










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.36 no.2 Santiago de Cuba mayo.-ago. 2016
ARTICULO ORIGINAL
Influencia de los tipos de secado para la obtención de harina de Lombriz Roja californiana (eisenia foetida) a escala piloto
Influence of Types of Drying for Obtaining Flour from Californian red Worm (Eisenia Foetida) at Pilot Scale
MSc. Ulbio Alcívar-CedeñoI, MSc. Alex Dueñas-RivadeneiraI, MSc. Ely Sacon-VeraII, Dr.C. Luis Bravo-SánchezIII, Dr.C. Gretel Villanueva-RamosIII
I:Departamento de Procesos Químicos. Universidad Técnica de Manabí, Ecuador. ualcivar@utm.edu.ec
II:Escuela Superior Politécnica Agropecuaria de Manabí, Ecuador
III:Facultad de Ingeniería Química Universidad Central Martha Abreu de las Villas, Santa Clara Cuba
Resumen
Se evaluó el secado de muestras de harina de lombriz roja californiana, utilizando dos tipos de secaderos, de tipo bandeja con circulación y sin circulación de aire. Las condiciones de secado se fijaron con temperaturas asociadas a la literatura, en rangos de 60, 90 y 120 ºC. La humedad inicial de la todas las muestras fue de 90 % y el valor de la humedad final requerida es de 12 %, el porcentaje inicial de proteína fue de 65, 31 %; se desnaturalizó la proteína en todas las pruebas con aire forzado, debido a la conformación de una película superficial que impidió la salida de la humedad y descontinuó el proceso de extracción del agua de la parte inferior del sólido a secar, estas muestras fueron desestimadas. Para las muestras sin circulación de aire se encontraron los mejores rendimientos a 90 ºC, el porcentaje de proteína se mantuvo en 61,50 %, con un tiempo de secado de 360 min. Para las muestras a 60 ºC, los tiempos de secado fueron hasta los 1200 min, con valores constantes de proteína de 62,51 %. Las muestras a 120 ºC, produjeron una reducción significativa de la proteína hasta un 23,14 %, con un menor tiempo de secado de 220 min. Se establece una diferencia estadísticamente significativa entre el tipo de secadero utilizado a escala piloto y la temperatura del secado, sobre la variable respuesta que es el tiempo de secado. Estableciendo finalmente las condiciones de la operación a 90 ºC, sin circulación de aire.
Palabras clave: secado, eisenia foetida, harina de lombriz roja.
Abstract
Drying flour samples Californian red worm was evaluated using two types of dryers, tray-like circulation without air circulation. The drying conditions were fixed with temperatures associated literature in ranges 60, 90 and 120 °C. The initial moisture of all samples was 90 % and the value of the required final humidity is 12 %, the percentage Initial protein was 65, 31 %; denatured protein in all tests with forced air, due to the formation of a surface film that kept the moisture out and discontinued the process of extracting water from the bottom of the solid to dry, these samples were rejected. For samples without airflow better yields 90 °C., the percentage of protein remained at 61, 50 %, with a drying time of 360 min they were found. For the samples to 60 °C, drying times were up to 1200 min, with constant values of 62,51 % protein. The samples at 120 °C produced a significant reduction of up to 23, 14 % protein with a shorter drying time 220 min. A statistically significant difference between the type of dryer used to pilot scale and drying temperature on the response variable is the drying time is established. Finally establishing the conditions of operation at 90 °C without airflow.
Keywords: drying, eisenia foetida, earthworm flour.
INTRODUCCION
La evolución en la alimentación humana es uno de los paradigmas más importantes en los actuales momentos para la ciencia, ya que se han desarrollado numerosos estudios en donde se asocian a los alimentos, con un sin número de interacciones directas sobre la salud, de tal manera que la búsqueda se vuelve incansable al intentar describir materias primas no convencionales con el objetivo de evaluar su aporte nutricional, en beneficio de complementar la alimentación y al mismo tiempo aportar compuestos nutraceúticos esenciales para beneficio sobre el organismo, dejando de lado la procedencia de dicho alimento [3].
