










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
La deforestación acelerada como consecuencia del aprovechamiento de la madera, asociada con la utilización intensiva de un grupo reducido de maderas, provoca una enorme presión sobre las mismas, obligando así, al estudio de aquellas especies en abundancia en los ecosistemas forestales, que reúnan las propiedades adecuadas y que puedan satisfacer el mercado en parámetros de calidad de la madera y su facilidad de uso para aliviar y liberar el impacto sufrido sobre los bosques.
En algunos países como México y Costa Rica, se han desarrollado algunos estudios sobre acabado superficial de la madera. Serrano y Moya, (2011); Machuca y otros., (2012) partiendo de los criterios expuestos por Landry y Blanchet, (2012) , Aguilera y otros., (2016), Andrade y otros., (2016), Hazir y otros., (2017) y Laina y otros., (2017), que exponen que la calidad superficial es un factor que incide directamente sobre diferentes procesos de maquinado de la madera.
En Cuba, existe la problemática de la nula o poca existencia del conocimiento de las características de trabajabilidad de la madera de muchas especies, a pesar de sus volúmenes de existencia en los ecosistemas forestales; por lo cual estas mismas especies no son tomadas en consideración en el sector del mueble; lo que coincide, en este sentido, con Álvarez y otros., (2013)
Por lo tanto, y a partir de los elementos antes expuestos, el objetivo del presente trabajo es demostrar la aplicabilidad en la industria del mueble, a partir de las características de cepillado de la madera de las especies Pinus caribaea Morelet var. caribaea Barret y Golfari, Acacia mangium Willd., Gmelina arborea Roxb., Samanea saman (Jacq.) Merril y Eucalyptus saligna, en las Empresas Agroforestales Pinar del Río, Macurije y Costa Sur; pertenecientes a las provincias de Pinar del Rio y Artemisa.
Materiales y métodos
Caracterización del área de estudio
El área de estudio del presente trabajo comprende tres empresas agroforestales: dos ubicadas en la provincia de Pinar del Río y una en la provincia de Artemisa. (Figura 1)
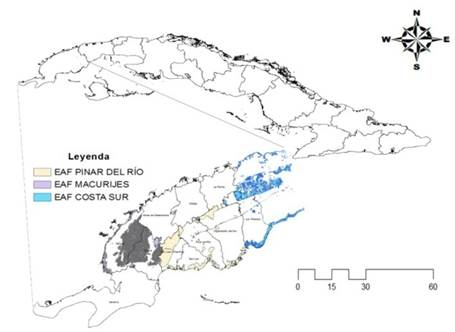
La Empresa Agroforestal «Costa Sur» está ubicada al oeste de la provincia de Artemisa, cuenta con patrimonio forestal en los 11 municipios, limita al norte con el Océano Atlántico; al sur, con el Mar Caribe; al este, con la provincia de La Habana y al oeste, con la provincia Pinar del Río. La Empresa Agroforestal «Macurije» se localiza en la región más occidental de la provincia Pinar del Río, abarca partes de los territorios de los municipios Guane y Mantua. Limita al norte con el litoral costero desde la ensenada de Baja hasta la ensenada de Garnacha; al este, con el municipio San Juan y Martínez, perteneciente a la Empresa Agroforestal Pinar del Río (EAF); al sur, con el municipio Sandino, Empresa Agroforestal Guanahacabibes (EAF) y al sureste, con el litoral del Golfo de México.
Para la selección de las especies de mayor volumen de existencia y permanencia en los ecosistemas, se tomaron datos de los Proyecto de Organización y Desarrollo de la Economía Forestal de las EAF Macurijes, Pinar del Río y Costa Sur, así como se revisaron los planes de desarrollo y la estrategia ambiental de cada una de las empresas objeto de estudio, así como el del Grupo Agroforestal provincial de Pinar del Río y de Artemisa.
Determinación de las propiedades de cepillado de la madera
Para la materialización de la determinación de las propiedades de cepillado de la madera de las especies Pinus caribaea, Acacia mangium, Gmelina arborea, Samanea saman, y Eucalyptus saligna, se utilizaron 10 árboles, de los cuales se obtuvieron trozas que fueron cortadas a partir de una altura de 1,30 m., contando cada una con 1 m. de longitud; se tomaron cuatro probetas, dos a cada lado de la sección lateral de cada troza y se tuvo en cuenta su homogeneidad, para un total de 40 probetas por especie, según la Norma ASTM D-1666, (2004).
Se utilizaron dos y tres cuchillas con ángulos de corte de 30° y 20°. Para obtener el ángulo de 20°, fue necesario hacer un bisel en las cuchillas. Todo ello, en combinación con dos velocidades de alimentación de 7,32 y 12,52mmín −1 , con velocidades de cabezal porta cuchillas de 6 200 y 4 300 revoluciones por minuto (rpm). Estas variables dieron la posibilidad de realizar 4 combinaciones diferentes; se utilizaron 10 probetas por especie para cada combinación, tal y como se demuestra en la tabla 1. (Tabla 1)
Tabla 1 - Combinaciones de variables a utilizar en el ensayo del cepillado.
| Combinaciones | Ángulo de corte (0). | Velocidad de avance (𝑚𝑚𝑖𝑛−1 ) | Número de cuchillas | Giro del cabezal(RPM) |
|---|---|---|---|---|
| 1 | 20 | 7.32 | 3 | 6200 |
| 2 | 30 | 7.32 | 3 | 6200 |
| 3 | 30 | 12.52 | 2 | 4300 |
| 4 | 20 | 12.52 | 2 | 4300 |
Se calculó el número de marcas por cuchilla (NMC) mediante la fórmula utilizada por Herrera en 1981:

