










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.38 no.3 Santiago de Cuba set.-dic. 2018
ARTICULO ORIGINAL
Nuevo sistema tecnológico para producción artesanal de queso fresco con máximo aprovechamiento de componentes de la leche
New technological system for artisanal production of fresh cheese with maximal recovering of the milk components
Dr.C. Nelson Ramiro Villegas-Soto 1 , Dr.C. Aldo Hernández-Monzón 2 , Dr.C. Julio Antonio Díaz-Abreu 2
1 Empresa TECNOLAC., Riobamba, Ecuador.2 Instituto de Farmacia y Alimentos. Universidad de La Habana, Cuba. Email: nrvillegas70@hotmail.com
Resumen
El objetivo fue diseñar un nuevo sistema tecnológico integrado y estandarizado para producción artesanal de queso fresco enzimático y una bebida fermentada de suero, con máximo aprovechamiento de los componentes de la leche y evaluando sus impactos técnicos y económicos . Se partió de investigar las queserías artesanales en una zona de los andes ecuatorianos y de optimizar la pasteurización de la leche y la firmeza de la cuajada, medida con un penetrómetro sencillo, al momento de corte. Sistema es un conjunto de partes/procesos componentes que transforman entradas en salidas, logrando eficientemente una meta. Este diseño se conformó con los prerrequisitos generales de entrada al sistema, dos sub-sistemas productivos ( el queso, c on ocho procesos unitarios y la bebida de suero, con cinco) interconectados sistémicamente y caracterizados todos operando en las condiciones más apropiadas, con los parámetros óptimos determinados; se logra integralidad garantizando, con ambos productos, un máximo recobrado de componentes de leche. Fue comprobado mediante dos pruebas artesanal-comerciales resultantes en rendimientos queseros del 12,40 %, eficiencia integral máxima del 91,0 % de aprovechamiento de sólidos totales de la leche y mínimos desechos contaminantes ambientales al 15 % de lo actual. El nuevo sistema se completa con las especificaciones de salida, incluyendo el almacenaje (2 a 7 ºC) de ambos productos aptos para el consumo hasta 21 y 28 días respectivamente. El balance financiero del sistema probado fue muy positivo, con elevado margen de utilidad integrado del 21,62 % y efectividad económica 17 veces superior al ingreso percibido actualmente en una quesería.
Palabras clave: sistema tecnológico, aprovechamiento de componentes de leche, producción artesanal quesera, bebida fermentada de suero, efectividad técnica y económica.
Abstract
The objective was to design a new integrated and standardized technological system for artisanal production of enzymatic fresh cheese and a fermented whey beverage, with maximal recovering of milk components and evaluating its technical and economic impacts. The basis is a previous research of artisanal cheese dairies in an Ecuadorian Andes Mountains zone and also the optimization of milk pasteurization and of the curd firmness, measured with a simple penetrometer, at the cutting moment. System is a group of components (parts/processes) witch transforms "entrances" in "exits", achieving a goal efficiently. This design was conformed with the "entrance" general requirements to the system, two productive sub-systems (the cheese one, with eight unitary processes and the whey drink one, with five) systemically interconnected and all characterized operating at the most appropriate conditions, with the optimal parameters; the integrality is achieved guaranteeing, with both products, a maximum recovering of milk components. It was proved by means of two artisanal-commercial tests resulting in cheese yields of 12.40%, maximum integral efficiency of 91.0% of the milk total solids recovering and minimum environmental polluting waste at 15% of the current ones. The new system is completed with the "exit" specifications, including the storage (2 to 7ºC) of both products able for the consumption until 21 and 28 days respectively. The financial balance of the tested system was very positive, with high integrated utility margin at 21.62% and economic effectiveness 17 times superior to the perceived incomes in a cheese dairy at the moment.
