











 (pdf)
(pdf)




 SciELO
SciELO  SciELO
SciELO 
 Permalink
PermalinkIntroducción
Numerosos estudios han demostrado la efectividad de la electrocoagulación para la remoción de materia orgánica y metales pesados disueltos en aguas residuales de diferentes industrias. Se ha combinado con la irradiación ultrasonido (US), radiación ultravioleta (UV), foto-catálisis y la ozonización. 1-7
La electrocoagulación consiste en la desestabilización de compuestos suspendidos, emulsificados o disueltos en una celda electrolítica. La corriente eléctrica que fluye por los electrodos proporciona la fuerza electromotriz que provoca una serie de reacciones químicas, cuyo resultado final es la estabilidad de las moléculas contaminantes. Dichas moléculas se mueven a través del campo eléctrico aplicado y pueden formar componentes ionizados, electrolizados, hidrolizados o radicales libres siendo hidrofóbicos que se adhieren a las paredes del electrodo, precipitan o flotan, facilitando su remoción por algún método de separación secundario. 1,2,8,9
Este proceso no tiene antecedentes de aplicación en el sistema Ni(II)-NH3-CO2-SO2-H2O, típico del efluente del sedimentador de Carbonato Básico de Níquel (CBN) de la planta productora de níquel en Punta Gorda, Cuba, por la Tecnología de Lixiviación Carbonato Amoniacal. En dicho efluente se encuentran varias especies en disolución: [Ni2+], [NH3], [NH4 +], [CO3 2-], [HCO3 -], [SO4 2-] y [S2O3 2-], cuyas concentraciones dependen de la composición iónica del licor alimentado a las columnas de destilación y de los parámetros de operación, alcanza una temperatura entre 70 y 85ºC y se recomienda un pH de 8,3 a 8,7. 10-12
El níquel disuelto se recupera por precipitación química en un reactor tubular con H2S o NH4HS y se obtiene el sulfuro de níquel. Estos reactivos son corrosivos, tóxicos y de alto riesgo para el entorno. Considerando las ventajas del proceso de electrocoagulación, se decidió investigar la posibilidad de sustituir la precipitación por este proceso electroquímico. 3-6,9,13
Los factores que influyen en la eficiencia del proceso de electrocoagulación, se pueden clasificar en parámetros de operación y de diseño. Los parámetros más importantes desde el punto de vista de diseño están relacionados con el material, forma, arreglo y separación de los electrodos. Para la remoción de iones [Ni2+], [SxOy z-] y el amoníaco (NH3) se reporta la aplicación de electrodos de aluminio (Al), hierro (Fe) o acero dulce y acero inoxidable (Ss), en el par Al-Al, Fe-Fe, Fe-Al, Fe-Ss; también, electrodos construidos de: Mg, Zn, Ti, RuO2-IrO2-TiO2, Ti/RuO2-Pt, Ti/Pt-Ir, Ti/PbO2, Ti/RhOx-TiO2 y grafito. Los arreglos típicos de los electrodos son monopolar en conexión en paralelo (MP-P), monopolar en serie (MP-S) y bipolar en serie (BP-S), separados a una distancia inferior o igual a 10 mm para el caso de placas paralelas. 1-5,14
Los principales parámetros desde el punto de vista de operación son: pH, densidad de corriente (I), tiempo de retención (t), temperatura (T) y conductividad. Para la remoción de níquel, se ha reportado una eficiencia entre 93 y 100% para las condiciones siguientes: 3,2 ≤ [Ni2+] ≤ 300 mg/L, 8 ≤ pH ≤ 9, 5 ≤ I ≤ 40 mA/cm2, 25 ≤ t ≤ 90 min, 20 ≤ T ≤ 30 ºC. Para incrementar la conductividad y el rendimiento energético, se alimentan electrólitos tales como: Na2SO4, K2SO4 y NaCl. 5-7,13-21
El efecto de la temperatura para la remoción de metales por electrocoagulación ha sido poco estudiado. Vasudevan (2012) reportó el proceso espontáneo y endotérmico para la remoción del cobalto (ΔH=2,86 kJ/mol), cobre (ΔH=2,76 kJ/mol) y cromo (ΔH=2,66 kJ/mol) de 50 a 70ºC. Para el indio se refiere un incremento de la eficiencia de remoción de 81 a 97% de 15 a 45ºC respectivamente. 4,14,21)
Con relación al mecanismo de remoción del níquel por electrocoagulación, con el par de electrodo Al/Al, se hacen algunas consideraciones por algunos autores. 1,2,4,5,7,17
La fuerza electromotriz suministrada a los electrodos provoca simultáneamente, la reacción anódica de oxidación del aluminio (1); y la reacción catódica de evolución de hidrógeno (2).

