










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.35 no.1 Santiago de Cuba ene.-abr. 2015
ARTÍCULO ORIGINAL
"Consideraciones sobre la determinación del tiempo de residencia de la prueba en la lixiviación industrial del proceso "Caron" en la planta de Punta Gorda Moa, Cuba"
"Considerations about determination of the residence time of the pulp in the industrial leaching of the Caron process at punta gorda plant. Cuba"
Antonio R. Chang-CardonaI, Pedro L. Terencio-GuevaraII, Yosbel Guerra-González III, Armando Rojas-VargasIV
I: Instituto Superior Minero Metalúrgico de Moa, Holguín, Cuba. achang@ismm.edu.cu
II: CEDINIQ, Holguín, Cuba. pmerencio@cil.minem.cu
III: Departamento de Metalurgia del Instituto Superior Minero Metalúrgico de Moa, Holguín, Cuba. yguerrag@ismm.edu.cu
IV: SERCONI, Holguín, Cuba. arojas@eros.moa.minem.cu
RESUMEN
En el presente trabajo experimental se obtuvo a escala de Unidad Demostrativa de Producción (UDP) un modelo matemático estadístico exponencial con un coeficiente de distribución (R2= 0,9998) para determinar el tiempo de residencia real (TR) de la pulpa en las miniseries de Ira Etapa de la Planta de Lixiviación (IraEL) de la Empresa de Punta Gorda, en función del flujo de pulpa (Qpulpa) que se alimenta a cada miniserie de turbo-aireadores (TA) dentro del rango de valores de (105 a 282) m3/h, caracterizado por la ecuación TR = 13297*(Qpulpa)-0.999;min, la cual, también valida, la efectividad de la modificación a la metodología de procesamiento de los resultados experimentales, obtenidos al emplear el carbonato de sodio como trazador, basada en el método de aproximaciones sucesivas que posibilita determinar el TR en las condiciones industriales particulares de la lixiviación carbonato-amoniacal de minerales lateríticos reducidos, en cuyo proceso, el volumen útil de las miniseries disminuye con el tiempo de operación. Esta premisa permitirá optimizar, en futuros trabajos a escala comercial, la velocidad específica del aire [Qa, m3/(t·min)] y sus correspondientes: volúmenes de aire específicos (Va, m3/t) y flujos volumétricos (Ga, m3/h) en cada TA con la finalidad económica de incrementar los lixiviados de Ni y Co en la IraEL.
Palabras claves: Tiempo de residencia, Proceso "Caron", Lixiviación carbonato-amoniacal.
ABSTRACT
In the present experimental work it was obtained, on a Production Demonstration Unit (UDP) of leaching commercial plant, an exponential statistical mathematical model with a distribution coefficient (R2 = 0,9998), characterized by the equation TR = 13297*(Qpulpa)-0.999;min, to determine the real residence time (TR) of the pulp in the miniseries of first stage of the leaching plant (IraEL) in "Punta Gorda", as a function of the pulp flow (Qpulpa) that is feeded to each miniserie of turbo-aereator (TA) inside the range of values of (105 at 282) m3/h, that makes valid, also, the effectiveness of the modification to the methodology of processing of the experimental results, obtained when using the Na2CO3 like tracer, based on the method of successive approaches that facilitates to determine the TR under the peculiar industrial conditions of the ammonia - carbonate leaching of lateritic reduced ores, in whose process, the useful volume of the miniseries diminishes with the operation time. This premise will allow to optimize in future works at commercial scale, the specific velocity of the air [Qa, m3/(t·min)] and its corresponding: specific volumes of air (Va, m3/t) and volumetric air flows (Ga, m3/h) in each TA with the economic purpose of increasing those leached of Ni and Co in the IraEL.
Keywords: Residence time, Process " Caron ", Ammonia - carbonate leaching.