Key words: technological system, milk components recovering, artisanal cheese making, fermented beverage of whey, technical and economical effectiveness
INTRODUCCION
El enfoque sistémico en la investigación agropecuaria se considera, por muchos autores, que fue introducido como consecuencia de la revolución verde en el ámbito de los pequeños productores. Se puede definir a un sistema como un grupo de áreas o procesos componentes que pueden funcionar recíprocamente para lograr un propósito común; son capaces de reaccionar juntos al ser estimulados por influencias externas. L os sistemas constituyen mecanismos para racionalizar y organizar el trabajo, posibilitando la coordinación del mismo entre distintas áreas y proporcionando las técnicas y metodologías adecuadas para la óptima utilización de los recursos disponibles [1][2] Cuando un sistema está basado en procesos, se enfatiza la importancia de considerar los mismos en términos que aporten valor y para obtener resultados en el desempeño y la eficacia empresarial. Un proceso es un conjunto de actividades mutuamente relacionadas o que interactúan entre sí, transformando elementos de entrada en resultados [3] . Los sistemas de funcionamiento elevado o superior recopilan retro-alimentación para incrementar la eficiencia [4] .
Lograr un sistema integrado es, por definición, formar un todo de las partes o sub-sistemas; no es una colección aleatoria de elementos componentes y procedimientos, sino un conjunto integral de procesos interconectados, para lograr los objetivos previstos [5][6] [ 7[8] . Se conocen numerosos y diversos tipos de sistemas: políticos y sociales, educativos, financiero s, tecnológicos, de gestión empresarial y otros; para la investigación científico-técnica el mayor interés está en los sistemas tecnológicos o de producción, que constituyen el proceso completo logrado al diseñar o crear herramientas, operaciones o equipos, así como el resultado de su uso [9]. En Ecuador se investigaron Sistemas de Producción Lechera, identificando limitaciones, potencialidades e interacciones que determinan su productividad y sostenibilidad [2] . En México la producción agropecuaria se realiza en diversas condiciones agroecológicas, socioeconómicas y tecnológicas; ejemplo, para la obtención de leche y del queso tipo añejo mediante sistemas, en que al diversificar y tipificar el sistema generó una fuente importante de alimentos e ingresos económicos para el sostén y desarrollo de las unidades productivas [10] [ 11][12] .
En tecnología quesera la estimación del rendimiento tiene gran importancia para establecer una relación entre la composición de la leche y la eficiencia de su conversión en queso; regular ese indicador es quizás la mejor medida para controlar la eficiencia productiva en una planta quesera. El rendimiento quesero se favorece con incrementos de grasa y proteínas en la leche, pero l a firmeza de la cuajada es uno de los principales factores que pueden afectar significativamente el indicador, más marcado si el contenido de grasa en la leche.es bajo [26] [ 27][28] . L os quesos criollos o caseros, como el tipo campesino en Colombia, son una tradición transmitida familiarmente en forma oral y se elaboran con leche entera cruda; e n la producción artesanal de ese queso blanco colombiano se han reportado rendimientos medios entre 11,62 y 13,0 %, ajustado a 55 % de humedad [29][ 30].
Otro indicador para evaluar la eficiencia tecnológica en quesería es el aprovechamiento o recobrado de componentes de la leche (sólidos totales, caseína y grasa), teniendo en cuenta la masa de leche utilizada y su proporción en esos componentes; asimismo, considerando la cantidad de queso obtenido y su composición específica. La relación se establece entre la cantidad de componentes, expresada en porcentaje, representando el recobrado de los mismos, independiente del contenido de humedad del queso, así como de la calidad de la leche [31][32] . Se ha planteado que el aprovechamiento de componentes de la leche en quesería debe ser el óptimo práctico y no exactamente el máximo teórico, ya que eso depende de los métodos de elaboración empleados; como ejemplo [31] reportó que los aprovechamientos medios de caseína en quesos madurados (Holandés y Cheddar) pueden alcanzar valores de hasta el 100 %, mientras que en grasa pueden sobrepasar el 90 %. La relación grasa/caseína en la leche, la firmeza de la cuajada al momento de corte y el tratamiento mecánico para el desuerado de la cuajada, son factores influyentes en el aprovechamiento de componentes de la leche; particularmente una buena firmeza de la cuajada en el momento de corte se correlaciona positivamente con buenos resultados de eficiencia tecnológica y calidad quesera [27][33] [ 34] El suero lácteo es el coproducto más abundante de la industria láctea, que resulta después de la elaboración quesera y representa del 85 al 90 % del volumen de la leche, con retención aproximada del 55 % de sus nutrientes; estos le aportan un alto valor nutritivo, sin embargo en Ecuador no existe tradición de su aprovechamiento en la alimentación humana y mayormente se desecha. Entre los productos alimenticios más aceptados que emergen del suero, debido a sus bajos costos de producción, calidad nutricional y aceptable sabor, se encuentran las bebidas refrescantes al mezclarlo con jugos frescos de frutas y también las bebidas fermentadas con algún sabor natural e ingredientes dietéticos o prebióticos [35] [ 36][37] [ 38] . Si además se emplean cultivos probióticos, como son las especies de Lactobacillus y Bifidobacterium, al consumirse en cantidad suficiente estos pueden modular la microbiota intestinal y ejercer efectos positivos en la salud, más allá de la nutrición tradicional [39] [40] [ 41] . El lactosuero es, también, uno de los residuos más contaminantes de la industria alimentaria, con elevados índices de DBO (40 g/L) y de DQO (60 g/L), lo que motiva a que se busquen opciones para no desecharlo y disminuir la contaminación al ambiente [32] [ 42] .El objetivo del presente trabajo fue diseñar un nuevo sistema tecnológico integrado y estandarizado para la producción artesanal de queso fresco enzimático y de una bebida fermentada de suero, con máximo aprovechamiento de los componentes de la leche, evaluando sus impactos técnicos y económicos en queserías artesanales.
