











 (pdf)
(pdf)




 SciELO
SciELO  SciELO
SciELO 
 Permalink
PermalinkIntroducción
Los objetivos de este trabajo son: Diseñar un reactor anaerobio de flujo ascendente para el tratamiento de la vinaza de la destilería 8 de Marzo y aprovechar económicamente las múltiples utilidades que nos brinda el biogás, producto de la digestión anaerobia, haciendo énfasis en su potencialidad para generar energía eléctrica.
El tratamiento de la vinaza de destilerías en Reactores Anaerobios de Flujo Ascendente (RAFA) o por sus siglas en ingles Up Flow Anaerobic Sludge Blanket (UASB) brinda múltiples beneficios para la sociedad: la disminución de la contaminación ambiental y un producto biogás como sustituto de las energías no renovables, muy aprovechable para el uso eléctrico en las casas, industrias y demás. Es una tecnología moderna y eficiente, fácil de implementar y bajo costo de inversión. La utilización del biogás como fuente de energía va aumentando día a día, según se va dando mayor importancia a las energías renovables como alternativa a las fuentes tradicionales de energías no renovables (petróleo, gas, carbón, etc.). El abastecimiento del futuro se plantea problemático, un nuevo planteamiento energético urge.
En Cuba la introducción y desarrollo de fuentes renovables de energía es un aspecto importante de la política energética que se ha trazado. Esto ha incentivado la búsqueda de soluciones prestando especial atención a las posibilidades que brinda la fermentación anaeróbica de desechos orgánicos, donde las plantas de biogás juegan un importante papel dentro de los procesos biológicos, ya que se logra aprovechar económicamente al obtener productos útiles como: el lodo para fertilizantes de los suelos agrícolas y el gas metano. 1
El reactor UASB fue inventado a fines de los años 70 por el Dr. Gatze Lettinga y sus colaboradores de la Universidad de Wageningen (Holanda). El tratamiento anaeróbico es hoy una parte central de los sistemas de tratamiento de aguas para protección ambiental y conservación de recursos y puede combinarse con otros métodos para constituir un método sustentable para el tratamiento de efluentes. 2
El biogás producido puede satisfacer entre el 30 y 45 % de la demanda energética de la destilería, bajos requerimientos de área, bajo consumo de energía, baja producción de lodo y el uso del reactor UASB (reactor de flujo ascendente con lechos de lodo) de fácil construcción, operación y eficiencia. (3
La producción de biogás a partir de sustratos biológicamente degradables, por digestión anaerobia, representan una excelente alternativa para la sustitución de combustibles fósiles no renovables que se utilizan en la actualidad, a la vez que ofrece soluciones eficientes que dan respuesta a la contaminación de las aguas residuales (AR). Esto es especialmente interesante dentro del campo de las instalaciones agroindustriales las que pueden cubrir una parte de sus necesidades energéticas a partir de sus propios residuales, para complementar o reemplazar los combustibles fósiles. De esta forma el tratamiento de vinazas de destilerías por digestión anaerobia para la producción de biogás, es una alternativa prometedora para el tratamiento del residual más agresivo de la industria sucroalcoholera cubana, residuales que en las 11 destilerías del grupo empresarial AZCUBA no son suficientemente gestionados, incumpliendo las normas de vertimiento vigentes. 4
Materiales y métodos
Para demostrar la factibilidad de la tecnología de digestión anaerobia empleando vinazas de destilerías tratadas en reactores UASB, se hizo un análisis del estado del arte de esta tecnología, teniendo en cuenta los reportes nacionales e internacionales del tema. Para ello se utiliza como caso de estudio la destilería ¨8 de Marzo¨ con un módulo de destilación de 500 HL etanol/d, donde se tiene en cuenta las características físico-químico de las vinazas. Para el diseño del reactor anaerobio se exponen diez ecuaciones necesarias para determinar el potencial de producción de biogás en el tratamiento de vinazas de destilería en reactores UASB. La viabilidad económica se presenta haciendo uso de la metodología aprobada por las normas contables sobre el cálculo de amortización. El caso de estudio prevé el uso del biogás una vez desulfurado para generar electricidad, aprovechar sus aguas tratadas, en el riego de las cañas, y los lodos, como fertilizantes; cerrándose así, el ciclo de los efluentes.
