










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.36 no.1 Santiago de Cuba ene.-abr. 2016
ARTICULO ORIGINAL
Incremento del recobrado de Ni y Co en la lixiviación carbonato-amoniacal
Increase of the ni and Co Recovered in the Carbonate-Ammonia leaching
Jorge Miranda López
Centro de Investigaciones del Níquel (CEDINIQ). jmiranda@cil.moa.minem.cu
RESUMEN
En el presente trabajo se exponen aspectos teórico-experimentales del proceso de lixiviación carbonato-amoniacal, se describen nuevos procedimientos que incrementan la recuperación de níquel y cobalto, caracterizados por el tratamiento asistido con ultrasonido, por el proceso de aditivación con productos químicos de producción nacional, sustitución de CO2 por el aire en los turbos a una concentración ≥ 60 g/L, preferiblemente presurizado, sin gastos excesivos en equipamientos para su implementación. Se da un matiz negativo de la influencia que ejerce el hierro en el proceso hidrometalúrgico, su correcta y oportuna separación de las pulpas amoniacales por el mecanismo de carbonatación en los primeros instantes de las reacciones (líquido/sólido), con este accionar se perfecciona dicha tecnología, ya que deja a este proceso sin interferencias químico-físicas de compuestos de hierro, haciendo al mismo adecuado para el procesamiento de los minerales lateríticos después de un proceso de calcinación reductora, es decir, durante el proceso de lixiviación y lavado.
Palabra claves: níquel y cobalto, tratamiento ultrasónico, pulpas amoniacales, aditivación con productos químicos nacionales, procesos oxidativos de las pulpas amoniacales.
ABSTRACT
Presently work theoretical-experimental aspects of the leaching process are exposed ammonia-carbonate, new procedures are described that increase the nickel and cobalt recovery, characterized by the treatment attended with ultrasonic, for the aditivation process with chemical products of national production, substitution of CO2 in the turbos for the air, to a ≥ 60 g/L concentration, without excessive expenses in equipment for their implementation. A negative shade of the influence is given that exercises the iron in the process hydrometallurgical, its correct and opportune separation of the slurry ammoniacal for the mechanism of carbonatation in the first instants of the reactions, with this to be worked it perfects this technology, since leaves to this process without chemical-physical interferences, making to the same one appropriate for the prosecution of the laterities ores after a process of reductor calcination and during the leaching process and washing.
Keywords: ultrasonic treatment, slurry, aditivation with national chemical products, at slurry processes oxidations.
INTRODUCCION
Disímiles son las pesquisas en búsqueda del perfeccionamiento del proceso hidrometalúrgico desde el propio inicio de la tecnología carbonato amoniacal que se han extendido hasta nuestros días, con el objetivo de incrementar la recuperación del Ni y Co, aunque estas no han sido suficientes para dar cambios transcendentales en dicha tecnología, especialmente con procedimientos que permitan un incremento sostenido de dichos elementos en la lixiviación carbonato-amoniacal.
Este asunto ha sido polémico, incluso desde la información emitida por el profesor Dr. Martinus Hendricus Caron en el Journal of Metal, en Enero de 1950, “Algunos aspectos en conexión con la aplicación del proceso de lixiviación amoniacal” [1], y posteriormente por otros autores, donde se revela cierta cantidad de datos fundamentales relacionados con la recuperación de Ni, Co, y en disímiles investigaciones y proyectos en busca de su perfeccionamiento.
Pero hasta la fecha actual no se ha encontrado referencias que tributen a la eliminación previa del hierro (disuelto y sólidos en suspensión) durante la lixiviación carbonato amoniacal, aspecto fundamental del presente artículo, fundamentado en buscar un mejor recobrado del Ni y Co en dicha tecnología.
Los objetivos específicos del presente artículo están encaminados a:
- Ofrecer una interpretación teórico–experimental del proceso hidrometalúrgico del proceso carbonato-amoniacal (proceso Caron).
- Dar una solución a la baja recuperación de Co y Ni presentes en los sólidos que componen las pulpas amoniacales a escala comercial, a causa de las interferencias del hierro durante la lixiviación.