MATERIALES Y MÉTODOS
En el diseño y la conformación del nuevo sistema tecnológico se tuvieron en cuenta los resultados de la optimización de los parámetros de elaboración determinados y comprobados a partir de la experimentación, sobre el tratamiento térmico de la leche y para la firmeza de la cuajada quesera en el momento de corte, empleando el método sencillo penetrométrico; y también la mejor formulación de una bebida fermentada de suero, con cultivo probiótico y adición de avena molida [43].
Las pruebas de producción experimental y las evaluaciones de comprobación del nuevo sistema tecnológico integral diseñado se realizaron en dos queseras artesanales seleccionadas en el cantón Chambo, Provincia Chimborazo-Ecuador . En las pruebas de elaboración quesera se utilizaron 500 L de leche y los quesos obtenidos fueron envasados en bolsas de polietileno y almacenados a temperatura de 4 a 7 o C; del suero recuperado de las pruebas de producción de quesos de cada una de las queseras artesanales seleccionadas se procesaron 100 L del suero para la elaboración de la bebida fermentada. Se procedió al envasado de esta en botellas plásticas (PET) de 500 mL, al alcanzarse la acidez final, de 0,55 a 0,60 % de ácido láctico, se enfriaron y almacenaron a temperatura de 4 a 7 o C.
Para calcular el aprovechamiento integral de los sólidos totales en el Sistema se utilizó la expresión de cálculo (1) reportada por primera vez por [44] , para lo cual se midió exactamente el volumen de leche utilizada en cada producción, la masa total de quesos obtenidos y el volumen de suero recuperado para la bebida fermentada.

donde:
EST integral :Aprovechamiento integral de sólidos totales (%)
Mq: masa de queso (kg)
Ms; Masa de suero recuperado (kg)
Ml: masa de leche (kg)
S Tq- Sólidos totales en el queso (%)
S Ts- Sólidos totales en el suero (%)
S Tl- Sólidos totales en la leche (%)
Las masas de leche y de suero fueron estimadas a partir de las respectivas densidades.
En la leche procesada se controlaron los indicadores: densidad, grasa [45] ; densidad [46] ; sólidos totales [47] y proteína [48] . El contenido de caseína se estimó a partir del de proteínas, mediante el factor de 0,78. En el proceso de coagulación se controló la firmeza óptima para el corte de la cuajada mediante el grado de penetración (hp) de 2,1 ± 0,1 cm [49] , empleando el penetrómetro de ángulo plano [50] . Los análisis realizados al queso terminado fueron: humedad [51] ; grasa [52] y proteína, por el método Kjeldhal [48] . En el suero recuperado se midió: densidad, sólidos totales y acidez haciendo uso de los mismos métodos de control en leche.
Para el tratamiento estadístico de los resultados se empleó el programa Statgraphics Centurion [53] .
La eficiencia económica del Sistema se evaluó mediante cálculos de costos totales y balance económico general-integral, tomando como base una producción comercial de 500 L de leche procesada, y teniendo en cuenta el costo unitario de producción de cada producto y su correspondiente precio de venta por unidad, con una posible rentabilidad neta esperada no menor del 15 %.
