










 Servicios personalizados
Servicios personalizados
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introducción
Los aceites vegetales se utilizan ampliamente en la producción de alimentos en diferentes campos: doméstico, comercial o industrial. Principalmente en el proceso de fritura.1)
Por lo tanto, debido al tipo de comida que preparan los restaurantes, estos producen una gran cantidad de desecho de aceite de fritura, el cual, al ser desechado sin un tratamiento final correcto, puede provocar graves problemas medioambientales. La mayoría de estos aceites se desechan en los cestos de basura o se descargan en las alcantarillas, lo que puede causar obstrucciones en las tuberías y posteriores desbordamientos de las aguas residuales.2
La disposición inadecuada de los aceites por parte, principalmente, de los locales de venta de comida preparada, puede deberse a la ausencia de sistemas de gestión adecuados.3)
Las consecuencias del mal uso o manejo del aceite de cocina usado, tiene que ver mucho con la falta de conocimiento o información por parte de la población, es por ello que se deben implementar estrategias o alternativas para dar a conocer a las personas que este aceite puede tener otros usos. Por ende, reciclar el aceite usado o llevar el mismo a un centro de acopio, sería una buena opción, ya que de este aceite se pueden obtener varios productos como: jabones, velas, detergentes, trampas para insectos, biodiesel, etc.4
Ecuador cuenta con políticas destinadas a minimizar la contaminación ambiental. No obstantes la contaminación sigue en aumento, porque no hacemos conciencia del daño que ocasiona a largo plazo.5 En la provincia de Esmeraldas no existe un sistema de recolección para aceites de cocina usados, lo cual genera un gran impacto ambiental al desecharlo de manera errónea, llegando así a contaminar a gran escala el medio ambiente en el cual habitamos.
Las grasas lubricantes son ampliamente utilizadas en el mundo y por lo general son obtenidas a partir de jabones obtenidos a base de aceite mineral y Sales de Litio, sodio u otros, estos al ser desechados, por lo general van a parar a las alcantarillas o ríos causando una gran contaminación ambiental, por lo que cada vez más se buscan alternativas para disminuir estos riesgos de contaminación ambiental.
A las grasas lubricantes obtenidas se les mide la calidad en función de los resultados obtenidos de los análisis de: Punto de goteo; Resistencia al agua; Protección contra la corrosión, Análisis de penetración y la consistencia; siendo las dos últimas las que utiliza el Instituto Nacional de Grasas Lubricante (NLGI) para clasificar las grasas y su utilidad en los diferentes mecanismos (tabla 1)
Tabla 1 Clasificación y usos de las grasas según el número de consistencia NLGI
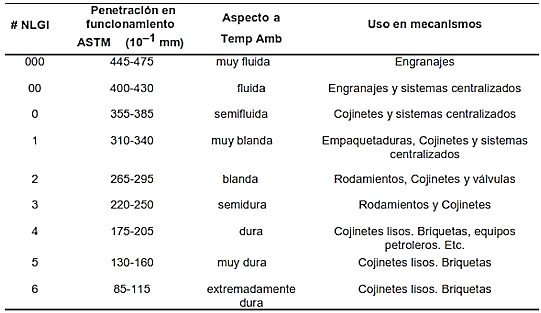
Tomados de Repsol, S.A.; 2020 (11); NLGI, Instituto Nacional de Grasas Lubricante
El uso de aceites vegetales, para el proceso de saponificación y la obtención de grasas lubricantes es una alternativa que se ha experimentado en varias investigaciones con el fin de sustituir al aceite mineral de la composición de estos lubricantes y disminuir el impacto ambiental.6,7,8 Estas investigaciones han reportado el uso del aceite mineral como base para el proceso, pero han descartado la obtención de grasas lubricantes que solo contengan aceite vegetal. Según estos estudios, se han obtenido grasas lubricantes a partir de aceite de Jatropha curcas; 7 aceite de palma africana (6 y aceite de ricino con aceite de girasol.8
Por todo lo anteriormente expuesto nos trazamos como objetivo para este trabajo, la obtención de una bio grasa lubricante a partir de aceite de cocina usado, de manera que la grasa obtenida sea más amigable con el medio ambiente que las grasas obtenidas a base de aceite mineral.