DESARROLLO
Con el presente artículo se pretende dar una interpretación teórico-experimental del proceso hidrometalúrgico de la tecnología Caron, específicamente sobre el proceso de lixiviación amoniacal, básicamente orientadas a los efectos que produce el hierro dentro de dicho proceso químico-físico, abordado esencialmente por el Dr. Paul B. Queneau y sus colaboradores, que de forma explícita se hace más comprensible este proceso, presentado en fechas tan temprana como en 1946, y otros trabajos abordado en el presente artículo, dado su relevancia para el conocimiento práctico-operativo [2-10].
El proceso de lixiviación es un proceso heterogéneo, el cual transcurre en varias etapas fundamentales [11], es aquí de la existencia de los mecanismos de las reacciones químicas de interacción Sólido/Líquido en el proceso carbonato amoniacal, no obstante, en la práctica metalúrgica se inicia parcialmente desde la descarga del mineral reducido en la canal, aspecto que es donde se forma una mezcla del licor de contacto y de mineral reducido, donde se observa que parte de los elementos metalizados en el tanque de contacto se quedan en esta parte del proceso inicialmente sin lixiviar, con un recobrado de níquel de un 5 a 7 %, de todo el níquel que participa, operación que incrementa su lixiviación, durante el transcurso de las etapas sucesivas de Lixiviación y Lavado, especialmente se observa que se intensifica en las series de turboaereadores de primera etapa de lixiviación.
Durante las reacciones de aeración que se intensifican en los turboaereadores, en presencia de oxígeno que incorpora el aire inducido, el níquel y el cobalto metálicos entran en la solución del complejo carbonato-amoniacal, por medio de las siguientes reacciones:

Seguidamente se lixivia el cobalto en solución, es oxidado al estado amina cobáltica, como indica la reacción siguiente:

Durante la reacción de lixiviación, en presencia de oxígeno, precisamente el hierro metálico es el primero en lixiviarse, entrando en la solución formando un complejo ferroso amoniacal, a través de la reacción.

El complejo ferroso amoniacal es seguidamente oxidado de forma continua, y al cabo de 15 a 20 min aproximadamente, el hierro comienza a precipitar en forma de hidróxido férrico u óxido de hierro hidratado de tipo Fe(OH)3, debido a un exceso de oxígeno a un pH 10,5.

Este óxido hidratado de hierro al precipitarse, absorbe y co-precipita fundamentalmente cobalto, y una insignificante cantidad de níquel, lo que provoca que sea muy difícil restablecerlo finalmente. Las reacciones fundamentales que suceden al cobalto y el níquel son las que se muestran en (6) y (7).
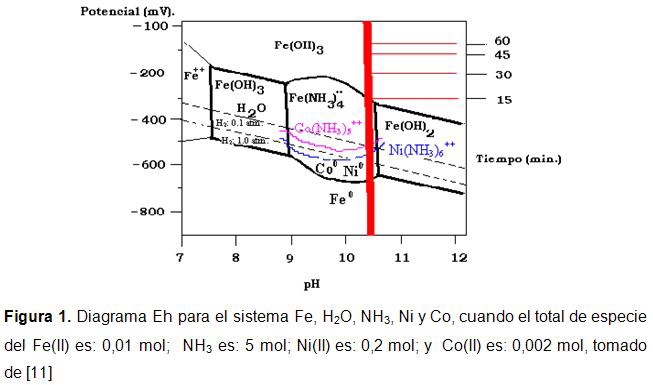
Si se analizan las reacciones anteriormente descritas, y se observa la figura 1, se puede apreciar que está representada en la línea gruesa vertical, zona por donde transcurre la lixiviación amoniacal a un pH 10, 5, al mezclarse la solución amoniacal con el mineral reducido, comienza a incrementar el potencial de oxidación Eh [11].
En el diagrama se presenta:
1.- a un potencial de Eh = -710 mV inicia la lixiviación del hierro hasta un potencial de Eh = - 300 mV.
2.- el segundo en lixiviarse es el níquel a una Eh = - 650 mV.
3.- luego se lixivia el cobalto a una Eh = -670 mV.
Estas reacciones de lixiviación, prácticamente ocurren en 15 o 20 min, a partir de ahí comienza la precipitación del Fe(OH)3. Específicamente de 15 a 30 min se observa que se acelera el potencial de oxidación de Eh = -300 mV hasta Eh = -160 mV, que a partir de los 15 a 20 min de comenzada la lixiviación, comienza la disolución acelerada del hierro por oxidación con los propios agentes lixiviantes, especialmente el O2, es decir, que comienza la precipitación acelerada del Fe(OH)3, que al alcanzar los 45 min, adquiere un potencial de Eh = -120 mV, y prácticamente se termina de precipitar todo el Fe(OH)3 en un potencial de oxidación Eh = -90 mV.