INTRODUCCIÓN
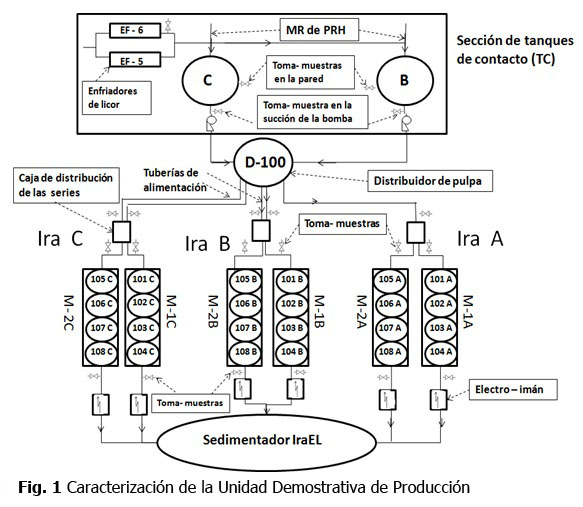
La lixiviación industrial del Proceso CARON que se desarrolla actualmente en la Empresa Comandante "Ernesto Che Guevara" (ECG) en el poblado de Punta Gorda-como se conoce en el mundo-, municipio de Moa, provincia de Holguín, Cuba tiene la particularidad de desarrollarse en tres series de turbo-aireadores (TA), cada uno de los cuales está compuesto por dos miniseries de cuatro TA como se representa en la figura 1. Esta innovación se realizó en la década de los años 90 debido al incremento de la productividad de la Planta de Hornos de Reducción (PHR) por la introducción de petróleo aditivo al mineral alimentado. Sin embargo, una de las dificultades de este planteamiento ingenieril para la lixiviación es el desbalance de los lixiviados de Ni y Co entre miniseries provocado por la desigualdad de flujos de pulpa (Qpulpa) después de suministrarla a la caja distribuidora de cada serie por la tubería (son dos) más cercana a una miniserie dada o causado por obstrucciones de costras de mineral reducido (MR) en alguna de las dos tuberías de alimentación a las miniseries. Por consiguiente, al operar el flujo de aire por igual, como si Qpulpa fuera el mismo, se obtienen resultados de lixiviados diferentes. Este problema puede ser resuelto determinando experimentalmente el tiempo de residencia real (TR) en cada miniserie para calcular sus correspondientes Qpulpa, lo cual permitirá optimizar los flujos de aire para cada miniserie. Esto sería una simple tarea de investigación si no existiera la dificultad práctica del "arenamiento" de los TA que va disminuyendo continuamente el volumen útil de los TA en las miniseries. El MR contiene una apreciable cantidad de su masa de partículas gruesas multiformes, formadas sobre las soleras de los hornos por aglomeración del petróleo aditivo y otros factores tecnológicos en la Planta de Hornos de Reducción (PHR), que incluye, además, las arcillas que contiene la mena alimentada desde la Mina [1], todas las cuales se depositan por gravedad en: los enfriadores de mineral, los tanques de contactos, las tuberías de distribución a las series de la primera etapa de lixiviación (IraEL) y en los TA. Esto disminuye la eficiencia operativa de los equipos porque hay que pararlos cada dos o tres veces al año para limpiarlos, al mismo tiempo que obstruye las tuberías del sistema y los toma-muestras, independientemente a la precipitación de las sales dobles de magnesio que tradicionalmente se depositan y adhieren a las paredes de las tuberías, cerrando su diámetro interior con el tiempo de operación.
En estas circunstancias se recomienda modificar la metodología para determinar el TR que se empleó en la Planta de Nicaro [4], considerando, además, que los errores de análisis de sodio en licor, al emplear el carbonato de sodio, como trazador, provocan distorsiones en el cálculo del TRm por la fórmula tradicional (2) [3].
Lo anterior define el objetivo principal del presente trabajo, el cual se puede enunciar de la forma siguiente: Fundamentar una metodología experimental y de procesamiento de sus resultados, basada en el uso del carbonato de sodio como trazador que permita determinar el TR en las condiciones industriales descritas con el propósito de calcular los flujos de pulpa de cada miniserie para definir, en futuros trabajos, sus parámetros de aireación óptimos, como el volumen específico (Va, m3/t), la velocidad específica [Qa, m3/(t·min)] que definen los flujos volumétricos (Ga, m3/h) en cada TA; con la finalidad económica de incrementar la producción de Ni y Co, mediante el incremento de sus lixiviados en cada miniserie de IraEL.
La correcta determinación del TR posibilitará, por vez primera, la optimización de la velocidad de aireación específica en cada miniserie de toda la planta, como parte de un proyecto de investigación destinado a incrementar la producción de Ni y Co en la Planta de Lixiviación de Punta Gorda.