Materiales y métodos
Materia prima
Se obtuvieron 20 litros de aceite de cocina usado (aceite de palma) en varios procesos de fritura, del local de comidas rápida STOP, ubicado en el sector San Rafael de la provincia de Esmeraldas; el aceite fue filtrado por dos membranas, primero se utilizó una membrana de un tamaño de poro de 0,8 mm para eliminar residuos de comida de gran tamaño, posteriormente, se pasó por otra membrana con una porosidad de 0,2 mm para retirar los sedimentos restantes y una vez acabado dicho proceso se procedió a analizar una muestra de este aceite. También se empleó hidróxido de sodio (PANREAC) para la formación de jabón y el antiespumante, como aditivo para evitar la formación de espuma.
Determinación de la acidez del aceite usado
La acidez del aceite usado se realizó por una valoración química según método de ensayo sugerido para esta determinación en la Norma técnica ecuatoriana NTE INEN ISO 660 24219 el cual determina el contenido de ácidos grasos libres, sustancias químicas que participan en el proceso de formación del jabón; los resultados de la determinación se expresan en tanto por ciento en masa. Esta determinación se basa en la neutralización de los ácidos grasos libres en 5g de aceite usado y una titulación con una solución de hidróxido de sodio 0,1N, utilizando fenolftaleína como indicador.
Análisis de índice de peróxido del aceite usado
El índice de peróxido del aceite usado se realizó según método de ensayo sugerido para esta determinación en la Norma técnica ecuatoriana NTE INEN 2421;(9) el cual determina el número de mili equivalentes de oxigeno por kilogramo de muestra. El procedimiento para la determinación se fundamenta en que la muestra problema, disuelta en ácido acético y cloroformo, se trata con solución de yoduro potásico para liberar el yodo presente en la muestra y posteriormente, ese yodo es cuantificado por medio de una valoración con una solución de tiosulfato sódico.
Análisis de humedad del aceite usado
Para esta determinación se siguió el procedimiento descrito en el método de ensayo sugerido para esta determinación en la Norma técnica ecuatoriana NTE INEN 2421. (9 La determinación se basa en un método termo gravimétrico; para lo cual, una porción de la muestra se calienta a 103°C ± 2°C hasta la completa eliminación de la humedad y las materias volátiles, y determinación de la pérdida de masa.
Proceso de elaboración de bio grasa lubricante a partir de NaOH y aceite de cocina usado
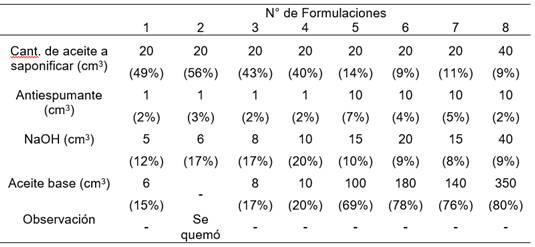
La técnica con la que se llevó a cabo este proceso, fue tomada de la literatura 10 y adaptada según los tiempos, temperaturas y cantidades que se requirieron en los ensayos realizados en el laboratorio de la Carrera de Ingeniería Química de la Facultad de Ingenierías de la Universidad Técnica Luis Vargas Torres de Esmeraldas. Para la obtención de la bio-grasa se realizaron ocho formulaciones (tabla 2) y se procedió como sigue: en un vaso de precipitados se adicionó 80cm3 de aceite usado, más 10cm3 de antiespumante. Se homogenizó y se le añadió un determinado volumen de hidróxido de sodio al 50%; se calentó a 313K y una vez ocurrida la reacción de saponificación, se aumentó la temperatura hasta 343K y se mantuvo a esa temperatura por 1h. Posteriormente se añadió diferentes volúmenes de aceite base (aceite cocina usado), según la formulación, se agitó por 1h y se guardó, en frascos limpios y secos, a temperatura ambiente para los controles posteriores.