Este pequeño detalle demuestra que el consumo de oxígeno durante el proceso de lixiviación disminuye a medida que se consume en las reacciones químicas, primeramente en la lixiviación de los metálicos y posteriormente en la precipitación del hidróxido de hierro (III), es decir, el Fe(OH)3, además de otros elementos químicos no presentados en la figura 1.
MATERIALES Y METODOS
-
Diseños de experimentos
En el presente artículo se muestra un diseño experimental a partir de la comparación de datos pareados realizados entre el procedimiento de lixiviación estándar, de modo convencional, al compararse con los resultados obtenidos por los procedimientos propuestos como: Ultrasónico, Aditivación (Sacarosa y Mosto) y por último incremento del CO2 a valores cercano a los 60 g/L para muestras de distintos de minerales reducidos, versus el procedimientos de lixiviación convencional.
-
Procedimiento ultrasónico
El procedimiento ultrasónico permite la destrucción de los enlaces entre las partículas sólidas inicialmente de un sólido dentro de un líquido por efecto de cavitación, que pasan a formar hidróxidos como un grupo de sistemas coloidales y la destrucción de los enlaces intermoleculares del tipo de los de Van der Waals.
Con la técnica asistida con ultrasonido fueron tratadas las pulpas amoniacales a la salida del tanque de contacto, después de un estudio previo en diversas partes del proceso hidrometalúrgico, se descubrió que era más efectivo en el tanque de contacto para la extracción del Ni, experimentos realizados a escala Piloto en el 2008; el objetivo fue beneficiar estos sólidos, con dicha técnica; para ello se utilizó un baño ultrasónico diseñado para la limpieza de tamices (ver figura 2).
- Equipamiento ultrasónico
Baño ultrasónico de la firma Alemana FRITSCH, Type Laborette 17, (Ultrasonic-cleaner), de 35 Khz de frecuencia, 80/160 W; 220 V; 0,7 A; 50 – 60 hz, para ello se utilizó el procedimiento analítico en la Unidad de Proyecto Laboratorio CEINNIQ, MOA, UPL-PT-U - 01.

-
Procedimiento de aditivación a las pulpas amoniacales con reactivos químicos de producción nacional
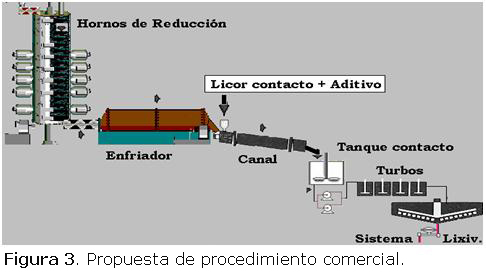
La segunda propuesta de la intensificación de la recuperación de Ni y Co, fue estudiada en: Proyecto 600133 del MINBAS, “Estudio del proceso de lixiviación de Ni y Co, antes del tanque de contacto”. En el trabajo se procedió concretamente, en evaluar la aplicación práctica del nuevo procedimiento de la Lixiviación Estándar Especial QTC (con licor de contacto), donde se simuló el proceso hidrometalúrgico existente a escala comercial, pero esta vez a escala de laboratorio y banco. Según el esquema propuesto y simulado como futuro escalado comercial (ver figura 3). Es decir, se simuló el escalado de lo que sucederá en el circuito de I Etapa de lixiviación: es decir, desde la canal, pasando por la primera serie de turboaereadores, hasta el primer sedimentador del circuito de lixiviación.
Como aditivo para dicho procedimiento, se usaron la Sacarosa (C12H22O11), y el Mosto Industrial (Residuo de las destilerías); se experimentó a:
- escala de laboratorio
- escala de banco
Se usó el procedimiento de la lixiviación estándar especial QTC, dada por la mezclas de minerales reducidos, y agentes lixiviantes (Licor producto o contacto) para las corridas.