RESULTADOS Y DISCUSIÓN
Conformación del nuevo sistema tecnológico
La concepción del nuevo sistema tecnológico consistió en realizar y controlar de forma integrada y estandarizada, con eficacia y eficiencia en las condiciones más apropiadas, los procesos de producción quesera y procesamiento de suero interconectados de forma integral y sistémica, para lograr el máximo aprovechamiento de los componentes de la leche y el mínimo de desechos al entorno ( Figura 1).
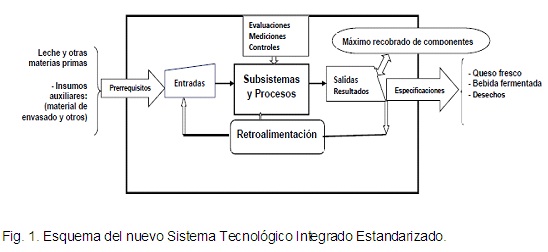
La integralidad de este sistema tecnológico se logra mediante la meta conjunta de cada sub-sistema y proceso unitario, de garantizar un máximo aprovechamiento de los componentes de la leche en los productos finales, contemplando la elaboración de una bebida fermentada de suero, con enfoque de tecnologías más limpias.
Partes componentes del sistema tecnológico de producción
I- Prerrequisitos de entrada al Sistema
Se precisan los requerimientos de aptitud quesera, composición y calidad higiénica de la leche a recibir, incluyendo ausencia de mastitis y que cumpla en general con lo establecido en las normas; asimismo s obre el resto de los insumos al Sistema [54] .
II- Q. Sub-sistema de elaboración del queso fresco
Este consta de ocho procesos unitarios; los más determinantes son:
QA – Tratamiento primario y térmico de la leche.
- No se estandariza; es leche entera, con toda su grasa (alrededor de 3,5 a 3,9 %).
- Pasteurizar calentando hasta la temperatura óptima, Tp = 66 a 67 ºC y mantenerla un tiempo de retención de 15 a 20 min, según la calidad higiénico-sanitaria de la leche [49] .
- Refrescar de 36 a 37 ºC, adicionando cloruro de calcio (40 g/100 L leche).
- Adicionar el cultivo y esperar unos minutos, hasta alcanzar acidez entre 0,15 a 0,16 % de ácido láctico.
QB – Coagulación de la leche
• Adicionar el cuajo (10 mL para 100 L de leche), a temperatura no menor de 35 ºC y agitando de 1 a 2 min antes de dejar en reposo, para la coagulación.
• Controlar la firmeza de la cuajada, empleando el método instrumental penetrométrico y, mediante el grado de penetración del vástago de medición del instrumento, decidir el momento de inicio del corte (fin de la coagulación) cuando alcance el valor óptimo de la firmeza de la cuajada en este tipo de queso, con un valor de penetración (hp) de 2,1 ± 0,1 cm [49] . Las características generales del penetrómetro portátil de ángulo plano, así como el procedimiento de determinación del parámetro para decidir el inicio del corte, están descritos en la norma ramal [50] de la industria alimentaria cubana.
QD – Almacenaje del suero
• Recolectar el suero, obtenido en la producción de queso, en un tanque sanitario de doble pared. De la cantidad de suero teóricamente disponible se empleará el 85 % realmente útil para la bebida fermentada.
• Almacenar y conservar mientras se termina con la producción de queso; se sugiere una acidez titulable máxima de 0,13 %.
III-B. Sub -sistema de elaboración de la bebida fermentada de suero
Este consta de cinco procesos unitarios; los más determinantes son:
BA - Pasteurización del suero y adiciones
- Adicionar, antes del tratamiento térmico, el azúcar refinado (8 %), el estabilizador carboximetilcelulosa (0,12 %) y la avena molida comercial remolinada (7,6 g/L).
- Pasteurizar el suero mezclado a 75 ± 1 o C con 15 min de retención, en el propio tanque sanitario de doble pared.
- Refrescar la mezcla de suero con aditivos hasta unos 50 o C.
BC - Inoculación de cultivos y fermentación
- Atemperar la mezcla estandarizada y aromatizada hasta temperatura de 42 a 45 o C, requerida para la adición de los cultivos.
- Inocular el cultivo mixto de las cepas probióticas de L. acidophilus y L. casei en relación 1:1, equivalente a una dosis de 3,5 % de cultivo líquido para la cantidad de bebida fermentada a producir.
- Fermentar la mezcla del suero con los aditivos, manteniendo la temperatura de 42 a 45 o C durante aproximadamente 2,5 a 3,0 h, hasta alcanzar una acidez de 0,50 a 0,60 % de ácido láctico.