Análisis de penetración para grasa lubricante
Este método consiste en medir la penetración de un cono, que presenta una masa específica de 0,150kg de peso, y que se deja caer sobre la grasa en un ángulo de 90º. La penetración es medida en décimas de milímetros (6 y se utiliza la clasificación NLGI para grasas de acuerdo a su consistencia y medida por una penetración trabajada (tabla 1); para lo cual se coloca la muestra de grasa lubricante en una capsula y se deja caer libremente sobre ella el cono, luego de 5 segundos, se retira el cono y se procede a medir la longitud de penetración en decimas de milímetros. Posteriormente, se toma la capsula con la muestra de grasa lubricante y se somete a 60 golpes, para simular el efecto de trabajo. Después, se vuelve a medir la penetración con el cono, y se determina si existen variaciones, este último ensayo se denomina penetración trabajada.
Punto de goteo
Es el valor que corresponde a la temperatura a la cual cae la primera gota de aceite, desde el orificio inferior de una copa de ensayo. Esta temperatura es el promedio entre la temperatura que marca el termómetro de la muestra y la temperatura del baño al que está sometida. (6 El procedimiento para este ensayo es como sigue: se toma una muestra de grasa lubricante en una copa de ensayo, se coloca en el interior de una mufla y se varía la temperatura progresivamente. Se toma el tiempo trascurrido y la temperatura a la cual se desprende la primera gota de aceite de la grasa lubricante.
Resistencia al agua
Esta prueba consiste en medir cuanta resistencia a la humedad tiene la grasa lubricante expuesta en presencia de agua y a una temperatura elevada; para esto, se colocará un tubo de ensayo con agua destilada en cuyo interior estará una varilla con una fina capa de grasa lubricante. Se coloca el tubo de ensayo en baño de María a 363K por 4h. El resultado dependerá de la capacidad que posea la grasa para soportar el agua y temperatura, sin desprenderse de la varilla.12
Protección contra la corrosión
Para esta determinación, se realizan dos tipos de ensayos:
Ensayo con rodamientos: Para este ensayo se lubricaron unos rodamientos con una mezcla de la grasa lubricante y agua destilada. Se procedió a reposar a temperatura ambiente por 72h, y posteriormente se analiza, por observación visual, si hay presencia de corrosión, de ser así, se medirá el impacto con valores en una escala de 0 a 5, donde 0 es ausencia de corrosión y 5 es corrosión muy intensa.
Ensayo con tubo de cobre: Para este ensayo, se empleó una lámina de cobre, la cual se recubrió con una fina capa de grasa lubricante, se colocó en una mufla a 343K por 4h. Al retirar la lámina, se retirará la grasa de la varilla y se procederá a determinar, por observación visual, si existe presencia de corrosión y su magnitud.7
Prueba experimental de la grasa en el motor de una amoladora
La muestra de grasa lubricante obtenida fue probada en un motor de una amoladora (figura 1), cuya velocidad angular es de 3750 revoluciones por minuto. Para llevar a cabo esta prueba experimental, se procedió a abrir la amoladora, quitando los restos de grasa lubricante comercial y colocando suficiente grasa lubricante obtenida en esta investigación, entre los engranajes de los piñones que se encuentran en el interior de la máquina, posteriormente se cerró la máquina y se utilizó por 1 mes.

Tanto los ensayos de caracterización, así como las formulaciones de grasas estudiadas, fueron realizados por triplicados y los resultados mostrados se corresponden con la media de los resultados obtenidos en cada ensayo.
Resultados y Discusión
Resultados de la caracterización del aceite usado filtrado
En la tabla 3 se detallan los resultados obtenidos de la caracterización físico-química del aceite de cocina usado, previamente filtrado, el cual será utilizado como materia prima en esta investigación, para la obtención de la grasa lubricante.