FUNDAMENTOS TEÓRICOS
Los fundamentos teóricos para determinar los tiempos de residencia medio en sistemas ideales son bien conocidos en la literatura clásica de la ingeniería química [5]. Los problemas que surgen al aplicarlos en la industria son consecuencia de las particularidades de los sistemas analizados, sobre todo -los heterogéneos- en los que participan materiales sólidos pesados y con altos contenidos en sus pulpas, ya que en procesos continuos, la cascada de reactores con agitación mecánica varía su volumen útil durante el tiempo de operación al depositarse dichas partículas. Esta circunstancia cambia el concepto de interpretación de los resultados experimentales para procesarlos en correspondencia con la complejidad del caso que se estudie.
Para determinar experimentalmente el tiempo de retención se debe alimentar una masa de sustancia trazadora inerte al sistema, muestrear a un intervalo de tiempo fijo, determinar la concentración del trazador por un método analítico y calcular el TR aplicando un método numérico para calcular el área bajo la curva de distribución.
Como sustancia trazadora se utilizan: carbonato de sodio (Soda Ash), cloruro de sodio y el hidróxido de calcio. Para la lixiviación es recomendable que el catión del metal pase al licor por la facilidad del muestreo y la confiabilidad de su análisis cuantitativo, por lo que se selecciona la Soda Ash. El carbonato de sodio (Na2CO3) es un electrólito fuerte, soluble en agua y se disuelve liberando iones de sodio.
El Tiempo de Retención Teórico (TRT) de la mayoría de las partículas del mineral reducido (MR) en cada miniserie es el cociente del volumen útil de los TA en ésta (Vútil, m3) entre el flujo volumétrico de la pulpa (Qpulpa, m3/h) que se alimenta a la misma.
![]()
El tiempo de retención experimental o tiempo medio de residencia (TRm) se calcula por la expresión:
![]()
Donde:
C0 concentración de Na en licor en la muestra cero, tomada antes de suministrar el carbonato de sodio a la caja de distribución, considerado el tiempo inicial (t0).
Ci concentraciones de Na en las muestras, tomadas a cada tiempo (ti).
La tabla 1 muestra la organización de los mencionados resultados experimentales.

Cuando los TRm en las dos miniseries de lixiviación dan valores apreciablemente diferentes al calcularlos por la ecuación (1), considerando que el Vútil es constante, se obtendrán valores de flujos de pulpa, también diferentes, cuya suma no se corresponde con el Qpulpa que se alimentó a la serie de (IraEL). Tal síntoma indica la necesidad de ajustar los TRm con vista a obtener el valor calculado de Qpulpa. En caso, que la serie tenga tiempo trabajando, entonces, hay que ajustar el Vútil asumido para la miniserie.
Por consiguiente, la modificación metodológica en el procesamiento de los resultados experimentales consiste en dar valores a los TR de cada miniserie dentro de la región de los valores máximos de concentraciones de Na obtenidas en cada prueba industrial (ver tabla 2), asumiendo un valor teórico de Vútil para calcular los Qpulpa al despejar de la ecuación (1), hasta alcanzar la suma de sus flujos de pulpa igual que el Qpulpa alimentado realmente a la serie, teniendo en cuenta las proporciones de dichos flujos que indicaron los TRm, calculados por la ecuación (2). Como en la mayoría de los casos, el Vútil de las miniseries disminuye con el tiempo de operación, también, se debe asumir un nuevo valor cada vez que termine un ciclo de ajuste del Qpulpa para cada TR, dados a las miniseries, hasta que se conjuguen con el último valor de Vútil, entonces, cuando se cumpla esta condición, serán seleccionados finalmente sus TR. Tal procedimiento de cálculo tiene similitud con el método de aproximaciones sucesivas.

Las pruebas industriales de TR se realizaron en la Ira etapa- Serie B de la Planta de Lixiviación de la Empresa ECG que constituye la Unidad Demostrativa de Producción (UDP), la cual consta de dos miniseries (M-1B y M-2B) con 4 TA cada una. Esta serie se recibió en la segunda semana del mes de marzo de 2014 acabada de reparar y limpiar, por lo que para la primera prueba realizada el 26 de marzo se pudo confirmar un volumen útil operacional de cada TA igual a 56 m3 y 224 m3 para cada miniserie. Las restantes pruebas se efectuaron en las fechas siguientes: 13 de mayo, 9 de junio y 16 de julio. Sus correspondientes Vútil se mostrarán más adelante (ver tabla 3).