Caracterización de la vinaza caso de estudio
En la destilería 8 de marzo se vierte gran volumen de vinaza, que se considera en el orden de los 800 m3/día con un índice de 1.6 m3/hL de alcohol producido, por lo que se caracterizó y se determinó que esta no cumple con la norma de vertimiento, proponiendo como alternativa de tratamiento un Reactor Anaerobio de Flujo Ascendente, ya que es una alternativa atractivamente económica y ecológica.
La tabla 1 presenta la caracterización de la vinaza objeto de estudio comparándola con los valores establecidos en la norma de vertimiento vigente. Debe señalarse además lo siguiente:
Los parámetros de la vinaza fueron obtenidos en el laboratorio de la destilería por un especialista.
Según la NC 27:2012 el agua receptora es clasificada de tipo B por ser un agua vertida en ríos y embalses donde se captan aguas para riego agrícola donde existen cultivos que se consumen crudos.
La vinaza posee propiedades organolépticas como: color marrón oscuro dado por varios compuestos como melanoidinas, fenoles (ácido tánico y húmico), caramelos y derivados furánicos y olor desagradable por la descomposición de la materia orgánica a altas temperaturas.
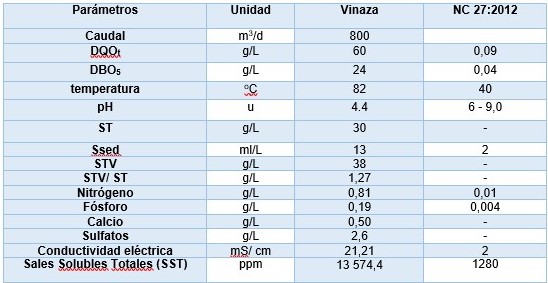
Se determinó que la vinaza analizada posee una alta Demanda Bioquímica de Oxígeno (DBO) y Demanda Química de Oxígeno (DQO), las cuales son muy importantes, ya que degradan el contenido de materia orgánica en la suspensión, necesarias para la obtención de biogás. También presentan gran cantidad de nitrógeno, fuente principal de alimentación de las bacterias formadoras de metano, y contribuye a la formación de nuevas células. Las características que presenta este residual es muy provechosa para ser tratada en un reactor UASB para la obtención de biogás y lodo como fertilizante, así se disminuye la contaminación ambiental y se hace un uso económico de esta en la generación de energía. En tabla 2 se muestra la composición promedio del biogás obtenido de la digestión anaerobia.
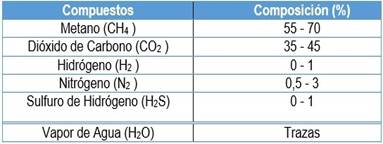
Como se puede observar, el biogás está constituido principalmente por metano, lo que resulta muy conveniente desde un punto de vista práctico, debido a su utilización como combustible energético.
En la tabla 3 se muestra el equivalente de 1 m3 de biogás con respecto al empleo de otros combustibles tradicionales.

Como se puede apreciar en las tablas 2 y 3 el biogás presenta una composición rica en metano muy aprovechable en la generación de energía eléctrica y como sustituto de muchos combustibles con mayor eficiencia.
Premisas para el diseño del reactor UASB 6
Para el diseño de una planta de biogás es necesario calcular el volumen del reactor y para ello se precisa saber la cantidad de DQO de la vinaza a la entrada del reactor, el flujo de generación cuando la planta trabaja al 100% de su capacidad, la máxima carga orgánica volumétrica de trabajo del reactor y el factor de diseño de 1,1.
Para el empleo de la vinaza en la producción de biogás con la utilización de un reactor UASB, es imprescindible la adecuación del medio. Para ello el efluente debe cumplir con ciertas normas y características que favorezcan el correcto desarrollo de los microorganismos en el interior del reactor, los cuales son los encargados de producir el metano como desecho secundario de su sistema metabólico.
Primeramente, la vinaza debe tener una temperatura de al menos 35°C, una mayor mataría la flora microbiana. Este parámetro puede lograrse implementando uno o varios intercambiadores de calor, un intercambiador vino-vinaza contribuiría a una mayor eficiencia energética en el proceso de destilación, además de hacer descender la temperatura de la vinaza de 106 hasta 80°C. Un segundo equipo intercambiaría calor con el efluente del reactor donde se alcanzaría la temperatura deseada.