- Enfriar el producto a temperatura de aproximadamente 15 o C para finalizar la fermentación.
IV- Especificaciones de salida del sistema
Se precisan las especificaciones cualitativas y cuantitativas a cumplir por los productos a comercializar.
Q) Queso fresco terminado
Indicadores de eficiencia tecnológica: Rendimiento 12,40 a 12,60 %; Aprovechamientos respecto a la leche: de sólidos totales 45,98 a 48,00 %.
Composición media: Humedad 53,28 ± 0,55 %; g rasa 24,00 ± 1,30 % (Ges de 40,46 a 43,84 %); cloruro de sodio 2,00 ± 0,01%. proteínas totales 19,77 ± 0,60 % [44] .
Estabilidad y calidad: Apto para el consumo hasta los 21 días de producido, mantenido a temperatura de 4 a 7 ºC, con calidad sanitaria muy buena. En lo sensorial, su masa se caracteriza por ser lisa, sin presencia de ojos, firme al corte, con olor y sabor a cuajada de queso fresco y de cremosidad moderada [44] .
B) Bebida fermentada de suero con avena
Composición y características nutricionales: Sólidos totales 17,09 ± 0,11 %; densidad 1,034 (kg/L); grasa 0,32 ± 0,03 %; ácido láctico 0,57 ± 0,02 %; proteínas 1,20 ± 0,15 %; lactosa 4,40 ± 0,05 %; fibra dietética 1,84 ± 0,02; carbohidratos (estimados) 13,94 %; sodio 67,3 mg % (55) .
Estabilidad y calidad: Apta para el consumo hasta los 28 días después de producida, si se mantiene a temperatura de 4 a 7 ºC; con calidad sanitaria y viabilidad de microorganismos probióticos según el mínimo terapéutico (10 6 ufc/mL) [43].
Características sensoriales: presencia y ligera separación de partículas de avena, con homogeneidad moderada; apariencia lechosa típica; sabor y olor a guanábana, con nota ácida y dulce típica de productos lácteos fermentados [55] .
Aprovechamiento integral de los sólidos totales de la leche
En la Tabla 1 se presentan los resultados del balance de masa en sólidos totales de las dos pruebas realizadas en las queseras artesanales y para las partes del sistema integrado estandarizado, según se aplicó en Chimborazo-Ecuador.
A partir de esos datos se determinó el aprovechamiento integral de los sólidos totales de la leche entrante al Sistema, que fue del 91,0 %. Esto constituye un resultado excelente y novedoso, no reportado en ningún estudio de eficiencia tecnológica para queseras artesanales.
Tabla 1. Balance de sólidos totales y aprovechamiento integral en el sistema (n = 2)
| Componentes del sistema | Masa total (kg) | Contenido de sólidos (%) | Masa de sólidos totales (kg) | Aprovechamiento integral de ST (%) |
| Leche (entrada) | 516,3 | 12,47 | 64,4 |
|
| Queso (salida) | 65,1 | 46,7 | 30,7 | |
| Suero (salida), para bebida | 391
| 7,15 | 27,9
| |
|
| 91,0 | |||
Evaluación del impacto económico del nuevo sistema tecnológico
La Tabla 2 presenta en forma resumida el balance económico general de todo el Sistema Tecnológico, incluyendo tanto la producción del queso, como la de bebida fermentada de suero.
Tabla 2. Análisis económico general del nuevo Sistema tecnológico Integrado Estandarizado
| Indicador anual | Queso artesanal (USD) | Bebida de suero (USD) | Total del sistema (USD) |
| Costo de elaboración | 71.748,00 | 82.662,77 | 154.410,77 |
| Salarios (1 productor) | 5 847,56 | - | 5 847,56 |
| Servicios básicos | 629,88 | 226,80 | 856,68 |
| Combustible | 561,60 | 633,60 | 1 195,20 |
| Amortización de inversión | 60,00 | 2 880,00 | 2 940,00 |
| Costo total anual | 78 847,04 | 86 403,17 | 165 250,21 |
| Costo /unidad de producto | 1,70 | 0,38 | - |
| Unidades vendidas/día | 129 | 814 | - |
| Precio/unidad de producto | 2,00 | 0,40 | - |
| Venta total diaria de unidades | 258,00 | 327,69 | - |
| Venta total anual | 92 880,00 | 117 969,31 | 210 849,31 |
| Utilidad anual (USD) | 14 032,96 | 31 566,14 | 45 599,10 |
| Margen de utilidad (%) | 15,11 | 26,76 | 21,62 |
Se comprobó que el margen integral de utilidades del sistema fue del 21,62 %, que indudablemente es muy significativo y que conlleva a que se ingresen 45 599 USD de utilidad neta por año, en cada quesera artesanal que lo adopte o aplique en Chimborazo-Ecuador. Al comparar con los ingresos percibidos actualmente, produciendo solamente quesos y con la tecnología tradicional de bajo rendimiento y poco aprovechamiento de los componentes de la leche [56] , se obtuvo que la efectividad económica fue 17 veces superior con el nuevo Sistema Integrado Estandarizado, respecto a la tecnología actual de producción.