De tal manera que varias investigaciones en la actualidad proponen a la lombriz roja californiana como una fuente importante de compuestos esenciales que pueden incorporarse a la dieta de seres monogástricos aportando de manera significativa a un tipo de alimentación con alta biodisponibilidad de compuestos primordiales para complementar cualquier tipo de dieta en beneficio de incorporar sustancias que tengan funciones más allá de las reportadas habitualmente en estudios anteriores [2].
Por otra parte, la producción de alimentos destinados a mejorar el aporte nutricional de proteínas, en los sectores más pobres de los países subdesarrollados, es una prioridad de los gobernantes y una obligación de los hombres de ciencia de cara a este nuevo milenio. Se destaca la obtención de alimentos, de origen animal, a partir de la Lombriz Roja de California (Eisenia foetida), cuya crianza permite obtener productos de un alto valor nutritivo para la alimentación animal y humana [1]. La carne de este anélido para el consumo humano es un hecho consumado en países tales como: Japón, Filipinas, Taiwán, África y China, mientras que en América Latina, la harina de lombriz es un componente importante en la dieta de pobladores nativos del Alto Orinoco de Venezuela y en el Amazonas entre otras regiones [4,8].
El presente trabajo evaluó la influencia de los tipos de secado plausibles, para la obtención de lombriz roja californiana a escala piloto, describiendo mejoras en los tiempos de secado, con modificaciones en base a la temperatura de secado, al flujo del aire utilizado y al espesor del material particulado para describir cinéticas de secado que mejoran la producción de harina de lombriz roja californiana, manteniendo la estabilidad sobre los componentes esenciales antes descritos.
FUNDAMENTACION TEORICA
Muchos autores han evaluado los usos a nivel agropecuario de la lombriz roja californiana y varios estudios involucran la producción de harina de lombriz en procesos estandarizados y evaluados para una futura industrialización. [7]
Varios autores describen que el componente primario en la evaluación de un alimento de estas características está relacionado con los elementos primordiales de su estructura constitutiva, en este caso específico es el valor proteico de la harina de lombriz [9]. Al ser la proteína el factor determinante, es importante recalcar la composición de aminoácidos de la carne de lombriz, así como también la cantidad de ácidos grasos y minerales presentes en su composición [11]. Siendo todos estos factores termolábiles, es de suma importancia que el proceso de la producción de harina de lombriz asegure una estabilidad para los rangos de proteínas y demás compuestos en todas las etapas del proceso [6]. Desde este punto de vista el proceso más importante en la producción de harina de lombriz es la etapa de secado, la cual ya ha sido evaluada por varios autores en diferentes circunstancias, que han permitido describir de una manera aproximada cómo se comporta la harina de lombriz y sus constituyentes en esta etapa, aunque los documentos referenciados especifican otras especies en estudio y diferencias en las etapas previas al secado que influyen significativamente sobre los tiempos de secado, así como en los valores de proteína [5].
El secado es una operación unitaria de transferencia de masa, mediante la cual se elimina humedad de un sólido o un material casi sólido. Puede o no establecerse una fase previa al secado que es la eliminación mecánica de agua mediante filtros-prensa o centrífugas, reduciéndose después por vía térmica la humedad que quede. Esta última fase es propiamente la operación de secado, en ella se somete el producto húmedo a la acción del calor, evaporándose el líquido. Al secar un sólido en el seno de una masa de aire tiene lugar simultáneamente transferencia de masa y transmisión de calor. El agua contenida en el sólido se desplaza hacia la interface y posteriormente al seno del gas. El gradiente de temperatura entre el aire y el sólido provoca la transmisión de calor [14]. El secado se puede llevar a cabo de dos formas de acuerdo a la forma de conducirlo:
Secado por lotes o discontinuo: Generalmente es un proceso en semi-lotes, en donde una cierta cantidad de sustancia que se va a secar se expone al calor con o sin circulación de aire, en el cual se evapora la humedad en función del tiempo.
Secado continuo: tanto la sustancia que se va a secar, como el gas pasan continuamente a través del equipo. Generalmente son operaciones por contacto continuo entre el gas y la sustancia que se seca, en esta la humedad se elimina en función de la longitud del secadero.