Tabla 3 Caracterización físico-química del aceite de cocina usado y filtrado.
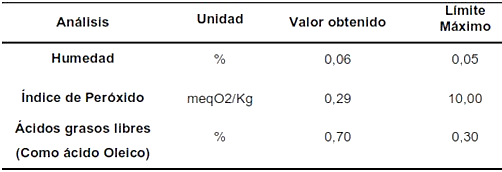
Límite Máximo, hace referencia al límite máximo que aparece en la Norma INEN 2421 para grasas y aceites comestibles.
Los valores que se muestran en la tabla 3, es el resultado de la media de tres determinaciones realizadas al aceite utilizado como materia prima.
Como podemos observar en la tabla 3, el resultado obtenido en la medición de humedad del aceite de cocina usado y filtrado (0,06%), se encuentra algo por encima del límite máximo establecido por las normas INEN para aceites comestibles. Este resultado era de esperar, pues está descrito 13 que los aceites comestibles sufren cambios en su humedad después del proceso de fritura, debido a varios factores, entre los que se encuentra, el tiempo de fritura, la temperatura y el contenido de humedad de los productos que se fríen.
Por otra parte, los resultados del análisis del contenido de peróxido en el aceite comestible utilizado en este proyecto (tabla 3), permitió determinar, en la muestra, el grado de oxidación responsable del envejecimiento de la grasa, debido al contacto con el oxígeno. Como se puede observar el valor obtenido (0,291 meqO2/kg) se encuentra muy por debajo del límite máximo permitido por las normas INEN (10,00 meqO2/Kg) para los aceites y grasas comestibles.
Algunos autores plantean que puede establecerse que el valor de peróxidos, en los aceites usados, es un indicador del nivel primario de oxidación del aceite.13
En relación a los resultados obtenidos en el ensayo de acidez para el aceite de cocina usado en frituras y previamente filtrado (tabla 3), se muestran valores de 0,70, expresados cómo % de ácido oleico; estos valores se encuentran muy por encima de los valores aceptados para los aceites comestibles (0,30, expresados cómo % de ácido oleico).
Está descrito 14 que a medida que el proceso de fritura avanza, el aceite utilizado sufre una serie de cambios en el cual va perdiendo valor nutricional y a su vez se forman nuevas moléculas que pueden ser perjudiciales para la salud. Entre esos cambios podemos destacar al proceso de hidrólisis donde se liberan ácidos grasos debido a las altas temperaturas y la humedad proveniente del alimento.
Por otra parte, el aumento de ácidos grasos es un factor favorable para los objetivos planteados en esta investigación, ya que esas sustancias son las que participan en el proceso de saponificación en presencia de una base, como el NaOH.
Resultados de la caracterización física y química de las grasas lubricantes formuladas a partir de aceite reciclado de cocina
En la tabla 4 se presentan los resultados obtenidos en las diferentes formulaciones estudiadas para la obtención de la grasa lubricante.
Tabla 4 Análisis de los resultados en los 8 ensayos realizados para la obtención de la grasa lubricante a partir del aceite de cocina usado

N° de Ensayo (del 1-8), numero de las formulaciones realizados, ACUs, Aceite de cocina usado.
En la tabla 4 no aparece la formulación No. 2 ya que la misma se quemó en el proceso de saponificación y no llegó a la formación de grasa.
En la formulación 2, se utilizó un volumen menor de NaOH (6 cm3), en comparación con el resto de las formulaciones (de 8 hasta 40 cm3 respectivamente), por lo que suponemos que, en esta formulación 2, en el paso de calentamiento para la formación del jabón donde se utilizó una temperatura de 70°C, se consumió muy rápidamente el agua presente en el NaOH y se quemó el aceite, trayendo como consecuencia que con esta formulación no ocurriera el proceso de saponificación. Esta formulación, al igual que el resto de las formulaciones estudiadas, se realizó por triplicado y el resultado siempre fue el mismo.