El catión [Al3+] y el anión hidroxilo [OH-] se difunden en la solución y espontáneamente, sucede la hidrólisis (3) y polimerización (4).

Debido a la polimerización de las especies monoméricas de aluminio, se obtienen dímeros, trímeros y ciertas especies oligoméricas meta-estables, las cuales finalmente forman el hidróxido de aluminio, el agente principal de la floculación y formación de agregados por su elevada área interfacial. 2,3,5,6,7,9,22
El níquel y otros contaminantes, ya sean coloides, material suspendido o disuelto, se desestabilizan debido a varios procesos como: compresión de la doble capa difusa debido a un incremento de la fuerza iónica; neutralización de la carga de las especies presentes en la solución producto a los iones de carga contraria generados en el ánodo, entre otros procesos sinérgicos, y como resultado sucede la coagulación. Seguido a la desestabilización, se forman los flóculos por la agregación de las partículas desestabilizadas, lo que conlleva a la formación del lodo (floculación).
En paralelo, suceden mecanismos que propician la remoción del [Ni2+] como la adsorción en los centros activos de la superficie de las especies de aluminio y fundamentalmente, sobre el [Al(OH)3], en interacción con otros iones presentes en solución aportados por los compuestos CO2 - SO2 - NH3, por los mecanismos atracción electrostática y superficie de coordinación (5); y varios procesos sinérgicos como la precipitación del hidróxido de níquel (6), reducción del níquel sobre la superficie catódica (7) y la co-precipitación (8).
Finalmente, la separación del níquel sucede por sedimentación y electro - flotación, debido al desprendimiento del hidrógeno en el cátodo, que al burbujear provoca el arrastre de partículas floculadas.
El propósito de este trabajo fue identificar los niveles de los factores densidad de corriente, pH, temperatura y tiempo de electrocoagulación que conllevan a la máxima remoción de níquel en el sistema Ni(II)-NH3-CO2-SO2-H2O, con el menor consumo de energía y de electrodo; así como analizar la influencia de los factores sobre el proceso.
Materiales y métodos
El licor utilizado para la electrocoagulación se muestreó de forma puntual en la planta productora de níquel en Punta Gorda, Cuba, en la descarga de las columnas de destilación; la concentración del mismo es la siguiente: 0,66 g/L de níquel [Ni]; 0,72 g/L de amoníaco [NH3]; 0,30 g/L de dióxido de carbono [CO2]; 2,37 g/L de azufre [S]; 3,13 g/L de sulfato [SO4]2-; y 1,72 g/L de tiosulfato [S2O3]2-. El pH se ajustó utilizando una disolución de carbonato de amonio y una mezcla de ácido clorhídrico y nítrico.
Los equipos y utensilios utilizados para la electrocoagulación fueron: Fuente de corriente directa, 0,01 - 30 V, amperaje máximo 10 A, alimentación 220 ±10 %, 50 Hz y 250 W; multímetro Goldtool, para medir la intensidad de la corriente alimentada y la diferencia de potencial entre los electrodos; cronómetro modelo 30 LAP; cristalería, utensilios y miscelánea de laboratorio.
La celda electroquímica consistió en un reactor cilíndrico discontinuo de vidrio, de 960 mm de diámetro y 118 mm de profundidad, para una capacidad útil de 500 mL. Se equipó con un par de electrodos planos de aluminio, dispuestos verticalmente, en paralelo, separados 10 mm, sumergidos 57 mm en el licor residual, con una composición de un 98,98% Al; 0,5% Mg; 0,33% Fe; 0,114% Si; y las dimensiones largo 140 mm, ancho 40 mm, espesor 2 mm, para un área total de 5,6·10-3 m2 y área efectiva de 4,6·10-3 m2.
