










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.37 no.1 Santiago de Cuba ene.-abr. 2017
ARTICULO ORIGINAL
Evaluación de la fiabilidad en una industria diversificada a partir de la reconversión de sus instalaciones
Reliability Assessment on a Diversified Industry from the Revamp of its Facilities
Dra. Marlén Morales-Zamora, Dr. Erenio González-Suárez
Departamento de Ingeniería Química. Facultad de Química y Farmacia Universidad Central Marta Abreu de Las Villas. marlenm@uclv.edu.cu
RESUMEN
El trabajo tiene como objetivo evaluar la fiabilidad de una industria diversificada de la caña de azúcar partiendo de una propuesta de reordenamiento y reconversión de sus instalaciones hacia la producción conjunta de etanol, furfural, tableros y electricidad a partir de bagazo. Se analiza como caso de estudio la Empresa Azucarera Amancio Rodríguez, determinando la fiabilidad antes y después de la propuesta de reconversión. Como resultado se obtiene que, la fiabilidad de las plantas en producción conjunta de etanol, furfural, tableros y electricidad a partir de bagazo en la empresa diversificada estudiada, sin y con la propuesta de reconversión ofrece valores por debajo del 90 %, lo cual manifiesta el deterioro de los equipos, la disminución de la capacidad y disponibilidad de las instalaciones. Después de la propuesta de reconversión, la fiabilidad disminuye a 79,87 % y se logra incrementar a 89,15 % con almacenamientos intermedios y redundancias de equipos. El impacto de la asimilación y adaptación de la tecnología de etanol a partir de bagazo, implicaría costos de inversión en equipos de bombeo y almacenamientos intermedios.
Palabras clave: fiabilidad, reconversión, bagazo, etanol, furfural.
ABSTRACT
The study aims to assess the reliability of a diversified industry of sugar cane based on a proposal of reorganization and revamping of their facilities to the joint production of ethanol, furfural, fiberboard and electricity from bagasse. It is analyzed as a case study Amancio Rodríguez Sugar Company, determining the reliability before and after the proposed restructuring. As a result is obtained, the reliability of the plants are 90 % lower than before, which shows the deterioration of equipment, reducing the capacity and availability of facilities. After the proposed restructuring, reliability decreases 79,87 % and a 89,15 % increase achieved with buffers and redundancies equipment. The impact of assimilation and adaptation of this ethanol technology from bagasse, involve investment costs in pumping equipment and intermediate storage.
Keywords: reliability, revamp, bagasse, ethanol, furfural.
INTRODUCCION
Ante las nuevas exigencias del mercado nacional e internacional, la industria de la caña de azúcar está llamada a diversificarse aún sin poder contar con cuantiosas inversiones, de ahí que el reordenamiento y reconversión de sus equipamientos sea necesario, toda vez que posibilite incrementar la disponibilidad de las instalaciones.
La Empresa Azucarera Amancio Rodríguez de Las Tunas es una de estas industrias que viene trabajando hacia el desarrollo prospectivo de sus producciones. La misma cuenta en su estructura empresarial con el central, unidades de cooperativas de abastecimiento de caña, planta de etanol, planta de tableros de fibras y planta de furfural a partir de bagazo. Estas dos últimas plantas de encuentran paralizadas debido a la crisis económica e inestabilidad del mercado.
Partiendo de las propuestas de reconversión de las instalaciones, abordadas por (Morales; 2012) hacia las producciones conjuntas de azúcar, etanol, tableros, furfural y la adaptación de la tecnología de etanol a partir de bagazo, el trabajo tiene como objetivo fundamental, evaluar la fiabilidad de esta industria diversificada antes y después de la propuesta de reconversión con el propósito de incrementar la disponibilidad de las instalaciones, así como su sostenibilidad en el mercado.