Los secadores comerciales más comunes son:
-
Secaderos de bandejas en los que el sólido se deposita en capas de poca profundidad, que pueden o no tener aire caliente que circula por la superficie o a través del sólido.(Pastas)
-
Secaderos rotatorios en los que el sólido desciende a lo largo de un cilindro rotatorio inclinado, secándose por acción del aire caliente que circula en contracorriente.(materiales áridos, cristales)
-
Secaderos de evaporación súbita o atomizadores. En este tipo de secadero la suspensión de sólido, en forma de gotas, se pone en contacto brusco con aire caliente a elevada temperatura, en un dispositivo de ciclón. El agua del sólido se vaporiza bruscamente obteniéndose un sólido de elevada porosidad.
Debido a la gran variedad de materiales que se secan y a los muchos tipos de equipos que se utilizan, no existe una sola teoría de secado que comprenda todos los materiales y tipos de secadores. Las variaciones posibles en forma y tamaño de los materiales, de la humedad de equilibrio, de los mecanismos del flujo de humedad a través del sólido, así como en el mecanismo de transmisión de calor que se requiere para la vaporización, impiden que se pueda hacer un tratamiento unificado.
En el secado por lotes o discontinuo, para poder establecer programas de secado y diseñar los equipos es necesario conocer el tiempo de secado, por lo que se requiere hacer pruebas experimentales. Para esto se realizan las pruebas de secado. En estas se establecen las condiciones que serán utilizadas en el escalado posterior como son el espesor del sólido a secar y las propiedades del gas.
Debido al proceso utilizado para la producción de harina de lombriz es posible la utilización de secaderos discontinuos, ya que la consistencia del material no permite un flujo continuo del mismo, impidiendo un secado uniforme, debido a que la lombriz roja californiana posee gran cantidad de agua en su interior que en conjunto con la carne de la lombriz conforman una estructura viscosa que no permite su flujo normal a través de equipos continuos. El valor de la proteína es el indicador para determinar los valores estándares de temperatura para el secado, algunos autores describen temperaturas de secado que van desde los 60 ºC hasta los 120 ºC e identifican factores influyentes como el tipo de secadero utilizado y el flujo de aire [12].
Boulogne (2008), describe cinéticas de secado indirecto en equipos de bandeja discontinuos, para la especie Eisenia andrei, si bien las especies son muy parecidas, se ha demostrado que la especie Eisenia foetida tiene mayores niveles de proteína y mayor cantidad de ácidos grasos, los cuales conforman lipoproteínas de alta densidad capaces de resistir valores de temperatura superiores a los evaluados por estos autores[13], al tener este tipo de condiciones, es posible someter a la carne de lombriz a temperaturas más altas con la finalidad de que la transferencia de calor hacia el interior del material mejore las condiciones de secado para la carne de lombriz roja californiana, así mismo Boulogne (2008) evalúa los tipos de secadero con circulación y sin circulación de aire, no encontrando diferencias estadísticamente significativas para los tiempos de secado.
El presente trabajo busca evaluar mejores condiciones en los tiempos de secado en relación a su temperatura y la incidencia del flujo de aire en el proceso de secado para la harina de lombriz roja californiana.
MATERIALES Y METODOS
Materia Prima
Las lombrices utilizadas en todos los experimentos fueron obtenidas de la cría que se encuentra en el jardín botánico de la Universidad Técnica de Manabí. Estas especies fueron seleccionadas de manera aleatoria y al azar, dentro de un grupo de lombrices de E. foetida en estado adulto (3 meses), con una longitud y peso promedio de 8,5 cm y 0,45 gramos respectivamente.
Equipos
Se utilizaron dos tipos de secadero, pertenecientes a la planta piloto de la Escuela de Ingeniería Química de la Universidad Técnica de Manabí. Ambos equipos son secaderos de calor indirecto de tipo bandeja y discontinuos marca MEMMERT, el equipo sin circulación de aire es el modelo SN-55N, y el modelo con circulación de aire es el SN-75N. Para las pruebas de análisis y determinación de proteína se utilizó el equipo marca SYNERGY-GERHARDT modelo VAPODEST20. Además se utilizaron los equipos necesarios para el procesamiento de las muestras como balanzas analíticas y cristalería de laboratorio en general. Todos los equipos cuentan con las respectivas calibraciones periódicas realizadas por los responsables del aseguramiento de la calidad en los laboratorios de la Universidad Técnica de Manabí.