Los análisis físicos y químicos se realizaron en el laboratorio del Centro de Investigaciones del Níquel, Nicaro, utilizando un pH metro marca PHILIPS PW-9420, 115 - 230 V, 50 - 60 Hz; Microscopio Opti-Tekscope Digital USB, 10X-200 para la observación de los sólidos y los electrodos; y Espectrofotómetro de Absorción Atómica SP-9 (EA) para determinar la concentración de los metales. Por su parte, la caracterización de los electrodos se realizó en la Empresa Mecánica del Níquel, Cuba, con un Espectrómetro de Emisión Óptica por chispa modelo GS 1000-II.
En la experimentación, se consideró como variable fija la composición iónica del licor inicial; y como variables dependientes la remoción de níquel, el consumo de energía y la masa consumida de electrodo. Se desarrolló un diseño experimental completo 2K con 1 nivel central y 2 réplicas, resultando 51 experimentos a escala de laboratorio, lo que se refleja en la tabla 1.
El intervalo de confianza escogido para este diseño fue de un 95% de probabilidad, por tanto todos los factores e interacciones con un valor probable mayor que 0,05, no ejercen significación estadística sobre las variables respuestas. El Statgraphics 5.1 y el Microsoft Excel fueron los programas utilizados para el análisis de los resultados.

La instalación experimental de electrocoagulación, se colocó bajo campana de laboratorio. El borne positivo de la fuente de corriente se conectó directamente al electrodo (ánodo) y el borne negativo al multímetro y de este (COM) al cátodo. La fuente permitió regular el voltaje para mantener constante el amperaje y la densidad de corriente planeada.
El licor de reboso del sedimentador de CBN, previamente acondicionado a la temperatura y pH del experimento, se alimentó al electrocoagulador experimental y luego de iniciar la agitación a 100 rpm, se energizó el sistema. El agitador magnético dispuso de control térmico, la temperatura se midió con una sonda sumergida en el licor y se visualizó en un controlador ASCON KR3. Las muestras se extrajeron del reactor, sedimentaron por 24 h y luego se pipeteó la alícuota necesaria para el análisis químico.
La preparación superficial de los electrodos consistió en pulir la superficie con papel de lija gruesa y fina, y lavar con agua destilada. Después de la electrocoagulación, se limpiaron con disolución de ácido fosfórico, hexametafosfato de sodio y agua destilada, y se procedió con el pesaje. Cada ánodo se utilizó a los sumo en dos experimentos.
El análisis técnico - económico para la electrocoagulación se realizó a las condiciones de operación adecuadas. A partir del análisis estadístico de los resultados experimentales, se obtuvo la función objetivo para maximizar la variable remoción de níquel, y minimizar el consumo de energía y de electrodo.
Se utilizó el procedimiento “Optimización de respuesta múltiple” del Statgraphics 5.1, el cual determina la combinación de factores experimentales que simultáneamente optimiza varias respuestas. El programa determinó la combinación de niveles de los factores que aumentan al máximo la función de conveniencia por encima de la región indicada, así como los factores en que se logra la optimización. Adicionalmente, se aplicó la opción “Solver” del Microsoft Excel. En ambos casos, la remoción de níquel debió ser mayor o igual al 95%.
El costo de operación se estimó por la ecuación (9) y (10). 1,2,5,6,9,23,24

Donde Cop ($/kg), costo de operación por kg de níquel removido; a (0,090 $/kW-h), costo de la energía eléctrica; Cen (kW-h), consumo de energía; b (1,445 $/kg) costo del electrodo de aluminio; mNi (kg), masa de níquel removido; U (V), el voltaje; I (A), intensidad de corriente; t (min), tiempo de electrocoagulación; ΔMexp (g), pérdida de peso experimental de los electrodos; [Ni] (g/L), concentración inicial de níquel disuelto; V (0,5 L), volumen útil de la celda; RNi (%), remoción de níquel.
Se determinó la eficiencia de la corriente (𝜂), la masa de aluminio disuelto ΔMF (g) aplicando la Ley de Faraday y el consumo específico de energía por kg electrodo disuelto (See, kW-h/kg), respectivamente, (11), (12), (13).