La esencia técnica de los procedimientos propuestos de aditivación consisten en: adicionar sacarosa o mosto, para incrementar la recuperación del contenido del Ni y del Co presentes en las pulpas lixiviadas, mediante la introducción de 3 a 25 g de sacarosa ó de 20 a 30 ml de mosto concentrado por evaporación del mosto inicial, hasta un 25 % de la masa total natural provenientes de las destilerías, los cuales, deben adicionarse al licor de contacto, en el mismo instante que el mineral reducido forme la pulpa amoniacal, para todo tipo de escalado, es decir, que si se ejecuta a escala comercial, sería a la salida de la descarga de los enfriadores de mineral (Inicio de la canal), esto se mezcla, y sin la necesidad de la adición de aire comprimido, ya que la propia disolución de la sacarosa ó el mosto, provoca por disolución-asociación, el incremento del contenido de CO2 en el licor producto, estequiométricamente necesaria para las reacciones químicas, haciendo más efectiva la lixiviación carbonato-amoniacal, disminuyendo por ende, el arrastre de amoniaco. Estos procedimientos han sido protegidos en la Oficina Cubana de Propiedad industrial desde el 2010 [6].
-
Alternativa de incrementar CO2 a valores superiores a los 60 g/l, durante los primeros 45 min de formase la lixiviación amoniacal
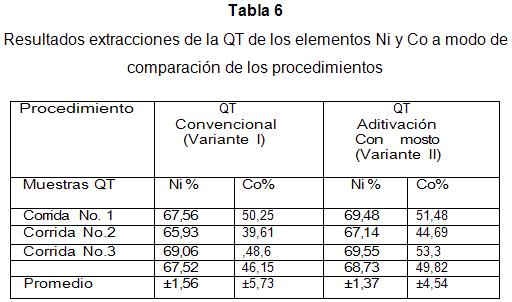
Otra alternativa confirmada, y probada en el año 2006 [12], a escala de Planta Piloto, al variar la concentración del CO2 para una misma muestra de mineral laterítico reducido en la corrida de planta piloto, con variadas concentraciones de NH3, y en especial la del CO2 desde un mínimo hasta un máximo, durante las corridas, fueron identificados sus concentraciones durante el análisis de los licores estudiados, con el mismo tiempo de residencia de la pulpa al pasar por la planta, los resultados se muestran en la tabla 6, dicho informe técnico no fue de dominio público, pero dada su importancia de los resultados, se presenta en este artículo, además de lo favorable de dicho procedimiento, si se realizara a escala comercial, aunque varias investigaciones que precedieron en los proyectos anteriormente descritos (Ultrasónido-Aditivos), además incluida en la solicitud de patente del 2012, No. 2012 – 0024, consiste en que se inyecte una mayor concentración de CO2 al licor de contacto, con esto se lograría actuar, al igual que los procedimientos anteriores, carbonatar tempranamente el elemento interferente de hierro en las pulpas amoniacales, específicamente este pasa de forma instantánea con el exceso de CO2, dada la presión parcial del bióxido de carbono que hace que se forme la Siderita FeCO3, a partir especialmente del hierro metálico y Fe2+ proveniente del mineral reducido, precipitando en forma de FeCO3, que no se disuelve en amoniaco y precipita de forma conjugada con las fases sólidas que integran las colas (FeCO3-Fe3O4-γFe2O3), este efecto siempre sucederá y continuará este comportamiento, siempre y cuando no se adicione posteriormente aire u oxígeno en los turbos de primera etapa de lixiviación, ya que si se hace, se revierte y transforma el FeCO3 en la fase perjucial de Fe(OH)3, aspecto relevante a tener en cuenta para dicha tecnología.
RESULTADOS Y DISCUSION
Nuevos procedimientos de incrementar la recuperación del Ni y Co en la Lixiviación carbonato-amoniacal
-
Procedimiento ultrasónico
Con esta técnica ultrasónica, se logran mayores incrementos por la interacción más enérgica del sólido/Líquido, lo que significa que el mineral reducido vs. agentes lixiviantes (NH3 y CO2), específicamente proporciona una disminución del tamaño de las partículas, al ser expuestas al ataque ultrasónico, además de la limpieza de los monominerales de constitución de las lateritas que realiza dicha técnica en la limpieza de minerales que forman estructuras de mezclas con los elementos deleznables, actuando principalmente sobre los elementos de magnesio y manganeso que forma mezclas durante el proceso de calcinación reductora a que están expuesto en el horno de soleras múltiples, especialmente actuando sobre las fases mineralógica del grupo de los Olivinos (Mg,Fe)2SiO4 (Forsterita), las Asbolanas (fases de manganeso), la Lizardita Niquelífera y así como antigoritas, fases principales presentes de las estructuras de los silicatos de magnesio, expuestas a disociarse durante el tratamiento asistido con ultrasonido, liberándose los elementos metálico del Ni y Co atrapado en estas estructuras. Todo este proceso ultrasónico generado por un traductor ultrasónico, con el que se forman las microburbujas en la propia solución amoniacal a temperatura ambiente, es más efectivo y económico. Los resultados logrados en varios proyectos de investigación a escala de laboratorio, y a escala de planta piloto, y durante el tratamiento asistido con ultrasonido a la pulpa generada para el ensayo analítico de laboratorios de la Lixiviación Estándar (QT ó QTC).