Métodos
Para el proceso de obtención de harina de lombriz roja californiana se estableció un flujograma de las operaciones que se describe a continuación: (figura 1).

Figura 1. Flujograma del proceso de obtención de harina de lombriz roja californiana. Eisenia foetida
Siendo el proceso principal la etapa de secado en la obtención de harina de lombriz roja californiana, las muestras listas con las etapas preliminares, se llevaron a los secaderos de tipo bandeja, ambos secaderos tienen las mismas condiciones de trabajo, siendo la única diferencia la circulación del aire.
Ambos secaderos trabajaron a las mismas temperaturas, 60, 90 y 120 ºC con el objetivo de analizar la cinética de secado en las diferentes condiciones de circulación de aire, en ambos casos el material fue colocado directamente sobre las bandejas, con un espesor de 5 mm. Con el fin de que la evaporación del agua se de en iguales condiciones para las muestras evaluadas, la pérdida de humedad fue medida en relación al peso inicial y final de la muestra después de ciertos periodos regulares de tiempo, hasta alcanzar la humedad estimada para este tipo de productos la cual es del 12 % de humedad.
El factor indicativo determinante de la estabilidad de la harina de lombriz roja californiana como se mencionó con anterioridad es el porcentaje de proteína[10], el cual se evaluó bajo el método Kjeldahl de digestión de proteína. Las muestras fueron evaluadas para ambos tipos de secadero, al inicio y al final del experimento para poder describir las modificaciones eventuales que pudieran existir en el porcentaje de proteína.
RESULTADOS
Todas las muestras fueron tomadas del mismo lote de producción de harina, lo que implica que en las pruebas de secado realizadas se mantuvieron las condiciones de temperatura y humedad relativa inicial de las muestras en ambos tipos de secadero y el contenido de proteína inicial para todas las muestras fue de 65,31 %. El indicador condicionante fue el porcentaje de proteína final una vez alcanzada la humedad requerida de 12 %.
Como se describe en la figura 2, las cinéticas de secado en el secadero con circulación de aire, manifiestan valores constantes para la pérdida de humedad, hasta alcanzar la humedad del 12 %, estimada para este tipo de productos. Las condiciones de temperatura evaluadas fueron (60, 90 y 120 ºC), teniendo tendencias inversamente proporcionales sobre la pérdida de humedad y el aumento de la temperatura, a los valores obtenidos del análisis se le realizó una prueba estadística de ANOVA, sobre la dispersión de la varianza en las medias muestreales, al comparar la cinética del secado a las diferentes temperaturas, obteniéndose un valor P (0,3593) >0,05. Con un nivel de confianza del 95 %. Por tal motivo no hay una diferencia estadísticamente significativa en las tres medias de las variables evaluadas, describiendo dispersiones iguales en la variabilidad de las medias de las muestras y de la capacidad de pérdida de humedad a 60, 90 y 120 ºC así mismo la prueba de múltiples rangos, LSD (Fisher) con un nivel de confianza del 95 %, muestra homogeneidad en todos los grupos contrastados a las diferentes temperaturas evaluadas, no habiendo encontrado diferencias estadísticas.
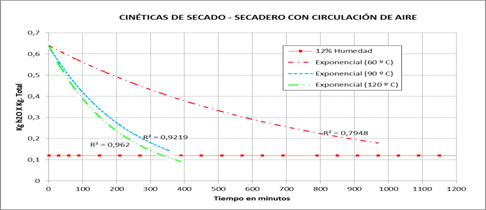
Figura 2. Cinéticas de secado–secadero con circulación de aire
Sin embargo es importante aclarar que la circulación del aire dentro del secadero permite una salida muy rápida de la humedad superficial del material secado, lo cual produce la conformación de una película en la superficie del material que impide la evaporación del agua en las capas interiores del material debido a la viscosidad del material que se vuelve una pasta muy rígida, este fenómeno se manifestó en todas las muestras evaluadas en el secadero con circulación de aire, y aunque los tiempos de secado fueron relativamente más cortos, el indicador, en este caso el porcentaje de proteína no describió resultados favorables, debido a que esta película superficial produjo un secado no uniforme en la muestra y después del tiempo establecido para alcanzar la humedad requerida 12 %, los valores de proteína resultantes eran menores del 10 % y debieron ser descartados, ya que se presume un efecto de desnaturalización de las mismas.