La capacidad de adsorción o cantidad de adsorbato adsorbido por unidad de adsorbente (Qt) (mg/g) se determinó por la ecuación (14). 23,25

Donde C0 (mg/L) es la concentración inicial de níquel; Ct (mg/L), concentración de níquel en cada intervalo de tiempo (t) en la fase líquida. Cuando la duración del proceso es lo suficientemente prolongado, Qt es constante y determina la carga o capacidad de adsorción en el equilibrio Qe experimental, a la concentración Ce en el equilibrio.
Se calcularon los parámetros termodinámicos del proceso como la variación de la energía de Gibbs de adsorción (15), el calor de adsorción y el cambio de entropía por la ecuación de Van´t Hoff (16). 14,21,25

Donde T es la temperatura en (K), R, la constante de los gases (8,3143 J/mol·K-1), Kd es el coeficiente de distribución y se determina como el cociente Qe/Ce, si Kd es inferior a 1, el proceso no será espontáneo.
Resultados y discusión
Análisis de la significación de las variables y sus interacciones
Las funciones de las variables respuestas remoción de níquel, consumo de energía y masa de electrodo, tuvieron elevada calidad de ajuste, en la tabla 2 se muestra el resumen estadístico del coeficiente de determinación (R2), ajustado por los grados de libertad (R2 g.l.), el error estándar del estimado S(x), error absoluto de la media (MAE), estadígrafo de Durbin-Watson (DW) y la autocorrelación residual (Log 1).

Para las condiciones en que se desarrollaron los experimentos, la mayor influencia sobre la respuesta remoción de níquel se corresponde a las variables: pH, densidad de corriente (I) y la interacción entre ellas; también el tiempo de electrocoagulación (t) y la temperatura (T) fueron significativas (figura 1).
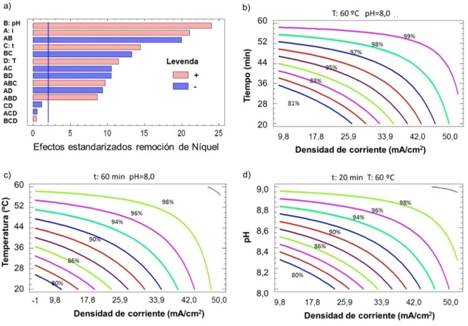
Fig. 1 Remoción de níquel con el par Al/Al. Diagrama de Pareto (a); Gráficos de superficie de contorno (b, c, d)
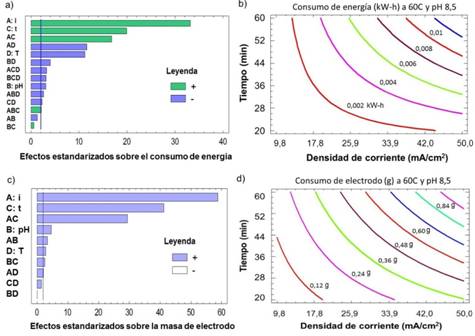
Fig. 2 Consumo de energía (kW-h) (a, b) y de electrodo (c, d) para la remoción de níquel con el par Al/Al.
Todas las variables significativas representadas en la figura 1a), son directamente proporcionales a la variable respuesta, provocando un incremento en la remoción de níquel; excepto las interacciones de primer orden que ejercen un efecto inverso sobre la remoción. La interacción tiempo - temperatura y esta con el pH y la densidad de corriente tuvieron el valor probable mucho mayor que 0,05, indicando que son significativamente diferentes de cero con un nivel de confianza de 95%.
Los gráficos de superficie de contorno para la remoción de níquel respecto a las variables densidad de corriente - tiempo (figura 1 b), densidad de corriente - temperatura (figura 1 c) y densidad de corriente - pH (figura 1 d), muestran interacciones significativas e indican que favorecen la remoción del níquel con relación directamente proporcional.
Con relación al consumo de energía (kW-h), se obtuvo que la densidad de corriente, el tiempo y sus interacciones son factores significativos e inciden de forma directamente proporcional sobre dicha variable respuesta; en cambio, el pH, la temperatura y sus interacciones ejercieron un efecto inverso, lo cual es favorable porque también propician la remoción de níquel (figura 2 a, b).