El nuevo Sistema Tecnológico puede ser aplicado para producciones artesanales de queso fresco enzimático en condiciones similares a las de esta investigación logrando una mejor rentabilidad y competitividad en la producción de queso.
CONCLUSIONES
• El nuevo sistema tecnológico diseñado se conformó con dos subsistemas de producción, los requisitos de entrada y las especificaciones de sus respectivas salidas; se completó con las características de todos los procesos unitarios en cada subsistemas, con los parámetros óptimos para un máximo aprovechamiento integral de los sólidos totales de la leche del 91,0 % y desechos de solo un 15 % del suero producido, para un enfoque de tecnología más limpia.
• La evaluación económica para una quesera artesanal con el nuevo Sistema Tecnológico Integrado Estandarizado representó una utilidad anual integrada de 45 600 USD, con margen de utilidad del 21,6 % y constituyendo una efectividad económica muy significativa, que fue 17 veces superior a los ingresos percibidos actualmente en las queseras donde se probó.
• El queso fresco y la bebida fermentada de suero con avena, elaborados bajo las condiciones del nuevo Sistema diseñado, mantuvieron calidad sanitaria y sensorial satisfactoria hasta los 21 y 28 días de almacenamiento respectivamente.
Bibliografía
1. GROS, J. Introducción a los sistemas de gestión: La gestión integrada. EOI América, 2005.
2. REQUELME, N. et al . Caracterización de sistemas de producción lechera de Ecuador. Rev. La Granja. 2012, vol. 15, num 1, p. 55-69.
3. GALÁN, M . Ciencias Empresariales. Madrid: Serviguide AENOR, 2006.
4. DALLASTOWN . www.dallastown.net/Page/1760. [En línea] 2015. [referencia 23 de octubre de 2016]
5. MADRIGAL, J. Sistemas de gestión integrados ¿mito o realidad? . Normalización . 2001, vol. 1, p. 12 – 16.
6. HOYLE, D . et al . Del aseguramiento a la gestión de la calidad: el enfoque basado en procesos. Madrid: AENOR, 2002.
7. OFICINA NACIONAL DE NORMALIZACIÓN. Sistemas de Gestión de La Calidad. Requisitos. NC-ISO -9001 . La Habana. 2015.
8. INTERNACIONAL STANDARIZATION ORGANIZATION. Sistemas de Gestión medioambiental. ISO-14001. UNEEN. 2015.
9. TECHNOLOGY IN THE SYSTEM . technology.tki.org.nz. [En línea] 2015. [referencia 23 de octubre de 2016]
10. SÁNCHEZ, B. et al . Evaluación del entorno para la innovación tecnológica en Zacatecas: identificación de las cadenas productivas relevantes . Campo Experimental Zacatecas. 2010. vol. Publicación especial, num 18.
11. ARIAS, L., et a l . Tipología de los sistemas de lechería familiar en los altos de Jalisco México. En: FLORES, N. Reunión Internacional Conjunta de Producción Animal . Zacatecas, 2012, p. 16-21.
12. SÁNCHEZ, G. et al . Tipificación de un sistema integral de lechería familiar en Zacatecas, México . Rev Mex Ciencias Pecuarias . 2015, vol. 6, num. 3, p. 349-359.
13. BOUCHER, F. et al . La concentración de las queserías rurales de Cajamarca: retos y dificultades de una estrategia colectiva de activación . Agroalimentaria. 2005, vol. 21, p. 13-27.