MATERIALES Y METODOS
La fiabilidad es la probabilidad de que un dispositivo realice adecuadamente su función prevista a lo largo del tiempo, cuando opera en el entorno para el que ha sido diseñado Varios autores, (Himmenblau, 1978; Todinov, 2005; Abaurrea, 2004; Yañez, 2004; Rosa, 1996) explican lo difícil de estimar la fiabilidad a partir de los datos promedios históricos, debido a que la razón de fallo y el fallo en sí, dependen mucho de las condiciones de operación, particularmente la temperatura, presión, composición y las propiedades del fluido. No obstante, en la etapa de diseño y evaluación del estado de los equipos se pueden considerar valores históricos de plantas con características similares de operación.
La función de fiabilidad es R(t) = P(T>t) siendo P, probabilidad, T, tiempo para la falla y t tiempo medio; es una función que no incrementa, siempre la unidad inicia la vida de dicha función (R(0)=1; R(∞) =0); R(t) = 1 – F(t). Fiabilidad = 1 – Probabilidad de fallo.
Para confeccionar el diagrama de fiabilidad es necesario conocer los diferentes esquemas que se pueden presentar, Ps, es la fiabilidad del sistema y pn,m la fiabilidad de cada equipo del sistema, (Todinov, 2005; Campbell,1999).
Conexión en serie

Conexión en paralelo

Siendo: si las fiabilidades de las partes individuales son iguales a p1, p2, p3, pm, las no fiabilidades serán igual a: q1=1-p1, q2=1-p2, q3=1-p3, qm=1-pm, quedando la falta de fiabilidad resultante como:

Para sistemas de igual fiabilidad se tiene que:

Método de cálculo
Por no encontrarse en operación las plantas y la poca disponibilidad de datos históricos y de acuerdo con lo planteado por varios autores como (Himmenblau, 1978; Yañez, 2004; Rosa, 1996; Todinov, 2005) en cuanto a las dificultades en la toma de datos de fallos en las plantas, se hace necesario una estimación de la fiabilidad partiendo de valores históricos de equipos y plantas con características similares de operación. Para ello se utiliza la base de datos para plantas de producción de azúcar y plantas de derivados obtenidas por (Rosa, 1996 y Catá, 2006).
El procedimiento a seguir coincide con lo planteado por (Rosa, 1996; Catá, 2006; De la Cruz, 2010) presentando los siguientes pasos en la construcción del diagrama de fiabilidad tanto de las plantas, como del sistema integrado:
Establecer los diagramas de flujo de los procesos
Definir las interacciones entre los equipos y secciones de cada proceso para determinar si responden a una estructura en serie o en paralelo o una combinación de las mismas. En el caso del complejo integrado se deben analizar las interacciones entre las plantas.
Construir los diagramas de fiabilidad
Establecer las funciones de fiabilidad, utilizando las ecuaciones 1 a la 4 según convenga, considerando las estimaciones de distribuciones de probabilidad de fallos obtenidas por la literatura y por datos de fallos históricos de plantas.
Determinar la fiabilidad de las plantas por separado e integradas.
RESULTADOS Y DISCUSION
Determinación de la fiabilidad sin reconversión
La empresa caso de estudio tiene instalada diferentes plantas de producción, hacia la obtención de azúcar, etanol, tableros de fibras, furfural y electricidad, tal y como se muestra en la figura 1. Según la capacidad instalada de 6 818,18 t/d (600000 @/d) de caña, y considerando que se obtiene de bagazo un 30 % de la caña molida, quedan 2 045,45 t/d de bagazo; de este, 54 t/d se necesitan para la planta de tableros, 120 t/d para la planta de furfural, 1200 t/d para cogeneración y el resto bagazo sobrante.
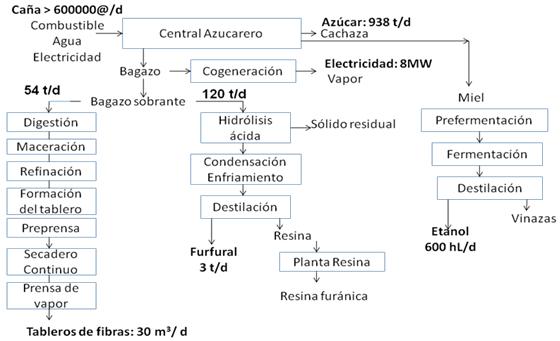
Fig. 1 Diagrama de procesos de la empresa azucarera Amancio Rodríguez.