Las variables más significativas que incidieron sobre el consumo de electrodo fueron la densidad de corriente y el tiempo de electrólisis con una relación directamente proporcional; en cambio, el pH, la temperatura y sus interacciones tuvieron inferior significación (figura 2 c, d).
Análisis de las variables independientes
Efecto de la densidad de corriente sobre las variables dependientes
El incremento de la densidad de corriente aumenta la remoción del níquel, en correspondencia con la ley de Faraday (12) que rige el proceso de electrocoagulación y describe la relación directa entre la densidad de corriente y la cantidad de iones aportados a la solución, por lo cual aumenta la cantidad de aluminio disuelto (1) y permite una electrocoagulación eficaz, simultáneamente, incrementa la generación de burbujas de hidrógeno (2) y propicia la flotación de las partículas. 2-5,14,16,23
La cantidad de sustancias formadas en un electrodo es proporcional a la cantidad de cargas que pasan a través del sistema, y el número total de moles de sustancia formada en el electrodo se relaciona estequiométricamente con la cantidad de electricidad que circula en el sistema, lo que conlleva al aumento de la producción de flóculos y la velocidad de reacción. Sin embargo, también incrementa el consumo de energía eléctrica y de electrodo, encareciendo el proceso.
Otro fenómeno que contribuye a aumentar la transferencia de carga es la no deposición de material en el cátodo, ya que ejerce una resistencia al paso de la corriente entre los electrodos; en la electrólisis del agua se genera H2, el cual al burbujear arrastra las partículas en el cátodo y provoca la flotación de éstas. 4,9
La deposición sobre los electrodos puede ser la causa fundamental, de que las interacciones de primer orden mostradas en el diagrama de la figura 1 a), ejerzan una influencia negativa sobre la remoción de níquel. Se practicó una microscopía a los electrodos, luego de un experimento a 9,8 mA/cm2 (0,45 A), 30 min, 42,5ºC y pH=8,0 y se pudieron apreciar flóculos densos, con matices grisáceos, negro-carbón y ocre-pardo-oscuro, depositados sobre la superficie del cátodo, más abundante que en el ánodo, ambos se pudieron desprender con una espátula o al presionar un cepillo de cerdas sintéticas sobre el material. El ánodo es rugoso y con mellas debido a la disolución electroquímica del aluminio; y aunque predomina el color gris metálico, se obtienen depósitos de color blanco, verde y gris característicos de Al(OH)3, Ni(OH)2, Al2S3 respectivamente; también, el gris oscuro o negro-carbón del NiS y el NiOOH.
Efecto del pH sobre las variables dependientes
La variación del pH de 8 a 9 tuvo una incidencia estadísticamente significativa sobre las variables respuestas consideradas en la función objetivo. Cuando aumenta el pH, incrementa la remoción de níquel; también aumenta la disolución anódica del electrodo y disminuye el consumo de energía eléctrica. 9,13,23
El pH incide sobre: a) la conductividad eléctrica de la solución, b) la solubilidad y especiación de los hidrocomplejos e hidróxidos metálicos, y c) el potencial zeta de las partículas coloidales. Está vinculado a la constante del producto de solubilidad (kps), la cual disminuye al elevarse el pH, lo que significa que los sólidos son más insolubles y por tanto se obtiene mayor precipitación de los mismos. 3,4,5,9
Cada residual posee un rango de pH óptimo para el cual la coagulación sucede rápidamente por la formación de los hidróxidos. Para el sistema Ni (II)-NH3-CO3 2--S2O3 2--SO4 2--H2O se refieren varias curvas de [Ni2+] disuelto que muestran un desplazamiento del mínimo de concentración en el intervalo de 8,0≤pH≤8,5, cuando incrementa la concentración de las especies disueltas. 12
Con respecto al consumo de electrodo, cuando aumenta la alcalinidad, aumenta la velocidad de disolución del aluminio. El Al3+ en medio acuoso se presenta en equilibrio con diferentes especies monoméricas tales como: [Al(OH)2+], [Al(OH)2 +], Al(OH)3 y [Al(OH)4 -] dependiendo del pH. El tipo y la concentración de las especies tienen gran relevancia para el proceso debido a que cada una presenta diferentes interacciones con los contaminantes, y por tanto, diferente rendimiento para la electrocoagulación. 2,5,6,9,13,15,20
Efecto del tiempo de retención
El tiempo de electrólisis y la remoción de níquel son directamente proporcionales, ya que se favorecen tanto los procesos de electrodos como la floculación y precipitación de los sólidos. Según la Ley de Faraday (12), la concentración de coagulante producido en el ánodo aumenta con el tiempo (1), simultáneamente se producen gases en el cátodo (2) que al ascender llevan las partículas a la superficie con la espuma, y a su vez, sucede el crecimiento de los flóculos y su posterior precipitación. Sin embargo, al aumentar el tiempo de electrólisis, también incrementa el consumo de electrodo y de energía.