Contando ya con el residual a 35°C, este pasa a un tanque batch agitado donde se agregan los nutrientes nitrógeno (N) y fósforo (P) necesarios para el desarrollo microbiano, y lechada de cal, Ca(OH)2, con el fin de neutralizar la vinaza.
Ya creadas las condiciones del medio, la vinaza es diluida hasta las condiciones de carga del reactor en dependencia de la DQO del residual, posteriormente este pasa a un tanque de gran capacidad donde se sedimenta la cal no disuelta y se realiza el proceso de fermentación de las bacterias hasta la etapa de acidogénesis. Para la metanogénesis el afluente se introduce por la parte inferior del reactor, el cual cuenta con un tiempo de retención hidráulico de dos días. Teniendo en cuenta las premisas anteriores, y las ecuaciones 1-10 se calculan los principales parámetros de diseño y el potencial de biogás de una planta industrial de estas características.
Cálculos de diseño de la planta de biogás 7
Cálculo del flujo de entrada de residual a tratar en un reactor.
F: flujo de entrada de efluente al reactor (m3/d)
V: volumen de trabajo del reactor (m3) TRH: tiempo de retención hidráulico (d)
Cálculo de la carga orgánica volumétrica de trabajo del reactor. La carga orgánica que entra al reactor dependerá de la DQO del residual líquido a tratar, del flujo de residual que entra al reactor y del volumen del mismo.
K: Carga orgánica volumétrica (kg DQO /m3d)
C: Concentración del residual a la entrada del reactor (kg DQO/m3)
Al trabajar con un residual altamente contaminante, para mantener la carga orgánica con un valor igual a 20 kg DQO/m3d, el balance de materia, en kg, es el siguiente: entrada = salida.
Despejando en la ec 4:
Donde: W efluente : flujo másico de vinaza (kg/d).
F efluente : flujo volumétrico de vinaza (m3/d).
ρ efluente : densidad del efluente a tratar (kg/m3).
DQO medio : DQO final del medio (efluente y agua).
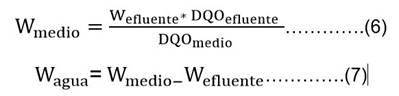
W medio : flujo másico final agua y efluente que entra al reactor para tener una carga orgánica de 20 kgDQO/m3 d.
W agua : flujo másico de agua a adicionar para diluir el efluente de una DQO inicial hasta la DQO de trabajo (kg/d).
Cálculo de la cantidad de biogás producido en la planta de tratamiento: Se utiliza un día (como base de cálculo) para los balances.

V CH4 (m3): Volumen de metano producido (m3)
Q : flujo total que entra al reactor (vinaza y agua) en (m3/d).
T: temperatura de operación del reactor (ºC)
DQO biod : DQO de la vinaza (kg/m3)
nDQO biod : Eficiencia del tratamiento/100, referida a DQO
0,35: equivalencia volumétrica del metano en 1 kg de DQO (m3/kg).
Volumen de biogás producido:

V biogás : Volumen de biogás producido por día (m3)
%CH4 en biogás: Porciento del metano en el biogás (%)
Cálculo de la cantidad de electricidad generada en turbinas a partir de biogás.

E: Producción de electricidad (kW).
V biogás desulf : Volumen de biogás producido en la planta una vez desulfurizado (m3).
Ie: Índice de generación de electricidad/m3de biogás =1,7 kWh/m3 biogás.
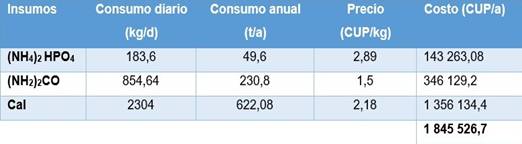
Se utilizarán los micronutrientes: urea (NH2)2 CO y fosfato de amonio (NH4)2 HPO4 con una relación óptima DQO:N:P, comprobada a escala de laboratorio e industrial de 100:1:0,1 y con una DQO de entrada al reactor de 60 kg DQO/m3, cuyos resultados se muestran en la tabla 4.