Siguiendo el procedimiento de trabajo, se considera como base de cálculo el bagazo como materia prima para diferentes producciones. En este análisis sin reconversión en el ingenio, se seleccionan las plantas que utilizan el bagazo, las mismas son: la planta de tableros, la planta de furfural y la planta de cogeneración. En la figura 2, se muestra el diagrama de fiabilidad del sistema actual de estas plantas a partir de bagazo.
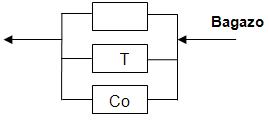
Fig.2 Diagrama de fiabilidad de las plantas en el sistema actual.
F (planta de furfural), T (planta de tableros) y Co (planta de cogeneración)
Primeramente se definen las interacciones de los equipos de procesos en cada planta, considerando conexiones en serie y en paralelo o sus combinaciones. Se estiman los valores de probabilidad de los equipos partiendo de los datos históricos, reportados por (Rosa, 1996; Catá, 2006; De la Cruz, 2010), de funciones de distribución, probabilidad de fallos y tasa de fallos, tal y como se organiza en las tablas 1, 2, 3 y 4.
Utilizando hojas de cálculo en Excel, se determinan los valores de fiabilidad para cada equipo y para las plantas por separado, así como la fiabilidad final del sistema actual.
Tabla 1
Datos para el cálculo de la fiabilidad en la planta de furfural
| Equipos | Función de distribución | Probabilidad de trabajo sin fallo | Tasa de falla | Probabilidad |
| Rompe Bulto | Exponencial | 0,635 2 | 0,000 2 | 0,635 2 |
| Estera | Exponencial | 0,617 1 | 0,000 1 | 0,617 1 |
| Digestor | Normal |
| σ=0,00 1 µ=1344 | 0,507 1 |
| Condensador | Exponencial |
| 0,047 | 0,676 3 |
| Bomba de condensado | Exponencial | 0,633 4 | 0,000 5 | 0,633 4 |
| Intercambiador de calor | Exponencial | 0,974 5 | 0,047 | 0,974 5 |
| Columna destiladora | Exponencial | 0,617 1 | 0,02 | 0,617 1 |
| Columna rectificadora | Weibull | 0,796 2 | α=0,78 β=1,08 | 0,796 2 |
| Condensador | Exponencial | 0,974 5 | 0,047 | 0,974 5 |
Tabla 2
Datos para el cálculo de la fiabilidad en la planta de tableros de fibra
| Equipos | Función de distribución | Probabilidad de trabajo | Tasa de falla | Probabilidad |
| Rompe Bulto | Exponencial | 0,635 2 | 0,002 | 0,635 2 |
| Estera | Exponencial | 0,617 1 | 0,000 1 | 0,617 1 |
| Digestor | Normal |
| σ=0,001 µ=134 4 | 0,507 1 |
| Bomba tanque maceración | Exponencial |
| 0,03 | 0,513 2 |
| Alimentador de sinfín | Normal |
| σ=0,001 6 µ=218 | 0,543 8 |
| Sinfín transportador | Exponencial |
| 0,2 | 0,991 8 |
| Refinador | Exponencial |
| 0,02 | 0,381 2 |
| Bomba de pulpa Cuba | Exponencial |
| 0,02 | 0,381 2 |
| Bomba de pulpa a máquina | Exponencial |
| 0,02 | 0,381 2 |
| Motores de la Formadora | Exponencial |
| 0,04 | 0,617 1 |
| Preprensa | Exponencial |
| 0,183 | 0,987 6 |
| Prensa de vapor | Exponencial |
| 0,02 | 0,381 2 |
| Compresor aire | Exponencial | 0,635 8 | 0,004 7 | 0,635 8 |
Tabla 3
Datos para el cálculo de la fiabilidad en la planta de cogeneración
| Equipos | Función de distribución | Probabilidad de trabajo |
| Soplador | Exponencial | 0,667 1 |
| Bomba de agua a domo | Exponencial | 0,605 4 |
| Caldera | Exponencial | 0,644 6 |
| Turbo | Exponencial | 0,683 6 |
En la tabla 4 se muestran los resultados de la fiabilidad para cada planta. Se puede observar como la mayoría de los valores son inferiores al 90 %, solo la planta de cogeneración muestra valores por encima. En las plantas que se encuentran paralizadas, la fiabilidad se ve afectada por el estado técnico de los equipos, la depreciación y la vida útil de la instalación.