14. TRICHOPOULOU, A. Traditional Foods: Why and How to Sustain Them . Trends in Food Science & Technology. 2006, vol. 17, p. 498-504.
15. CAYOT, N. Sensory Quality of Traditional Foods . Food Chemistry . 2007, vol. 102, num. 2, p. 445-453.
16. DOMÍNGUEZ-LÓPEZ, A . et al . Alimentos artesanales y tradicionales: el queso Oaxaca como caso de estudio del centro de México . Est. Sociales Hermosillo . 2011, vol. 19, num. 38 p. 166-193.
17. CASTAÑEDA, T. La concentración de agroindustrias rurales de producción de quesos en el noroeste del Estado de México: un estudio de caracterización . Estudios Sociales . 2009. vol. 17, num. 34, p. 74-109.
18. MAPA. Queijos artesanais tradicionalmente elaborados a partir de leite cru . Ministério da Agricultura, Pecuária e Abastecimento, Instrução normativa nº 30 do Ministério da Agricultura, Pecuária e Abastecimento. Brasil. 2013.
19 . FIL. Lechería Boletín de la Federación Internacional de Lechería . 2014, vol. 473, p. 99.
20. MAPA . Indústrias de pequeno porte. Instrução Normativa Nº 16 do Ministério da Agricultura, Pecuária e Abastecimento, Brasil. 2015.
21. VARGAS, M . Normalización del queso criollo . Ministerio de Asuntos Campesinos y Agropecuarios. Instituto Interamericano de Cooperación para la Agricultura. La Paz, 2005. p. 137-144.
22. VASEK, O. et al Producción artesanal de quesos; Sistema de transformación agroalimentario en la región correntina.En: Actas del IV Congreso Internacional de la Red SIAL . Mar del Plata, Argentina. 2008.
23. MARTÍNEZ, V. et al . Aplicación de buenas prácticas de manufactura en la producción de quesos frescos artesanales . Convención Internacional de Calidad . La Habana.2016
24. PARROTT, N. et al . Spatializing Quality: Regional Protection and th e Alternative Geography of Food. European Urban and Regional Studies . 2002, vol. 9, num. 3, p. 241-261.
25. CERVANTES, F. et al . Los quesos mexicanos genuinos (Necesidad de su rescate y revalorización). La leche y los quesos artesanales en México. Miguel Ángel Porrúa , 2012. p.123-142.
26 ALEANDRI, R. et al. Evaluation of milk for cheese production based on milk characteristics and Formagraph measures. J. Dairy Sci. 1989, vol. 72, p. 1967-1975.
27. WEDHOLM, A. et al . Effect of protein composition on the cheese-making properties of milk from individual dairy cows . J Dairy Sci . 2006, vol. 89, num. 9, p. 3296-3305.
28. ABD EL-GAWAD, M. et al . Cheese yield as affected by some parameters-Review . Acta Sci. Pol. Technol. Aliment . , 2011, vol. 10, num. 2, p. 131-153.
29. JARAMILLO, M. et al. La leche y su control. Medellín. Centro de Publicación. Universidad Nacional de Colombia. Sede Medellín, 1999. 157 p.
30. VÁSQUEZ, J. et al. Efecto del recuento de células somáticas sobre la aptitud quesera de la leche y la calidad físico química y sensorial del queso campesino . Rev. Fac. Med. Vet. Zoot . 2014, vol. 61, núm. 2, p. 171-185.
31. HERNÁNDEZ, Aldo . Desarrollo y aplicación de técnicas reológicas para la optimización y el control del proceso tecnológico en quesos semiduros . La Habana. Tesis doctoral. Instituto Politécnico José Antonio Echeverría, 1989.
32. INDA , Arturo . Optimización del rendimiento y Aseguramiento de Inocuidad en la Industria de Quesería. México: Organización de los Estados Americanos, 2000. 155 p.
33. DÍAZ ABREU , Julio Antonio. et al. Model for the Prediction of Curd Firmness and the Cutting Time in the Industrial Cheesemaking. En: Proceedings of the Eigth International Congress on Engineering and Food. Puebla: Technhomic Publishing Co, INC Lancaster Basel., 2001. vol. II, p. 1762-1766.
34. ANDREATTA, E . et al. " Composition, functional properties and sensory characteristics of Mozzarella cheese manufactured from different somatic cell counts in milk". Brasil Arch. Biol. Techn . 2009,vol. 52, núm. 5, p 1235-1242 .