Como se puede observar en los resultados mostrados en la tabla 4, las formulaciones 1, 3 y 4, después de 12h de formada la grasa, se solidificó, por tal motivo estas formulaciones se desecharon. La formulación No. 5 quedó con una consistencia semi blanda, mientras que el resto de las formulaciones (6 a la 8) mostraron una consistencia blanda; siendo la formulación No. 8 quién mostró una grasa brillosa, semejante a las grasas comerciales.
Resultados obtenidos de los análisis a las formulaciones realizadas
Una vez obtenido los resultados y 5 días después de la obtención de la grasa lubricante, se procedió con el análisis comparativo de 4 de las 8 muestras obtenidas durante el proceso, en base a los análisis de penetración, punto de goteo, protección contra la corrosión y resistencia al agua.
Resultados del análisis penetración
En la tabla 5 se muestran los datos obtenidos del análisis de penetración y penetración trabajada, reflejando la consistencia de cada una de las muestras de grasa obtenidas.

Grasa de Na, datos de una grasa de sodio tomados de la investigación de tomados de Franco Días A.; 2006.12; N° de Ensayo (del 5-8), número de las formulaciones estudiadas.
Los valores obtenidos de las pruebas de penetración realizadas a la grasa lubricante, después de varios días de reposo, revelan que la formulación 5, al ser sometida a una simulación de trabajo (60 golpes), exhibe una variación mínima, pasando de su estado semiduro a blando; también fue la formulación que mostró los valores más bajos de penetración y penetración trabajada (235mm y 265mm respectivamente), lo cual puede ser debido a la consistencia semidura de esta formulación 5; mientras que las formulaciones 6, 7 y 8 no mostraron un cambio significativo en el trabajo simulado, manteniendo su consistencia inicial, siendo la formulación No. 8 en la que mostró los valores más elevados de penetración (275 y 295 respectivamente).
Una vez obtenidos los resultados de penetración para las muestras en estudio, se estableció según lo especificado por la NLGI (INSTITUTO NACIONAL DE GRASAS LUBRICANTES) (tabla 1), que las muestras se encuentran en un rango de 2-3, estando aptas para ser aplicadas en cojinetes.
Resultados del análisis del punto de goteo (ASTM D-566 D-2265)
En la tabla 6 podemos observar los valores alcanzados en el análisis de punto de goteo, obtenidos desde la muestra 5 a la 8.
Tabla 6 Análisis de punto de goteo de la grasa obtenida.

Dato de grasa de Na, tomado de la investigación de tomados de Franco Días A.; 2006. (12) N° de Ensayo (del 5-8), numero de las formulaciones estudiadas.
Una vez culminado el analisis de punto de goteo en la bio-grasa obtenida, se obtuvieron resultados que demuestran que las muestras 5 y 6 poseen menor temperatura de fusión, soportando una temperatura promedio no mayor a los 76,5 °C, la muestra 7 funde a temperaturas menores a 98,5 °C, mientras que la muestra 8, de la grasa lubricante, alcanzó su temperatura de fusión a 158 °C.
En comparación con las grasas lubricantes de Sodio obtenidas por Franco Días A., (12 la bio-grasa obtenida en la formulación 8, posee una elevada resistencia a altas temperaturas (158°C) aunque se encuentra por debajo del valor reportado por Franco Días A. (168°C),12) no obstante, cabe recalcar que la grasa de sodio de Franco Días A,12 contiene aceite lubricante comercial como aceite base, cuyas propiedades se atribuyen a una gran cantidad de aditivos que se utilizan en su fabricación industrial.
Resultados de los análisis de protección contra la corrosión
En el ensayo de corrosión realizado en los rodamientos, con las muestras de grasas lubricantes obtenidas, no se observó en ningún caso presencia de corrosión en los rodamientos empleados, por lo que el valor otorgado en la escala de 0 a 5 fue 0 para todas las muestras estudiadas.