Tabla 4
Resultados de la fiabilidad para las plantas en el sistema actual
| Plantas | Fiabilidad |
| Planta de furfural | 72,04 |
| Planta de tableros | 88,28 |
| Planta de cogeneración | 92,64 |
Estas plantas tienen implicados sistemas auxiliares con varios elementos móviles, como bombas, motores, transportadores de bagazo, los cuales tienen mayores probabilidades de fallos en el proceso operacional.
La fiabilidad está estrechamente vinculada con la disponibilidad de la instalación, disminuyendo también la capacidad de producción de la planta.
Determinación de la fiabilidad con reconversión
Dado las potencialidades de desarrollo de los productos obtenidos a partir del fraccionamiento de la biomasa y las instalaciones existentes en la empresa azucarera objeto de estudio, se propone la integración de las producciones con la incorporación de la tecnología de obtención de etanol a partir de bagazo a partir de reconversiones en las plantas de furfural, tableros y etanol.
La propuesta de reconversión centra el análisis en la etapa de hidrólisis ácida del bagazo hacia la obtención de furfural y el aprovechamiento del sólido residual en la etapa de hidrólisis enzimática con la obtención de un licor hidrolizado rico en azúcares fermentables a incorporar en la etapa de fermentación. El sólido residual de la hidrólisis enzimática se incorporaría a la etapa de maceración de la producción de tableros, disminuyendo la carga ambiental en el proceso.
A continuación en la figura 3 se muestra el diagrama de fiabilidad del sistema para la propuesta de reconversión.
El diagrama varía cuando se compara con el sistema actual figura 2 debido a la adaptación de la propuesta de reconversión, que define el digestor como centro del sistema, seguido de la operación en paralelo de las plantas de furfural y etanol, así como la planta de tableros con el aprovechamiento de los residuales de dichas producciones.

Fig. 3 Diagrama de fiabilidad de las plantas en el sistema reconvertido.
Siendo: D (digestor de hidrólisis acida del bagazo), F (planta de furfural), Et (planta de etanol de bagazo),
T (planta de tableros), Co (planta de cogeneración)
En la tabla 5, se muestra la estimación de la probabilidad de fallos en la planta de etanol y los nuevos equipos a incorporar para la producción de etanol de bagazo.
Tabla 5
Datos para el cálculo de la fiabilidad en la planta de etanol y de los nuevos equipos
| Equipos | Función de distribución | Probabilidad de trabajo | Tasa de falla | Proba-bilidad |
| Bomba de batición | Exponencial | 0,644 6 |
| 0,644 6 |
| Intercambiador de calor | Exponencial | 0,974 5 |
| 0,974 5 |
| Columna destiladora | Exponencial | 0,617 1 |
| 0,617 1 |
| Columna rectificadora | Weibull | 0,796 2 |
| 0,796 2 |
| Condensador | Exponencial | 0,974 5 |
| 0,974 5 |
| Filtro | Exponencial |
| 0,018 3 | 0,355 4 |
| Bomba de líquido residual | Exponencial | 0,633 4 | 0,003 | 0,633 4 |
| Estera | Exponencial | 0,617 1 | 0,000 1 | 0,617 1 |
| Digestor de hidrólisis enzimática | Exponencial | 0,633 4 | 0,000 3 | 0,633 4 |
| Bomba de liquido | Exponencial | 0,633 4 | 0,000 3 | 0,633 4 |
En la tabla 6 se muestran los resultados de la fiabilidad de las plantas y el sistema reconvertido e integrado.