A la temperatura de 60 ºC y pH=8, al incrementar el tiempo de electrocoagulación la remoción aumentó de un 72 a 93% para una densidad de corriente de 9,8 mA/cm2, y de 98 a 99% a 50 mA/cm2.
Efecto de la temperatura
La temperatura tiene un efecto positivo en la eficiencia de remoción. Para 60 min de electrólisis, pH=8, al incrementar la temperatura de 25 a 60ºC, la remoción del níquel aumentó un 22% a 9,8 mA/cm2; mientras que a 50 mA/cm2, creció un 1,2%.
Al incrementar la temperatura, se favorecen las reacciones en la superficie de los electrodos y la generación del electro coagulante. Incide sobre el producto de solubilidad de los hidroxocomplejos e hidróxidos metálicos, favorece la adsorción y la conductividad de la solución, incrementa el consumo de electrodo y disminuye el consumo de energía eléctrica.
Se determinaron los parámetros termodinámicos para la remoción del [Ni2+] a concentración inicial de 580 mg/L, 9,8 mA/cm2 y pH=8. El proceso de adsorción es endotérmico (ΔΗ=46966 J/mol) y refiere un proceso de quimisorción (40<ΔΗ<400 kJ/mol); la entropía es positiva (ΔS=206 J/mol·K-1), sugiere afinidad adsorbato - adsorbente y un incremento del desorden o la revoltura en la superficie interfacial líquido - sólido, las partículas son inestables y desestabilizadas, favoreciendo el proceso de adsorción y remoción de níquel. El proceso es espontáneo (ΔG<0), la energía libre decrece de -14731 J/mol a -21117 J/mol cuando aumenta la temperatura de 25 a 60ºC respectivamente, revela que incrementa el área interfacial debido a una mayor generación de hidróxidos de aluminio (consumo de electrodo), que sucede una activación térmica de la superficie de adsorción de las especies del aluminio y entonces, la capacidad de adsorción crece aumentando la cantidad adsorbida de níquel en equilibrio (Qe), (figura 1 c). 2,21
En la figura 3 se ilustran momentos del proceso de electrocoagulación.
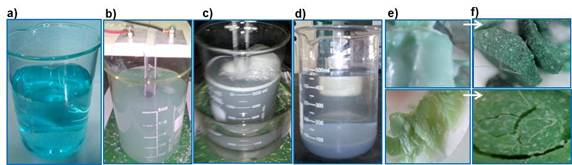
Fig. 3 Remoción del níquel disuelto por electrocoagulación. a) Licor inicial verde - azul b) El licor se torna grisáceo c) Formación de espumas d) Clarificación e) Sólido filtrado f) Sólido seco observado con el microscopio.
El níquel aporta un color verde azul al licor inicial (a); y en el transcurso de la electrólisis, debido a la disolución anódica del aluminio, la suspensión se torna de gris claro a gris oscuro (b). Alrededor y entre los electrodos se forma espuma (c) por la reacción de evolución de hidrógeno en el cátodo. Finalizado el proceso, sedimenta un sólido grisáceo cuya intensidad de color depende de la relación Ni/Al, al filtrarlo en un embudo cónico con papel de filtro (e) y secarlo (f) en la estufa a 60ºC por 24 horas, adquiere colores con tonalidades verde, azul, gris y blanco. Durante el proceso, se percibe el desprendimiento de gases irritantes a la mucosa nasal y de la boca, el pH disminuye 1,6 +/- 0,72 con respecto al inicial.