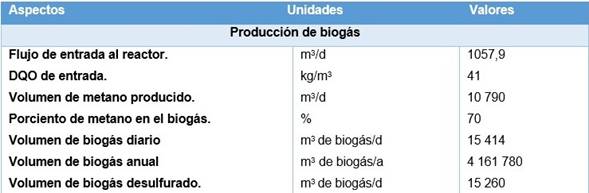
En las tablas 5 y 6 se muestran las características de la vinaza de la destilería caso estudio para su tratamiento en el reactor, así como los resultados de los cálculos principales de diseño del reactor, la potencialidad del biogás y la cantidad de insumos necesarios para lograr el correcto funcionamiento del mismo. También se muestra la cantidad de energía que se genera a partir del biogás y su desulfuración.
Tabla 5 Aspectos de la destilería caso estudio y parámetros para el tratamiento anaerobio en el reactor

Desulfuración del biogás
El biogás para ser utilizado en generadores eléctricos, microturbinas y otros equipos debe estar desulfurizado porque puede causar daños internos, debido a su alto poder corrosivo, por lo que su separación es de suma importancia. Existen diferentes métodos para llevar a cabo la purificación del biogás como los biológicos y químicos, dentro de estos se encuentran el proceso de absorción, de adsorción en una superficie sólida (óxido de hierro y carbón activado), separación por membranas y procesos de separación biológica (biofiltros percoladores y biolavadores). Los procesos químicos para remover sulfuro de hidrógeno son caros debido a los altos requerimientos químicos, a los costos de energía y disposición final. Por esta razón los métodos de tratamiento biológico son una mejor alternativa frente al tratamiento químico ya que no genera ningún tipo de contaminación al ambiente, y son más económicos. 8,10
Con el fin de eliminar o disminuir el porcentaje de H2S en el biogás se emplean sistemas de filtro con sustancias como cal viva o apagada, limadura de hierro o ciertos tipos de tierras conocidas como hematites parda o limonita, las cuales son ricas en sustancias ferrosas. En la actualidad se emplea el método tradicional de remoción de H2S con hierro el cual debe encontrarse en forma de óxido o hidróxido. En la figura 1 se muestra un ejemplo de este método.

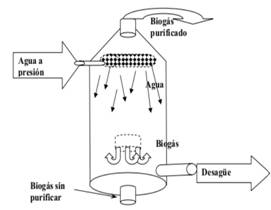
Otro de los problemas presentes en los gases combustibles es el dióxido de carbono (CO2). Como es conocido, este gas constituye un lastre dentro de la mezcla, pues ocupa un volumen apreciable (hasta un 35% en el biogás) y no produce aporte energético durante la combustión; sino que solamente consume parte de la energía liberada durante este proceso para incrementar su temperatura. Algunos autores también lo consideran como un elemento beneficioso dentro del biogás, pues permite elevar el poder antidetonante de la mezcla, posibilitando utilizar elevadas relaciones de compresión. Este gas puede ser removido al hacer burbujear el biogás en grandes volúmenes de una mezcla de lechada de cal o hidróxido de sodio (NaOH) con agua para garantizar una buena remoción del CO2. Estas variantes son satisfactorias, pero a la vez no resulta viable, pues de todas formas se requieren elevados consumos de agua. Existe una tercera variante que consiste en el lavado del biogás. Para ello se utiliza una torre a la cual se inyecta el biogás a presión por la parte inferior. En la parte superior de la torre se colocan duchas que suministran agua a presión en contracorriente con el gas. En la figura 2 se muestra un ejemplo de este tipo de torre.
Costos y beneficios de la planta de biogás
La planta de biogás resulta ser muy importante en el tratamiento de las vinazas, ya que disminuye en gran medida el impacto ambiental, además brinda ventajas económicas y energéticas, tales como:
La capacidad de remover con alta eficiencia la demanda química de oxígeno, incluso en aguas con altas concentraciones de materia orgánica.
La habilidad de asimilar diferentes tipos de cargas orgánicas (tanto bajas como altas).
Pueden trabajar a cortos tiempos de retenciones hidráulicos.
Por ser sencillos y poseer en la parte superior un separador de gases, líquidos y sólidos, y por tener relativamente bajos costos de inversión, operación y mantenimiento, comparado con otros reactores.
Aprovechar el biogás producido para emplearlo en las necesidades energéticas y disminuir así el empleo de petróleo y para motores de combustión.