Tabla 6
Fiabilidad de las plantas y del sistema reconvertido e integrado
| Plantas | Fiabilidad |
| RB+Estera | 39,19 |
| Digestor paralelo | 86,96 |
| Planta de furfural | 77,90 |
| Planta de etanol | 87,85 |
| Planta de tableros | 88,29 |
| Planta de cogeneración | 92,64 |
| Sistema reconvertido | 79,87 |
Como resultado se observan bajos valores de fiabilidad en los equipos y las plantas por separado, siendo más sensibles a disminuciones de la fiabilidad, la planta de furfural y etanol debido a la adaptación de la propuesta de reconversión, la disposición de equipos a utilizar en ambas producciones y que se incremente las probabilidades de fallos de los equipos. La fiabilidad del sistema reconvertido es del 79,87 %.
Para la adaptación de la propuesta, resulta importante incrementar la fiabilidad del sistema reconvertido e integrado.
Uno de los métodos más usados para aumentar la fiabilidad es la redundancia en paralelo, es decir, donde sólo debe operar una unidad, colocar varias que reduzcan el fallo y utilizar esquemas que utilicen almacenamientos intermedios.
Las redundancias implican costos de inversión de equipos, por lo que es recomendable comenzar con equipos menos costosos e ir incrementado en la medida de las posibilidades técnico-económicas de cada instalación (Shooman, 1967; Rosa, 1996; Catá, 2006; Todinov, 2005).
El flujo puede dividirse en dos subsistemas, productores y consumidores divididos por el almacén. El almacén sirve de redundancia para la compensación de fallos de productores y consumidores.
En la figura 4 se muestra el diagrama de fiabilidad del sistema reconvertido e integrado con almacenamientos intermedios y redundancias.

Fig. 4 Diagrama de fiabilidad del sistema reconvertido e integrado con almacenamiento intermedio.
A1,2,3, (almacenamientos intermedios en las plantas de furfural y etanol), A4 (almacenamiento intermedio para la planta de tableros), A5 (almacenamiento inicial)
En las plantas de furfural y etanol de bagazo, se proponen redundancias en los nuevos equipos de bombeo de residuales de líquido acoplados en paralelo y en los tanques de líquido los cuales implican menor costo de inversión en el sistema.
Se proponen almacenamientos intermedios en los esquemas de fiabilidad de cada planta, así como en el sistema integrado. Los almacenamientos se consideran con fiabilidad del 100 %. Ver a continuación la tabla 7.
Tabla 7
Fiabilidad de las plantas y del sistema reconvertido e integrado
con redundancias y almacenamiento intermedios
| Plantas | Fiabilidad |
| RB+Estera | 39,20 |
| Digestor paralelo | 86,96 |
| Planta de furfural | 83,76 |
| Planta de etanol | 88,29 |
| Planta de tableros | 88,28 |
| Planta de cogeneración | 92,64 |
| A3 | 1 |
| A4 | 1 |
| A5 | 1 |
| Sistema reconvertido | 89,15 |
La fiabilidad de las plantas de furfural y etanol se incrementa de un 77,9 % a un 83,76 % y de un 87,85 a un 88,29 % respectivamente. La fiabilidad del sistema reconvertido e integrado, con la utilización de redundancias y almacenamientos intermedios se incrementa de un 79,87 % a un 89,15 %.
CONCLUSIONES
La fiabilidad de las plantas en producción conjunta de etanol, furfural, tableros y electricidad a partir de bagazo en la empresa diversificada estudiada, sin y con la propuesta de reconversión ofrece valores por debajo del 90%. Los resultados se ven influenciados fundamentalmente: por el estado técnico de los equipos, la depreciación en el tiempo producto de las plantas que se encuentran paralizadas y la disminución de su vida útil, así como de la probabilidad de fallos, lo cual incide en la disponibilidad y disminución de las capacidades de producción de esta industria con respecto a las capacidades instaladas.