Su mejora está dada, al comparar los resultados del procedimiento convencional vs ultrasónico desarrollado para la QT y QTC (Análisis Potenciales de la Lixiviación Estándar, el primero con licor fuerte y el segundo con licor de contacto ó producto).
La esencia técnica de la solución desarrollada consiste en introducir el método ultrasónico como proceso continuo “on lines” a escala comercial.
-
Procedimiento ultrasónico
En la tabla 1 se muestra la composición físico-química del mineral y en la tabla 2 la caracterización físico-química del sólido obtenido de la pulpa después de la lixiviación estándar QT.


La misma pulpa fue tratada por la metodología de Lixiviación Estándar (QT-Lix. convencional), pero asistida inicialmente con Ultrasonido [%], ver tabla 3 con 5 min de tratamiento, relación líquido/sólido 10:1. Observe la variación granulométrica, y la variación de la composición química, con respecto a la tabla 2, donde se aplica solamente el procedimiento lixiviación convencional.

En la tabla 4 se hace una comparación entre la extracción de Ni y Co en condiciones normales y con ultrasonido.

Se demostró que el procedimiento ultrasónico asistido a las pulpas, solamente a la salida del Tanque de Contacto (QT) de planta piloto, incrementa substancialmente, tanto la extracción del Ni y del Co de forma general, en etapas posteriores disminuye la recuperación. Además, la carbonatación que genera dicha técnica, dada la presión del CO2 presente el licor de contacto, al ser aplicada en etapas tempranas (Antes del tratamiento en los turbos), donde el hierro metálico y el Fe2+, genera menor formación de Fe(OH)3, y mayor carbonatación en forma de FeCO3, conformando parte del sólido que precipita, con las estructuras mineralógicas (Magnetita-Maghemita). Con este procedimiento, favorecería a escala comercial, no sólo a la disminución de temperatura de las pulpas amoniacales, al no estar el hierro presente en las reacciones químicas durante la aeración en los turbos de primera etapa de lixiviación, también formaría una disminución de los sólidos en suspensión, al no estar presente por tanto, la hidrólisis del hierro, beneficiando la lixiviación del Ni y Co en todo el sistema de lixiviación y lavado.
La implementación de este procedimiento a escala piloto o comercial “on line”, conllevaría a pequeñas modificaciones tecnológicas, nunca antes desarrolladas, aunque basado en el mismo procedimiento que se reivindica en la Patente Cubana [7 y 8], abriendo una nueva forma del posible perfeccionamiento de la tecnología carbonato-amoniacal de modo general, dada las enormes ventajas que se obtienen en el proceso hidrometalúrgico, y a los índices técnico-económicos que pueden aportar.
-
Aditivación a las pulpas amoniacales con reactivos químicos de producción nacional
En la tabla 5 se muestran los resultados de forma comparativa del procedimiento convencional de la QTC, y los obtenidos al evaluar el proceso de la lixiviación carbonato-amoniacal, con un proceso de aditivación, inicialmente con sacarosa y posteriormente aditivado con mosto.
- Sacarosa

Los resultados a escala de banco por separado de cada aditivo estudiado, permiten lograr una recuperación (%) de Ni y Co, según la tabla 5 y 6.
Con el uso de la sacarosa como aditivo, se incrementan favorablemente las extracciones de Ni y Co, esto ha sido confirmado en dos Proyectos de Investigación y Desarrollo por el CEDINIQ, financiados por el MINBAS, en el 2008 y 2010.