Estos datos, obtenidos en el análisis de corrosión de la grasa lubricante, demuestran que la bio-grasa obtenida en esta investigación es altamente anticorrosiva, esto significa que ofrece los mismos beneficios que una grasa comercial.
Como se puede observar en la figura 2 una vez culminado el tiempo del experimento, se retiró la capa de bio-gasa (formulación 8) que cubría al tubo de cobre y en la figura 3 se puede observar la varilla de cobre completamente limpia, sin oxido. Estos resultados son consistentes con los realizados en el otro experimento con los rodamientos.


Los resultados obtenidos, en este análisis de corrosión, concuerdan con otros datos reportados en la literatura, (10 donde se establece que la acción de limpieza y protección de la base que se encuentra en contacto con la grasa, es debido a la presencia del NaOH en el jabón utilizado para la obtención de la bio-grasa, el cual brinda componentes anticorrosivos.6
Resultados del análisis de resistencia al agua
En la tabla 7 se presentan los resultados obtenidos en el análisis de la resistencia al agua, practicado a las 4 muestras de bio-grasa seleccionadas del proceso, donde se determina que tan resistente es el producto en superficies que tengan contacto con el agua.
Tabla 7 Valor del análisis de resistencia al agua de las grasas obtenidas
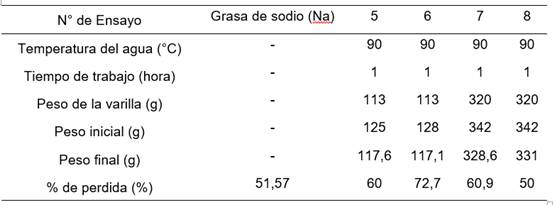
Datos de grasa de Na, fueron tomados de Franco Días A.; 2006.12; N° de Ensayo (del 5 al 8), numero de las formulaciones estudiadas
En los resultados obtenidos del análisis de la resistencia al agua, se observó que los ensayo 5, 6, y 7, en presencia de agua, presentan una perdida desde 60 -73 %, mientras que la formulación 8 pierde el 50% de su grasa total.
Basándonos en los valores obtenidos, se puede decir que la grasa lubricante de este proyecto no presenta gran resistencia al trabajo en presencia de agua. Está descrito en la literatura que el jabón de sodio empleado en la elaboración de la bio-grasa, aunque se le adicionen aditivos, siempre presentara una baja resistencia a la humedad.6,12
Los resultados obtenidos en esta investigación, describen que la muestra 8 presentó un 50% de perdida (tabla 7), valor que se encuentra por debajo del obtenido para la grasa de Na (51,7%) descrito en la literatura.12
Resultados de la prueba experimental de la grasa obtenida en el motor de una amoladora
Luego de culminar los ensayos de laboratorio para la obtención de la grasa lubricante, se procedió a probar la muestra 8, en el motor de una amoladora marca Coofix de 4.5 pulgadas, 650 w y 10500 rpm.


En las figuras 4 y 5 se puede observar que la bio-grasa obtenida en el proyecto, resiste la temperatura generada por el trabajo del piñón o rodamiento del equipo y a la vez permite que el motor funcione con normalidad, sin provocar algún tipo de fricción, desgaste o corrosión en sus componentes internos.
Conclusiones
Según los resultados obtenidos en esta investigación podemos concluir que se obtuvo una bio-grasa lubricante, conformada por el 89% de aceite de cocina usado, el 9% de hidróxido de sodio, el 2% de antiespumante y un punto de fusión de 158°C. Esta bio-grasa según la clasificación de grasas lubricantes del NLGI se pudo catalogar como grasa de tipo 2 con una consistencia blanda a temperatura ambiente y que es apta para su empleo en rodamientos, cojinetes y válvulas, que no sean sometidos a altas presiones ni cargas, así como también que puede ser utilizada en mecanismos expuestos al aire.