La sustancia trazadora Na2CO3 que se utilizó fue comprada en los almacenes del Centro de Investigaciones y Desarrollo de la Industria del Níquel (CEDINIQ) en Moa. La cantidad empleada se calculó por la expresión:
Donde:
K: constante de corrección por el peso molecular de la sustancia respecto al producto del peso atómico del metal y la cantidad de átomos de éste en la sustancia. Para el carbonato de sodio, K será igual a:

C: Concentración mínima de Na estimada en el licor (140 mg/L),
I: grado de pureza del trazador 90 % (0,9 en fracción de la unidad)
Si se considera un exceso de un 20 %, entonces, para cada minissérie se debe solicitar al almacén la cantidad de: Pexc= 80,3·1,2 = 96 kg
Durante la manipulación de la muestra se pierde una parte de dicha masa en las operaciones de re-envase en paquetes más pequeños que permita ser cargados por una persona y facilite su transportación hasta el nivel superior de la plataforma de trabajo de la serie Ira B, y posteriormente, colocar todos los paquetes sobre la caja de distribución que es el punto más alto, donde se echará. Antes de alimentar el trazador se destapan los dos primeros TA de cada miniserie (101 B y 105 B) para evitar la sobrepresión en la caja distribuidora.
Los toma-muestras están situados en la parte inferior de las tuberías de salida de cada miniserie antes del electro-imán (ver fig. 1). Todas las muestras de pulpa se tomaron al unísono en ambas miniseries en un volumen de 250 mL de pulpa cada 5 minutos después de alimentado el carbonato de sodio. El tiempo de duración de la prueba se seleccionó con suficiente reserva sobre el TRT, el que se calculó por la ecuación (1) para la primera prueba.
El flujo volumétrico de pulpa que se suministra a la Serie Ira B se calculó de la forma siguiente:
El flujo másico de pulpa que sale de la sección de Tanques de Contacto (TC) está compuesto por: el de MR de los enfriadores de la PHR descargado a la canal y el licor carbonato-amoniacal enfriado que lo arrastra hacia los TC. Estos datos se toman del sistema de supervisión y control CITECT en la INTRANET de la Empresa ECG: toneladas métricas de mineral alimentado (MA) a la PHR (190 t/h); flujo volumétrico de licor a la canal (960,4 m3/h).
La densidad del licor de los enfriadores y de la pulpa en TC se determinó por el método de la probeta graduada de 1000 cm3. En caso del licor, se tomaron tres muestras en la salida del enfriador 106 y se promedió las mediciones realizadas en una misma probeta (1039,4 kg/m3). La densidad de la pulpa en los TC (Serie B y C) se determinó como el promedio de las muestras de pulpa tomadas en los toma-muestras situados en la pared de cada tanque y en la succión de la bomba de estos (ver fig. 1). Las cuatro densidades promediaron (1133,7 kg/m3).
Para calcular el flujo másico de MR se debe multiplicar el MA por el coeficiente de pérdida de masa que oficialmente da la dirección de contabilidad metalúrgica de la Empresa, el cual es igual a 0,756. Ambos valores no se pueden considerar reales por los problemas técnicos de las romanas de la PHR durante el pesaje del MA, así como, la subjetividad e imprecisiones en la contabilidad metalúrgica que contiene dicho factor. No obstante, esto constituye una referencia obligatoria para operar la Planta que traerá como consecuencia una distorsión del valor del Vútil cuando se determine experimentalmente la región de los TR marcada en la tabla 2 que corresponden a las máximas concentraciones de Na.
Por tanto, los valores de referencia para el cálculo serán los siguientes:
MR = 190·0,756 = 143,7 t/h
El flujo másico de licor lixiviante:
ML = 960,4·1,134 = 998,2 t/h
Flujo másico de pulpa en TC
MP = MR + ML = 1141,9 t/h
Flujo volumétrico de pulpa en TC
![]()
Esta se distribuye para la Serie de Ira B en una proporción de 0,334, por lo que su repartición teórica (equitativa) en las miniseries será:
Serie B: 1007,3·0,334 = 336,4 m3/h
Miniseries (M-1 y 2) B: 336,4·0,5 =168,2 m3/h para cada una.
Por consiguiente, el TRT:
![]()
Esto significa que se debe planificar la prueba con una duración 2 veces superior como mínimo: 79,9·2 = 160 minutos, lo que se materializará en 30 muestras a tomar en un intervalo de 5 minutos cada una. La primera muestra se tomó 20 minutos después de depositado el carbonato de sodio en la caja de distribución de la serie B.