En la figura 3, se detalla la cinética de secado sin circulación de aire, la misma que mantiene las condiciones de temperatura en 60, 90 y 120 ºC. A los resultados de la pérdida de humedad se le aplico la prueba estadística del ANOVA, que separa la varianza en análisis de la dispersión de las medias muestreales, con un nivel del confianza del 95%, reflejando un valor P (0,095 9) >0,05, lo cual indica que no existe una diferencia estadísticamente significativa entre las medias de las 3 variables evaluadas, sin embargo, bajo la prueba de múltiples rangos para medir las diferencias mínimas significativas (LSD) Fisher, se determinó que si existe una diferencia significativa entre el contraste de las temperaturas evaluadas (60-120 ºC) con un nivel de confianza del 95 %, siendo homogéneos los otros grupos contrastados.
Estos resultados discrepan de los de otros autores, en donde se realizan cinéticas de secado para la especie Eisenia andrei, evaluando a diferentes temperaturas (60, 80 y 100 ºC), encontrando diferencias estadísticamente significativas para las temperaturas evaluadas[5], sin embargo estos autores no indican en cuál de ellas es que se manifiesta la diferencia puntual, ya que si bien la velocidad de secado es mayor al incrementar la temperatura, lo que se debe evaluar mediante las medias de las muestras, es la capacidad de pérdida de humedad y la uniformidad del secado, no debiendo existir diferencias, porque eso manifestaría que no se está realizando un secado uniforme de la harina.
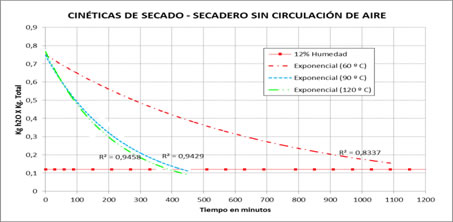
Figura. 3 Cinéticas de secado–secadero sin circulación de aire
Se evaluó además el valor del contenido final de proteína como indicador para cada una de las temperaturas probadas, en el secadero sin circulación del aire.
En la figura 4, se detallan los resultados de los valores de proteína, a los cuales se les aplicó la prueba del estadístico ANOVA, describiendo un valor P (0,000) <0,05, habiendo una diferencia estadísticamente significativa entre las medias de los valores de proteína final, con un nivel de confianza del 95 %, y aplicando la prueba de múltiples rangos para medir las diferencias mínimas significativas (LSD) Fisher, con un nivel de confianza del 95 %, existe una diferencia estadísticamente significativa entre todos los valores finales de proteína para cada una de las temperaturas evaluadas, no habiendo homogeneidad entre los grupos contrastados.
Sin embargo otros autores, en el análisis de los valores de proteína para las diferentes temperaturas (60, 80 y 100 º C), para la especie Eisenia andrei, no encuentra una diferencia estadísticamente significativa[5], lo cual no concuerda con la conceptualización de que a mayor temperatura tiende a haber una disminución del valor de la proteína por los efectos de la desnaturalización de las mismas.

Figura 4. Valores de Proteína–secadero sin circulación de aire
De acuerdo a los resultados obtenidos, la temperatura que genera mayor conformidad con las características del producto y el tiempo utilizado para la etapa de secado es de 90 ºC con un valor promedio de 61,32 % de proteína, dando un tiempo de secado de 450 min, hasta alcanzar el 12 % de humedad, para todas las muestras evaluadas en el caso del secadero sin circulación de aire.
CONCLUSIONES
1. El equipo que aporta mejores condiciones para el secado de la harina de lombriz roja californiana Eisenia foetida, es el secadero sin circulación de aire que describiendo cinéticas de secado más uniformes para todas las muestras evaluadas a las diferentes temperaturas.