-
Mosto
Con respecto al uso del mosto, se hicieron pocas corridas experimentales, por tal motivo sugerimos confirmar los experimentos con futuras investigaciones, aunque los resultados han sido favorables hasta el momento, a pesar de todo, se han obtenido menores extractables de Ni y Co, que con respecto a la sacarosa como aditivo. Las corridas experimentadas con el mosto, son una alternativa muy económica, por el despreciable precio de inversión y recursos, lo que hace más atractivo su uso, especialmente con respecto a los problemas ecológicos que provoca dicho residual de la industria azucarera para todo ecosistema (Destilería de Ron), en otras palabras, ya que no puede ser usado para el consumo humano, tampoco animal o mucho menos, su uso en la agricultura. Los resultados de los experimentos con el mosto, que se muestran a continuación, fueron realizados en el proyecto I+D del 2010 del CEDINIQ relacionado con este tema de investigación [7 y 8].
En la tabla 6 se muestra una comparación entre los procedimientos convencional y aditivación con mosto.
Alternativa de incrementar CO2 a valores superiores a los 60 g/l, durante los primeros 45 min de formase la lixiviación amoniacal
Los resultados obtenidos a escala de planta piloto en el 2006, con varias concentraciones de agentes lixiviantes, y con relaciones de NH3/CO2 variados, buscando aumentar la concentración del CO2, muestran los siguientes resultados, (ver tabla 7).

Para que ocurran estas reacciones con mayores incrementos de %Ni y %Co, debe existir suficiente CO2 en el sistema, según muestra la tabla 7, para un proceso dinámico, la condición es que, debe ser superior a los 60 g/l en el licor de contacto, se adiciona directamente al principio de la canal, para el caso comercial, debe existir esta concentración de CO2, en el mismo instante que se forme la mezcla sólido/líquido, visto como pulpa a cualquier escalado, o durante el proceso de control metalúrgico a través de la lixiviación QT ó QTC, ya que en caso que se realice a escala comercial, no se debe proceder a realizar después del tanque de contacto, dado el tiempo de reacción química, y la poca agitación en presencia de poco contenido de reaccionante en forma de CO2, a partir de que ésta, se forma hasta los 20 min después de integrarse la pulpa como mezcla, tiempo necesario para carbonatar el hierro. Si no se hace dicho procedimiento, esto antes, hace crítico el comportamiento del hierro en las pulpas después de dicho proceso, especialmente en los turbos de primera etapa de lixiviación, ya que las reacciones químicas del Fe, Co y Ni en los turbos ocurre de manera casi simultánea, por la triada de los elementos metálicos formados.
Además a la pasividad de la reacción del hierro, la falta de aireación, provoca la hidroxilación, después del tanque de contacto hasta el primer turbo de primera etapa a escala comercial y el sedeiementados de primera etapa, aspecto que no se observa marcadamente durante los experimentos a escala de Planta Piloto, dada la cercanía del enfriador y el tanque de contato, por tanto, el tiempo de residencia es el parámetro fundamental para dicha reacciones químicas del hierro, en otras palabras, significa que el tiempo de residencia antes del tanque de contacto hasta el primer turbo de primera etapa, a escala comercial es suficiente para actuar sobre el hierro, básicamente si se usa CO2, con el objetivo de no ver los cambios que experimenta el hierro, de forma perjudicial dicho elemento cuando pasa por la primera etapa de lixiviación en el proceso actual.
Análisis estadísticos de los resultados
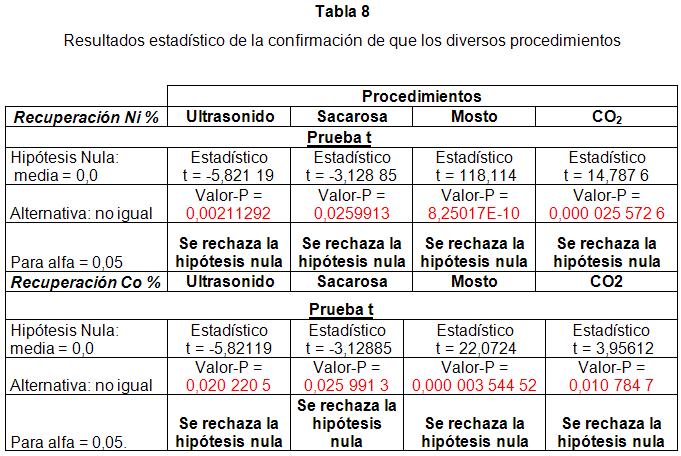
Los estudios de los diferentes procedimientos fueron estudiados por medio de análisis estadístico que brinda el software STATGRAPHICS CENTURION XV. El diseño estuvo dado por la comparación de datos pareados del procedimiento convencional, y por el nuevo propuesto, esto se realizó para diferentes muestras de estudios, donde se tienen en cuenta como propuesta la utilización del ultrasónico, con la adición de sacarosa o mosto, por último con incremento del CO2, obteniéndose los resultados que se muestran en la tabla 8.