Cada muestra de pulpa se trató de la forma siguiente: se deja reposar la primera muestra 30 minutos, el resto, más tiempo; se decanta el licor hacia otro recipiente plástico de 200 cm3 y se tapa. Posteriormente, se lleva al laboratorio de separación de fase de la ECG y se filtra al vacío, re-envasando este licor para entregarlo al laboratorio del CEDINIQ para su análisis por Espectrometría de Absorción Atómica.
El control de los resultados de las concentraciones de Na se realizó en el Laboratorio de la UPN por el mismo método.
Los flujos de pulpa de cada miniserie son determinados por la metodología explicada en los fundamentos teóricos.
El procedimiento ilustrado hasta aquí se repite para las 3 pruebas realizadas posteriormente: 13 de mayo, 9 de junio y 16 de julio. Los resultados se muestran en la tabla 2.
Para el procesamiento de los resultados se empleó el Microsoft Office Excel 2010.
RESULTADOS Y DISCUSIÓN
Para sintetizar los resultados, se expondrá una sola tabla (ver tabla 2), correspondiente a la primera prueba. Posteriormente, se resumirá en otra tabla los resultados análogos del resto de las pruebas, a partir de la cual, se organizarán sus valores para obtener el modelo matemático estadístico del TR en función del Qpulpa.
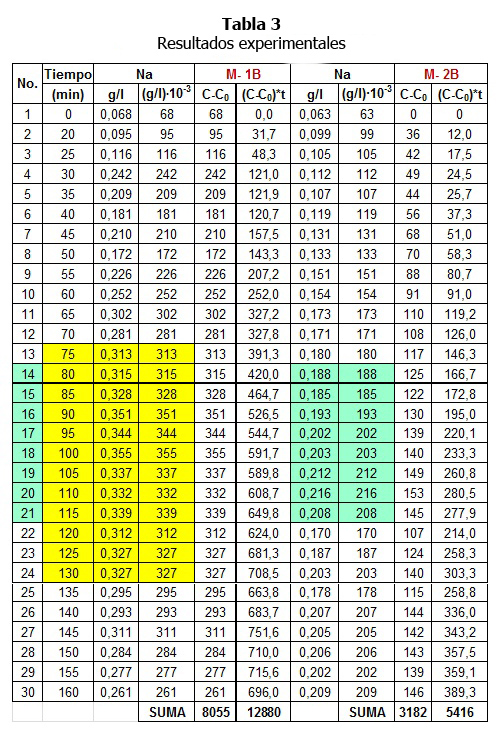
En la tabla 3 se muestran los resultados de la primera prueba del 26 de marzo de 2014. En esta, se marca en amarillo la región contigua de los máximos valores de concentración de Na en la M-1B, y en verde claro, la de la M-2B.
Cuando se calcula para cada miniserie los TRm por la ecuación (2), empleando los valores de las sumas en la tabla 2, se obtiene: TRm1= 99 min; TRm2= 102 min para unos flujos de pulpa de: Qpulpa(M-1B) =135,8 m3/h y Qpulpa(M-2B) =131,6 m3/h, cuya suma (Qpulpa=266,4 m3/h) es menor que el alimentado a la Serie B (Qpulpa=336,4 m3/h) por lo que es necesario ajustar el TR dentro de la región marcada para cada miniserie hasta alcanzarlo, empleando una hoja de cálculo de Excel programada dinámicamente para que el tanteo sea más productivo y eficiente.