35. MIRANDA, O. et al . Elaboración de una bebida fermentada a partir del suero de queso, características distintivas y control de calidad . Rev Cubana Aliment Nutr . 2007, vol. 17, p. 103-108.
36. LONDOÑO, M. et al. Utilización de suero de queso fresco en la elaboración de una bebida fermentada ccon cultivos probióticos . Ciencia y Tecnología de Alimentos . 2010, vol. 20, num. 2, p. 53-57.
37. SUÁREZ-SOLÍS, V . Tecnologías de procesamiento del suero de queso. La Habana: Instituto de Investigaciones para la Industria Alimentaria, 2011.
38 . ARAZO, M. et al . Elaboración de una bebida de lactosuero fermentada con cultivos probióticos . Ciencia y Tecnología de Alimentos . 2013, vol. 23 , num . 2, p. 68 - 71.
39. DE LAS CAJIGAS, A. et al . Prebióticos y probióticos una relación beneficiosa . Revista Cubana de Alimentación y Nutrición . 2002, vol. 16, num. 1,p. 63 - 68.
40. DIBAISE, J. et al . Impact of the gut microbiota on the development of obesity: Current concepts . Am J Gastroenterol . 2012, vol. 1,num.1,, págs. 22-27.
41. BUTEL, M-J. Probiotics, gut microbiota and health. Medecine Mal Infect . 2014, vol. 44,num. 1, p. 1-8.
42. GONZÁLEZ, M Aspectos medio ambientales asociados a los procesos de la industria láctea . Mundo Pecuario. 2012, vol. 1, num. 8, p. 16 -32.
43. VILLEGAS, R. et al . Desarrollo de una bebida fermentada con adición de avena a partir del lactosuero de queseras artesanales. Ciencia y Tecnología de Alimentos . 2015, vol. 25, num. 3, p. 56-61.
44. VILLEGAS, N. Diseño de un sistema tecnológico integrado y estandarizado para producir queso fresco artesanal con máximo aprovechamiento de componenetes de la leche. Tesis doctoral. Instituto de Farmacia y Alimentos. Universidad de La Habana, 2017.
45. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Leche. Determinación del contenido de grasa. NT-INEN-0012. Quito. 1973.
46 INSTITUTO ECUATORIANO DE NORMALIZACIÓN . Leche. Determinación de la densidad relativa . NTE-INEN-0011 . Quito.1984.
47. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Leche. Determinación de sólidos totales y cenizas. NT-INEN-0014 . Quito. 1984.
48. INSTITUTO ECUATORIANO DE NORMALIZACIÓN . Leche.Determinación de proteínas. NT-INEN-0016 . Quito. 1984.
49. VILLEGAS-SOTO, Nelson R. et al . Optimización de pasteurización de la leche y momento de corte de la cuajada para queso fresco enzimático artesanal . RTQ [online]. 2018, vol.38, n.2 [citado 2018-05-05], pp. 386-397. Disponible en: <http://scielo.sld.cu/scielo.
50. MINISTERIO DE LA INDUSTRIA ALIMENTICIA . Método instrumental para determinar la firmeza de la cuajada para su elaboración. NRIAL-027 . La Habana 1990.
51 INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Quesos determinación del contenido de humedad. NTE-INEN-63. Quito. 1974.
52. INSTITUTO EUATORIANO DE NORMALIZACIÓN. Quesos Determinación del contenido de grasas. NT-INEN-0064. Quito. 1974.
53. STAPOINT TECNOLOGIES . STATGRAPHICS. Centurion V15.1.02. [prod.] Inc Manugistics. 2012.
54. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Aditivos alimentarios permitidos para consumo humano. NTE-INEN-2074 . Quito. 2012.
55. VILLEGAS, Ramiro. et al . Caracterización de una bebida de lactosuero fermentada con cultivos probióticos y con adición de avena molida . Ciencia y Tecnología de Alimentos . 2016, vol. 26, num. 2, p. 1-5.
56. VILLEGAS-SOTO, Nelson. et al . Evaluación de la eficiencia tecnológica en la elaboración artesanal de queso fresco de coagulación enzimática . Tecnología Química . 2017, vol. 37, num. 3, p. 415-427.
Recibido: Marzo 2018
Aprobado:Julio 2018
Dr.C. Nelson Ramiro Villegas-Soto. Empresa TECNOLAC., Riobamba, Ecuador

