa total de embalaje (kg)
Cph: capacidad térmicadel helado semicongelado (kJ/kgºC)
Cpm: capacidad térmicade la mezcla de helado (kJ/kgºC)
Cpe: capacidad térmicadel material de embalaje (kJ/kgºC)
 : diferencia de temperaturas (ºC)
: diferencia de temperaturas (ºC)
t: tiempo de enfriamiento (h)
T: factor de rapidez de enfriamiento
U: coeficiente global de transferencia de calor (W/m2K)
V: volumen de la cámara (m3).
n: número de intercambios de aire en 24 horas
VH: Volumen húmedo (m3/kg aire seco)
Cp: capacidad calorífica del aire (kJ/kgºC)
qC: carga térmica que aporta un operario (kW)
% Agua: Porcentaje de agua presente en la mezcla
ha: Coeficiente de convección radiación, W/ (m²°C)
A: Área de transferencia de calor de la estructura o los equipos (m2)
Te: Temperatura de la superficie exterior del equipo (°C)
Ta: Temperatura del medio exterior (°C)
hc: Coeficiente de transferencia de calor por convección libre (J/m2sºC)
 : Constante de Stefan Boltzmann (W/m2K4)
: Constante de Stefan Boltzmann (W/m2K4)
 : Emisividad del material de construcción de la superficie del recipiente
: Emisividad del material de construcción de la superficie del recipiente
BIBLIOGRAFÍA
1. NEIAL. Norma de proceso de helado. No. 122. La Habana, Cuba, 2000.
2. LOPEZ, Rafael. Helado total; Obra de expertos para el heladero latinoamericano. Tercera Edición. Buenos Aires, Argentina: Editora Publitec, 1993.
3. DOSSAT, Roy. Principios de refrigeración. Cuarta Edición. México: Editorial Continental S.A, 1985. 591 p. ISBN: 0-471-03550-5
4. KIRILLIN, A. Termodinámica térmica. Segunda edición. Moscú: Editorial MIR, 1986, 598 p.
5. ARMAS, Juan C.; LAPIDO, Margarita J.; CASTELLANOS, Juan A.; ÁLVAREZ, Mario A. "Análisis exergético de un sistema de climatización centralizado por agua helada". Centro de Estudios de Energía y Medio Ambiente, Universidad de Cienfuegos. Revista Energética, No. 36, 2006, p 35-40.
6. STOECKER, W. Refrigeración y acondicionamiento de aire. Segunda edición. Madrid, España: Ediciones del Castillo S.A, 1976 406 p. ISBN:0-912524-12-X
7. Colectivo de autores. The ASHRAE Handbook. American Society of Heating, Refrigerating and Air-Conditioning Engineers. New York, USA,2001. [Consultado: 21 de noviembre de 2013]
Recibido: Mayo 2014
Aceptado: Septiembre 2014
MSc. Yanet Sariego-Toledo. Departamento Ingeniería Química. Facultad de Ingeniería Química. Instituto Superior Politécnico "José Antonio Echeverría" Marianao. La Habana, Cuba.ysariego@quimica.cujae.edu.cu


{kind=link}
{kind=link}
{kind=link}