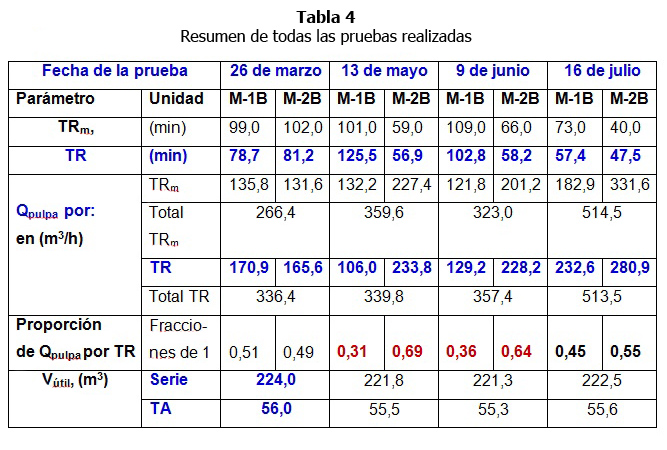
Como resultado de este procedimiento, sus valores fueron: TR (M-1B)= 78,7 min y TR (M-2B)= 81,2 min; y sus correspondientes Qpulpa(M-1B) =170,9 m3/h y Qpulpa(M-2B) =165,6 m3/h, lo que representa una proporción respecto al flujo de la Serie B de 0,51 y 0,49, respectivamente. Esto significa que se está alimentando la pulpa a la caja de distribución de la Serie por la tubería más cercana a la miniserie M-1B, lo que valida la realidad industrial de este día de pruebas. Análogamente, este análisis se realiza para las tres pruebas restantes, pero con la diferencia que los volúmenes útiles de cada miniserie serán menores que 224 m3 y 56 m3 por TA. Todos sus resultados se muestran en la tabla 4.
La tabla 4 muestra con claridad las variaciones de los Vútil de las miniseries en correspondencia con el tiempo de trabajo, así como, de las proporciones de flujo de pulpa en la serie B al considerar las condiciones reales de operación del sistema con obstrucciones. Por ejemplo, el 13 de mayo y el 9 de junio, la miniserie M-2B trabajó entre el (65 y 69) % del Qpulpa que se suministró a la Serie B, lo que indica una obstrucción severa en la tubería que alimenta a la M-1B, lo cual se comprobó los días posteriores al 9 de junio, cuando la grúa bajó las dos tuberías que alimentan a las miniseries.
Desde el punto de vista tecnológico, esto tiene gran importancia porque influye directamente sobre el cálculo de distribución del flujo de aire a cada miniserie por el tonelaje de MR que va a cada una de esta, lo que provoca un elevado desbalance en los lixiviados de Ni y Co en las miniseries.
En el caso del día 16 de julio, el Vútil aumentó algo porque después de la mencionada limpieza de las tuberías y de la caja de distribución, se vació el TA 101 B, lo cual se corresponde con estos resultados experimentales. Por otra parte, el mayor flujo de pulpa que indica la tabla ese día se produjo porque hubo que sacar la Serie A - IraEL de operación y distribuir todo el Qpulpa de TC entre las dos restantes series. La proporción de Qpulpa desbalanceada a favor de la miniserie M-2B se justifica porque para esa fecha, se estuvo alimentando pulpa a la caja distribuidora por la tubería más cercana a la M-2B.
A continuación se construye la tabla 5, ordenando los valores de Qpulpa de cada miniserie con sus correspondientes TR para determinar el modelo matemático estadístico que pueda ser utilizado en la Planta, como parte de una herramienta para calcular la velocidad específica de aeración [Qa, m3/(t·min)], que por primera vez, en la industria cubana del níquel se utilizará para optimizar el régimen de aireación en dependencia de la calidad de MR alimentado a la Planta de Lixiviación [2]. A continuación se muestra la figura 2.
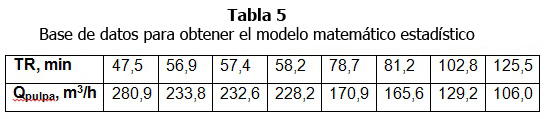
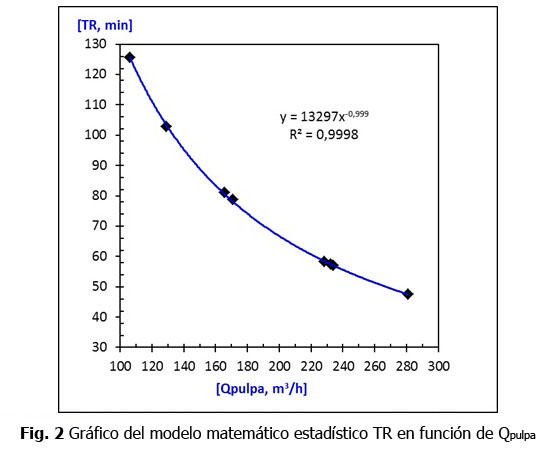
Como se observa en la figura 2, el modelo buscado se ajusta a la ecuación exponencial: TR = 13297·(Qpulpa)-0.999;min.