2. A las condiciones de temperatura escogidas para la cinética de secado en el secadero sin circulación de aire, la temperatura que genera rangos eficientes en conservar de mejor manera los valores de proteínas (61,32 %) es 90 ºC con un tiempo estimado de 450 min para alcanzar el 12 % de humedad.
3. Fue evidente la disminución del porcentaje de proteínas conforme se incrementaban las temperaturas en las muestras evaluadas, y esta tendencia se mantuvo para los dos tipos de secaderos evaluados, de la misma manera, los valores de proteína en el secadero con circulación de aire debieron desestimarse por una aparente desnaturalización de la proteína por efectos de la poca uniformidad en el secado con aire.
BIBLIOGRAFIA
1. AGUILERA, D., "Evaluación del Efecto de la Densidad Poblacional Inicial y Dos Ambientes sobre el Crecimiento de la Lombriz Roja Californiana (Eisenia foetida) en la IX Región". Chile: Universidad Católica de Temuco. 2004. pp. 65-67.
2. ALARCÓN, A; et al., "Efecto de la Harina de Lombriz Eisenia foetida en la Recuperación Nutricional de Ratas Albinas". UNAS. 1995. pp. 63-64.
3. BERDANIER C; et al. Handbook of Nutrition and Food, 2nd Edition. Florida, UnitedStates, 2008, p. 1275
4. BOLLO, E. Lombricultura, Una Alternativa de Reciclaje. Quito, 2001, pp. 10-50.
5. BOLOUGNE, S.; et al. "Optimización de la operación de secado de la carne de lombriz (Eisenia andrei) para producir harina destinada al consumo animal." Revista Ciencia e Ingeniería. 2008; Vol29 Nº 2. p. 91-96, Venezuela.
6. COVA, L.J.; et al., "Efecto de la estrategia de conservación en la calidad nutritiva de la harina de lombriz roja (Eisenia ssp.) a mediano plazo". Revista de la Facultad de Agronomía. 2009; vol. 26, pp. 107-128, Venezuela.
7. FERRUZI, C. Manual de Lombricultura. Madrid; Mundi Prensa. 1984; p. 48.
8. GARCÍA, D.; et al., "Efecto del sustrato alimenticio en la composición química y el valor nutritivo de la harina de la lombriz roja (Eisenia spp.)". FCV-LUZ. 2009; vol. 19 Nº 1, pp. 55-62, Venezuela.
9. GARCÍA, D; et al., "Evaluación de la calidad Proteica de Harina de Lombriz (Eisenia foetida) en ratas de Crecimiento". La Habana; Instituto de Investigaciones Porcinas. Cuba. 1997; pp. 33-36.
10. MEDINAA, Araque J., "Obtención, composición química, funcional, perfiles electroforéticos y calidad bacteriológica de la carne y harina de lombriz Eisenia foetida". Revista de la Facultad de Farmacia (ULA), 1999; vol. 37, pp. 31-38, Venezuela.
11. POPOVIC, M.; et al., Glycolipoproteinextrac (G90) fromearthwormE. foetidaexertssomeantioxidativeactivity. VeterinarskiArhiv. 75(2), pp119-128, Croatia, 2005.
12. RONDÓN, V; et al., "Valor nutritivo de la harina de lombriz (Eisenia foetida) como fuente de aminoácidos y su estimación cuantitativa mediante cromatografía en fase reversa (HPLC) y derivatización pre-columna con o-ftalaldehído (OPA)". ArsPharmaceutica, vol. 44 Nº 1; pp. 43-58, Venezuela, 2003.
13. VELÁSQUEZ L; et al., "Harina de lombriz. I Parte: Obtención, composición química, valor nutricional y calidad bacteriológica". Alimentos, Vol. 11, Nº 1, pp.15-21, Venezuela, 1986.
14. VIELMA, R.A.; et al., "Comparación de contenidos minerales y elementos trazas en la harina de lombriz de tierra (Eisenia foetida) utilizando dos métodos de secado". Revista Saber. vol. 19, Nº1, pp. 83-89, Venezuela, 2007.
Recibido: Noviembre de 2015
Aprobado: Marzo de 2016
MSc. Ulbio Alcívar-CedeñoI. Departamento de Procesos Químicos. Universidad Técnica de Manabí, Ecuador. ualcivar@utm.edu.ec