RESULTADOS
En todos los resultados experimentales obtenidos, se observa siempre que los resultados de los procedimientos propuestos, siempre son superiores a los que se obtienen con respecto al procedimiento de lixiciación convencional para cada muestra analizada, esto se evidencia al utilizar la prueba de hipótesis de t. En todos los casos, se rechaza la hipótesis nula de que los procedimientos propuestos son iguales al convencional a un 95 % de confiabilidad.
De aquí se concluye que los experimentos realizados en los proyectos I+D posteriores, permitieron descubrir el efecto del exceso de la carbonatación. Este proceder, tributa a la estabilidad del sistema de lixiviación, al no incrementarse la temperatura de la pulpa, dado por la eliminación previa del Fe disuelto, y en forma de hidróxido, a través de la inyección de CO2 aplicado, en cambio, todo efecto contrario provoca si se adiciona aire, ya que se transforma en un proceso exotérmico, en cambio, al usarse CO2 conllevaría a un proceso endotérmico, con menor contenido de sólidos en suspensión, aspecto que se observó en las pruebas efectuadas a menor escalado, por lo que se asume que sucederá en el sedimentador a escala comercial de primera etapa de lixiviación.
Es decir, que el procedimiento ultrasónico, el uso de la sacarosa, mosto o inyección de CO2, mejorarían sustancialmente, o perfeccionarían el proceso hidrometalúrgico de la Tecnología Caron, ya que todos hacen el mismo efecto como resultado final, al implementarse en el justo, y oportuno momento de la lixiviación carbonato-amoniacal, allí donde se une el sólido reducido con el licor de contacto enriquecido, superior a un 60 g/L de CO2, en otras palabras significa que aumenta la presión parcial del CO2 dentro de la pulpa amoniacal, favoreciendo la formación de FeCO3. Por tanto, el último procedimiento propuesto se considera de muy bajo costo de inversión, sólo sería mantener las actuales concentraciones de amoniaco que están en el licor de contacto en un rango de 75–85 g/L, e incrementar la concentración de CO2 libre (aquel que no forma los compuestos de la aminas de Ni y Co) que actualmente existe en un rango de 28 – 38 g/L en éste licor, sólo sería un incremento del CO2 (no asociado como aminas) en un rango de un 20 a 30 g/L en la solución de contacto, que se debería lograr tener presente allí, para aumentar la presión parcial de CO2, con el objetivo de lograr una exitosa reacción química del hierro, su precipitación y una lixiviación potencial junto al NH3 del Ni y Co.
Esta última propuesta, es el perfeccionamiento de dicho proceso, todos tributan a este resultado final de la estabilidad del comportamiento hidrometalúrgico, dado especialmente a la selectividad al carbonatarse el hierro prematuramente, evitando de esa forma las consecuentes e interferencias actuales que ocasiona la disolución-oxidación del hierro a posteriori, si no se hace, provocando disímiles secuela en dicho proceso hidrometalúrgico, al adicionar aire comprimido, aspecto no identificado con anterioridad para dicha tecnología, al no ver los efecto perjudiciales del uso del aire en los turboareadores de primera etapa (I) de lixiviación, los cuales deben ser cambiados por CO2 despresurizado dentro de la pulpa carbonato-amoniacal, desde la canal hasta el último turbo de primera etapa de lixiviación, la cual no interferiría posteriormente el uso del aire para las etapas II y III de lixiviación.
CONCLUSIONES
1. Los principales problemas que presenta el proceso carbonato-amoniacal conforme a los análisis teóricos, y los estudios experimentales realizados por diversos especialistas son los siguientes:
-
A los efectos negativos producidos por el hierro metálico, Fe+2, con la elevación de la temperatura de la pulpa, la variación del potencial redox, se adiciona la oxidación conjunta del manganeso y el cobalto.
-
Se revela la formación de Siderita (FeCO3) a partir del hierro en las pulpas amoniacales bajo condiciones específicas de lixiviación, favorables para un proceso ideal de la lixiviación del Ni y Co.