Aprovechar el bioabono, como componente nutritivo importante para la alimentación de aves de corral, peces, ganado.
Aprovechar el efluente líquido para fertirriego de las cañas.
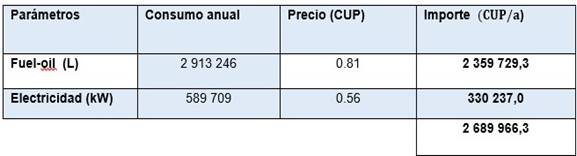
El consumo de electricidad y fuel-oil en la industria en el 2016 fue de 589 709 kW y 2 913 246 L, respectivamente. Se obtiene al año 4 161 780 m3 de biogás, que si se utilizara como sustituto de electricidad y combustible en la empresa se hubiese ahorrado2 689 966.3 CUP, los cuales se representan en la tabla 7.
Combustible
En el año 2016 en la destilería se consumió 2 454 567 L de fuel-oil.
1 m3 de biogás-------0.7 L de fuel-oil
X------------------------2 454 567 L de fuel- oil
X= 3 506 525 m3de biogás.
Se necesita 3 506 525 m3de biogás para su uso como combustible.
Energía eléctrica.
En el año 2016 en la industria se consumió 589 709 kW. El índice de generación del es de 1,7 kW/m3. /8/.
1 m3 de biogás-------1.7 kW
X-------------------------589 709 kW
X=346 887.64 m3 de biogás
Se necesita 346 887.64 m3 de biogás para generar electricidad en la industria.
Análisis económico
La instalación de un reactor UASB en la destilería, para el tratamiento de la vinaza trae beneficios económicos, ya que con la producción de biogás se hubiese ahorrado en el 2016 en corriente eléctrica 330 237 CUP y en combustible 2 359 729.3 CUP, pero se gasta en insumos 1 845 526.7, por lo que la ganancia sería de 844 439.6 CUP/a. Además, se generan 308 887.64 m3 de biogás adicionales en el año que pueden emplearse en lo que estime conveniente la empresa, pues brinda autoeficiencia energética a la industria, ya que con su utilización es posible reemplazar en su totalidad la quema de fuel-oil y el consumo de energía eléctrica del sistema electroenergético nacional.
Sin embargo, el biogás excedente que no sea necesario emplear por la entidad, puede suministrarse a la población, previo convenio, como gas para la cocción; siendo esta una opción más factible para elevar la calidad de vida en la zona donde no se tiene acceso al gas manufacturado o como electricidad.
Amortización de la inversión.
Desde un punto de vista económico-contable, los fondos de amortización son aquellos que se crean para compensar la pérdida de valor o depreciación que experimentan ciertos elementos patrimoniales. Los fondos de amortización se crean por las dotaciones que se realizan cada año por un determinado importe, de tal forma que al final de la vida económica del bien amortizado, la empresa podrá reponerlo con la acumulación de las dotaciones efectuadas. La dotación anual es el reflejo contable de la depreciación que sufren los activos, que recibe el nombre de amortización.
El costo total de la inversión estaría dado por el costo del reactor de biogás el cual está valorado en 3 914 230 CUP, ya que la inversión de plantas de este tipo se encuentra en un rango de 3700-3800 CUP/m3 de efluente. 9
Con el uso de biogás como sustituto del fuel-oil se dejarían de emitir a la atmósfera 10.2 y 550.7 t/a de CO2 y SO2 respectivamente.
La moneda extranjera se consideró como dólares americanos (USD) y la moneda local, como pesos cubanos (CUP), a una tasa de cambio de 1USD = 1 CUP. 4
La inversión se amortizaría en 4 años y 8 meses con un fondo de 3 940 718 CUP.
Conclusiones
Se diseñó el reactor anaerobio (UASB), el cual necesita un volumen total de 2328 m3, por lo que se instalarían 2 reactores de 1164 m3 cada uno.
Se determinó que el potencial de biogás producido es de 4 161 780 m3/a, de emplearse para la producción de vapor y generación de energía eléctrica la empresa en el año 2016 se hubiese ahorrado en electricidad330 237 CUP y en fuel-oil2 359 729.3CUP. La inversión de la planta está valorada 3 914 230 CUP.