Con un coeficiente de distribución R2= 0,9998 que se considera muy bueno para la escala industrial en la fase de UDP que se está investigando.
Este resultado valida la efectividad de la modificación a la metodología de procesamiento de los resultados analíticos de las concentraciones de Na en el tiempo para determinar el TR de cada miniserie de IraEL, propuesta en el objetivo del trabajo.
CONCLUSIONES
1. Se fundamentó una metodología experimental y de procesamiento de sus resultados, basada en el uso del carbonato de sodio como trazador que permite determinar el TR de lixiviaciones continuas de pulpas en miniseries de reactores con agitación mecánica como los TA, que se caracterizan por la disminución de su Vútil debido a la precipitación continua de una cantidad apreciable de partículas gruesas.
2. Se demostró que la modificación de la metodología de procesamiento de los resultados analíticos de las concentraciones de Na en el tiempo para determinar el TR es efectiva con el empleo de hojas de cálculos como la de Microsoft EXCEL 2010.
3. Se obtuvo experimentalmente a escala de UDP un modelo matemático estadístico exponencial con un coeficiente de distribución (R2= 0,9998) para determinar el TR de la pulpa en las miniseries de IraEL de la Planta de Lixiviación de la Empresa ECG en función del flujo de pulpa que se alimenta a cada una dentro del rango de valores de (105 a 282) m3/h; caracterizado por la ecuación TR = 13297·(Qpulpa)-0.999;min, el cual, también, valida la efectividad de la modificación a la metodología mencionada en la conclusión número 2.
4. La conclusión número 3 posibilitará el uso en la Planta de este modelo exponencial del TR, como premisa para calcular la velocidad específica del aire [Qa, m3/(t·min)], lo que permitirá optimizar en futuros trabajos a escala comercial, sus correspondientes volúmenes de aire específicos (Va, m3/t) flujos volumétricos (Ga, m3/h) en cada TA con la finalidad económica de incrementar los lixiviados de Ni y Co en la IraEL.
NOMENCLATURA
Qa, m3/(t·min): flujo volumétrico de aire por cada tonelada métrica de mineral reducido (MR) o velocidad específica de aire
Va, m3/t: volumen específico de aire, en metros cúbicos de aire por cada tonelada métrica de mineral reducido
Vútil: volumen útil de la miniserie o del turbo-aireador (TA), en (m3)
TR: tiempo de residencia real de la pulpa en las miniseries de Ira Etapa de la Planta de Lixiviación (IraEL), en (min) u (h)
TRT: tiempo de residencia teórico, en (min) u (h);
TRm:tiempo medio de residencia, en (min) u (h)
C0: es la concentración de Na en licor para la muestra cero, tomada antes de suministrar el carbonato de sodio a la caja de distribución, considerado el tiempo inicial (t0), en (g/L);
Ci: son las concentraciones de Na en las muestras, tomadas a cada tiempo (ti), en (g/L);
L/S: es la relación de flujos de masa del licor lixiviante y el sólido (MR);
UPN: unidad de proyecto -Nicaro.
BIBLIOGRAFÍA
1. CHANG CARDONA, Antonio; ARCE MOLINA, Jorge y TOIRAC, María M. "Modelos multi-variables para predecir el extractable de Ni por la composición mineralógica de la mena tecnológica en el Proceso CARON". Rev. Minería y Geología. 2005, vol. 21, núm.1, p 29.
2. CHANG CARDONA, Antonio, ROJAS VARGAS, Armando."Optimización del flujo de aire específico para la lixiviación estándar QT del mineral reducido en el Proceso CARON". Rev. Minería y Geología. 2013, vol. 29, núm.1, pp. 1-16.
3. LEVENSPIEL, O. "Ingeniería de las reacciones químicas". La Habana: Pueblo y Educación, 1985. 638 p.
4. ROJAS VARGAS, Armando. "Tiempo de retención. Instrucción específica. Código: IE-003". Informe inédito. CEDINIQ. Holguín, 2008, 14 p.
5. WALAS, Stanley M."Chemical Reactors: Residence time distribution (RTD) and reactor efficiency". En: Don W.& MALONEY (ed). 7th Edition. New York, 1997. pp. 14-21.
Recibido: Diciembre 2013
Aprobado: Mayo 2014
Antonio R. Chang-Cardona.Instituto Superior Minero Metalúrgico de Moa, Holguín, Cuba. achang@ismm.edu.cu


{kind=link}
{kind=link}