2. Para incrementar la recuperación del Níquel y Cobalto se propone aplicar los siguientes procedimientos:
-
Se encontró, que tanto el procedimiento ultrasónico, como la aditivación de Sacarosa o Mosto a la pulpa amoniacal, así como la adición de CO2 a valores cercano o superior a los 60 g/l, con el aumento de la presión parcial, se logran con dichos procedimientos obtener una mayor solubilidad del hierro, y su posterior carbonatación y todos estos contribuyen a mayores recuperaciones del Ni y Co a cualquier escalado en el licor producto.
-
Los procedimientos de Ultrasonido asistido a las pulpas amoniacales, la aditivación con Sacarosa o con Mosto, además la adición de CO2 superiores a los 60 g/L, preferiblemente presurizado, inyectado al licor de contacto y en los turboareadores de primera etapa de lixiviación.
RECOMENDACIONES
Se recomienda dado los bajos costo de inversión para su implementación, y los posibles logros a escala comercial, al obtener un aumento de la eficiencia metalúrgica, ahorro de agentes lixiviantes, ahorro energético por la eliminación, por la generación de aire comprimido, así como menor contaminación atmosférica, retomar a modo de colofón de todos los procedimientos alternativos logrados, así como la confirmación del procedimiento de adición de CO2 al licor de contacto, a valores superiores a los 60 g/L, sin variar la concentraciones existentes en Cuba, con respecto al NH3 que actualmente se usa a escala comercial, basado básicamente, con la adición del CO2 libre presurizado en el justo momento de formase la pulpa a cualquier escalado, y de la sustitución del aire por CO2 en todo el sistema de la primera Etapa de lixiviación del proceso hidrometalúrgico de la tecnología carbonato amoniacal o comúnmente llamado proceso Caron.
BIBLIOGRAFIA
1. CARON, M. H.: "Fundamental and Practical Factors in Ammonia Leaching of Nickel and Cobalt Ores". Revista Journal of metal 188, 1950, pp 67-90.
2. CHANG, A. C.; y A. G. BOBKOVSKI, "Estudio experimental de la hidrólisis de los iones de hierro durante la lixiviación carbonato amoniacal de los minerales de níquel previamente reducidos". Revista Minería y Geología. vol. 2, núm. 2. 1993, pp. 75-79.
3. FORWARD, M. "Influencia del hierro en la lixiviación amoniacal de las matas sulfurosas", Asamblea anual de la C.I.M, en Edmonton, Canadá, 1953.
4. GARCÍA, A. P. y Mateo, C. R. "Determinación de la cinética de disolución de los metales en la lixiviación carbonato-amoniacal (Primera Parte)", Revista Tecnología Química, vol. XXV. núm. 1, 2005, pp. 11-13
5. GARCÍA, A. P. Mateo, C. R. "Evaluación de la influencia de la concentración de cobre en los licores amoniacales sobre la extracción del Níquel (Segunda Parte)". CEINNIQNicaro, 2009.
6. MIRANDA, J. L. et al. "Estudio del proceso de lixiviación de Ni y Co, antes del tanque de contacto", CEDINIQ, 2010.
7. MIRANDA, J. L.; Guerra,O. G. "Procedimiento hidrometalúrgico para el incremento de la recuperación del níquel y del cobalto, en las pulpas lixiviadas de la tecnología carbonato-amoniacal". 2010.
8. SAM PALANCO, Ciro. et-al. "Procedimiento para el incremento de la recuperación del níquel y del cobalto, en las pulpas lixiviadas de la tecnología carbonato-amoniacal". CEINNIQ, MOA, 2009.
9. OSSEO-ASARE, K. "Ammonia hydrometallurgy, thermodynamics of dissolution and adsorption phenomena in oxide systems" PhD. Thesis, University of California, 1975.
10. OSSEO-ASARE, K. "Equilibrio heterogéneo en el sistema de lixiviación amoniacal", International Laterite Symposium, USA, 1979.
11. QUENEAU, P. B. and. R. WEIR. "Control of Iron during hydrometallurgical processing of nickeliferous laterities ores", Techno. Report; 478, 942, 1946, pp. 95 - 102.
12. TAVIO G., G. et al. "Estudio del comportamiento en la reducción-lixiviación de los minerales a procesar por la ECRRL del Yacimiento Pinares de Mayarí", CEDINIQ, Nicaro, 2006.
Recibido: Septiembre 2015
Aprobado: Diciembre 2015
Jorge Miranda López. Centro de Investigaciones del Níquel (CEDINIQ). jmiranda@cil.moa.minem.cu


{kind=link}
{kind=link}
{kind=link}