Si bien, el impacto de la propuesta de reconversión en la fiabilidad de las plantas implicaría costos de inversión en equipos de bombeo y almacenamientos intermedios, la reanimación y reconversión de estas plantas hacia el rescate de nuevas producciones con la utilización del equipamiento existente y las capacidades instaladas, permitirá una sostenibilidad en el mercado con productos líderes como el azúcar, el etanol, el furfural, tableros y una recuperación financiera de esta empresa.
La evaluación de la fiabilidad de las plantas sin y con la propuesta de reconversión se ve influenciada fundamentalmente por el estado técnico de los equipos, la probabilidad de fallos, lo cual incide en la disponibilidad y disminución de las capacidades de producción con respecto a las capacidades instaladas.
El impacto de la propuesta de reconversión en la fiabilidad de las plantas implica costos de inversión en equipos de bombeo y almacenamientos intermedios.
La reanimación y reconversión de estas plantas hacia el rescate de nuevas producciones con la utilización del equipamiento existente y las capacidades instaladas, permitirá una sostenibilidad en el mercado con productos líderes como el azúcar, el etanol, el furfural, tableros y una recuperación financiera de la empresa.
BIBLIOGRAFIA
1. ABAURREA, Jesús, CEBRIÁN, Ana Carmen. "Fiabilidad y análisis de supervivencia", Universidad de Zaragoza, 2004, pp. 12-36.
2. CATÁ, Yenlys, "Metodología para la consideración de la incertidumbre en la integración de procesos en la industria azucarera y sus derivados". Tesis presentada en opción al Grado Científico de Doctor en Ciencias Técnicas, Especialidad Ingeniería Química en la Universidad Central Marta Abreu de Las Villas, Cuba, 2006.
3. CAMPBELL, John. "The Reliability Hand Book, Plant Engineering and Maintenance". A Clifford/Elliot Publication, Vol. 23, núm. 6, 1999, pp. 39-43.
4. DE LA CRUZ, Maria de Lourdes. "Estrategia de modificación de las facilidades auxiliares para la reconversión de la industria química". Tesis presentada en opción al Grado Científico de Doctor en Ciencias Técnicas, Especialidad Ingeniería Química en la Universidad de Camagüey, Cuba, 2010.
5. HIMMENBLAU, David Mautne. "Fault detection and diagnosis in Chemical and petrochemical process". 1978, pp. 18-30.
6. MORALES, Marlén. "Estrategia para la reconversión de una industria integrada de azúcar y derivados para la producción de etanol y coproductos a partir del bagazo". Tesis presentada en opción al Grado Científico de Doctor en Ciencias Técnicas, Especialidad Ingeniería Química en la Universidad Central Marta Abreu de Las Villas, Cuba, 2012.
7. ROSA, Elena. "Análisis de alternativas de inversión en la industria química considerando la fiabilidad de los equipos". Tesis presentada en opción al Grado Científico de Doctor en Ciencias Técnicas, Especialidad Ingeniería Química en la Universidad Central Marta Abreu de Las Villas, Cuba, 1996.
8. TODINOV, Michael. "Reliability and risk models setting reliability requirements". John Wiley & Sons Ltd, England, 2005, pp. 30-50.
9. YAÑEZ, Medardo; JOGLAR, Francisco; MODARRES, Mohammad. "Generalized Renewal Process for Analysis of Repairable Systems with Limited failure experience". Reliability Engineering and System Safety Analysis Journal, Vol. 77, 2002, pp. 167-180.
Recibido: Septiembre 2016
Aprobado: Diciembre 2016
Dra. Marlén Morales-Zamora. Departamento de Ingeniería Química. Facultad de Química y Farmacia Universidad Central Marta Abreu de Las Villas. marlenm@uclv.edu.cu