Optimización de respuesta múltiple
La mayor remoción de níquel de un 99,8% se obtuvo al aplicar una densidad de corriente de 50 mA/cm2, a los 60 min de electrólisis, 60ºC y pH=9,0; sin embargo, de acuerdo a los resultados obtenidos, hay un compromiso entre las condiciones técnicas de operación para lograr la mayor remoción de níquel, al menor consumo posible de energía y de electrodo.
Utilizando el Statgraphics 5.1 y el Microsoft Excel en las opciones: “Optimización de respuesta múltiple” y “Solver” respectivamente, se obtuvo que las condiciones más favorables se alcanzan para: densidad de corriente 9,8 mA/cm2, 60ºC, pH=8,65 y 40 min de electrólisis, lo que representa una remoción del 95% de níquel disuelto.
Estimado del costo de operación
El costo de operación al óptimo técnico - económico fue de 712 $/t Ni removido, el 25,2% de dicho costo se refiere a la energía y el 74,8% al consumo de electrodo. El consumo específico de energía fue de 5,41 kW-h/kg de Al, para un 95% de remoción de níquel (tabla 3).
Tabla 3 Costo de operación a las condiciones técnico - económicas factibles, con el par de electrodos Al/Al, [Ni]= 660 mg/L, 9,8 mA/cm2, 60ºC, pH=8,65 y 40 min

Para disminuir los costos, se requiere que en la descarga de la destilación, la concentración de níquel disuelto sea la mínima posible, para ello es necesario asegurar que se alimente al proceso de destilación, un licor producto con la menor concentración posible de azufre e iones [SxOy z-], con una correcta carbonatación y cumplir con la norma de pH. 12
Considerando un precio del reactivo de precipitación química del níquel entre 600 y 700 $/t y una dosis de 1,33 t de reactivo por t de níquel precipitado, se obtiene un gasto entre 798 y 931 $/t Ni, superior a la electrocoagulación por el consumo de electrodos y de energía.
Conclusiones
Se comprobó mediante el diseño de experimento que todas las variables estudiadas: densidad de corriente, pH, tiempo de electrolisis y temperatura, presentan un efecto significativo para la remoción de níquel disuelto del sistema Ni(II)-NH3-CO2-SO2-H2O, y sobre el consumo de energía y de electrodo en el intervalo definido para cada variable. Igualmente, resultan altamente significativas las interacciones entre dos factores: densidad-tiempo y densidad-temperatura para todas las variables dependientes.
Se determinó mediante la optimización de respuesta múltiple que las condiciones favorables de operación para la remoción de 660 mg/L de níquel disuelto, se alcanzan para: densidad de corriente 9,8 mA/cm2, 60ºC, pH=8,65 y 40 min de electrólisis, para un 95% de eficiencia, consumo específico de energía de 5,41 kW-h/kg Al y costo de operación estimado de 712 $/t Ni removido.
Nomenclatura
ɑ: Costo de la energía eléctrica ($ / kW-h): 0,090
ɓ: Costo del electrodo (Me, $ / kg). Para Al: 1,445 $ / kg
Cen: Consumo de energía (kW-h)
Cop: Costo de operación por kg de níquel removido ($/kg)
F: Constante de Faraday (96487 c·mol-1)
I: Intensidad de corriente (A)
MNi: Masa de níquel removido (kg)
M: Peso molecular del material de electrodo (g·mol-1). Para Al: 26,98 g/mol.
ṇ: Número de electrones, para aluminio (n=3)
[Ni]: Concentración de níquel disuelto (g/L)
RNi: Remoción de Ni (%)
See: Consumo específico de energía eléctrica por kg de electrodo (kW-h/kg)
t: Tiempo de electrocoagulación (min)
U: Voltaje (V)
VD: Volumen útil de la celda de electrocoagulación (0,5 L)
ΔMexp: Pérdida de peso experimental de los electrodos (g)
ΔMF: Cantidad de metal que se disuelve de acuerdo a la Ley de Faraday (g)
𝜂: Eficiencia de la corriente eléctrica.