Donde:
NMC |
= número de marcas de cuchillas por cm |
A |
= Velocidad del cabezal porta cuchillas o revoluciones por minuto en el cabezal (rpm) |
B |
= Número de cuchillas en el cabezal |
Va |
= Velocidad de alimentación o velocidad de avance (mmín −1 ) |
Se realizó una evaluación del 100 % de las probetas mediante la inspección visual para analizar su comportamiento en cuanto a los defectos más frecuentes para este tipo de ensayo: calcular con los datos obtenidos el número de marcas de cuchillas por centímetro, valorar el comportamiento de la probeta de cada una de las especies con los dos ángulos estudiados y definir cuál de las combinaciones estudiadas es la más adecuada para el cepillado de cada una de las especies.
Para la evaluación de los defectos del cepillado, se tomó como referencia la Norma ASTM D-1666-87 ASTM, (2004), la cual establece el procedimiento de trabajo para la realización de ensayos de trabajabilidad en la madera. La calidad del cepillado y de la trabajabilidad de la madera en general, se determinó mediante la suma del porcentaje de piezas excelentes (E) y buenas (B) para cada uno de los ensayos. (Tabla 2) y (Tabla 3)
Tabla 2 - Evaluación de los defectos del cepillado de la madera. Norma ASTM D-1666-87 ASTM,(2004).
| Grado | Condición | Descripción |
| 1 | Excelente | Libre de defectos |
| 2 | Buena | Con defectos superficiales que pueden ser eliminados con lija del numero 100. |
| 3 | Regular | Con defectos marcados que pueden ser eliminados utilizando una lija gruesa del número 60 y después una lija fina del número 100. |
| 4 | Pobre | Con defectos muy severos que para ser eliminados se requiere trabajar de nuevo la pieza de madera. |
| 5 | Muy pobre | Con defectos muy severos que para ser eliminados es necesario sanear la pieza de madera. |
Tabla 3 - Clasificación de la trabajabilidad de la madera.
| E+B (%) | Clasificación |
| 90-100 | Excelente |
| 80-89 | Buena |
| 60-79 | Regular |
| 40-59 | Pobre |
| 0-40 | Muy Pobre |
Fuente: Norma ASTM d-1966-87 ASTM, (2004).
Resultados y discusión
En la tabla 4, se muestran los resultados del cepillado de las especies poco utilizadas en la industria del mueble, según los distintos parámetros de clasificación. (Tabla 4)
Tabla 4 - Análisis de los resultados del cepillado.
| Especies | Contenido de humedad (%) | No. de Probetas | Clasificación de las probetas (E+B)% |
| 12 | 40 | 98 | |
| 12 | 40 | 98 | |
| 12 | 40 | 97 | |
| 12 | 40 | 97 | |
| 12 | 40 | 96 |
De forma general, se puede expresar que las maderas de las especies que se analizaron respondieron positivamente a la trabajabilidad del cepillado.
Resultado de las combinaciones utilizadas en el ensayo de cepillado
Para el ensayo de cepillado se realizaron cuatro combinaciones las cuales se representan en la tabla 5. (Tabla 5)
Tabla 5 - Resultados de las combinaciones utilizadas en el ensayo de cepillado.
| Combinaciones | N | Ángulo de corte | Velocidad de avance | Número de cuchillas | Giro del cabezal | Número de marcas de cuchillas por cm |
| 1 | 50 | 20 | 7,32 | 3 | 6 200 | 25,4 |
| 2 | 50 | 30 | 7,32 | 3 | 6 200 | 25,4 |
| 3 | 50 | 30 | 12,52 | 2 | 4 300 | 6,8 |
| 4 | 50 | 20 | 12,52 | 2 | 4 300 | 6,8 |
En la tabla 5, se observa que las combinaciones 1 y 2 presentan mayor número de marcas de cuchillas por centímetro (25,4) lo cual influye de manera positiva en la calidad del acabado superficial de la madera.
En tabla 6, se muestra el efecto del número de marcas de cuchillas por cm., evaluado por el porcentaje de probetas libres de defectos, en la calidad del proceso de cepillado. (Tabla 6)
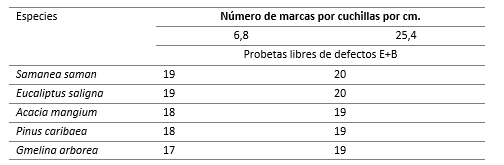
En la propia tabla 6, se muestra que con 25,4 marcas de cuchillas por cm. se obtiene mayor cantidad de probetas libres de defectos, además que Samanea saman y Eucalyptus saligna fueron las especies que mayor cantidad de probetas libres de defectos presentaron en total.
Efectos del ángulo de corte en cepillado de las especies estudiadas
Si el ángulo es mal seleccionado, se pueden generar defectos tales como las fibras arrancadas y las fibras apelusadas, lo que coincide con Laina y otros., (2017), al exponer que los parámetros de corte influyen sobre la calidad superficial de la madera durante el cepillado. En la tabla 7, se presentan los resultados obtenidos para diferentes ángulos de corte en el proceso de cepillado de las especies seleccionadas. (Tabla 7)

De la anterior tabla 7, se observa que, utilizando un ángulo de corte de 20º, la mayor cantidad de probetas libres de defectos se obtuvo para el caso de las especies Samanea saman y Eucalyptus saligna (19 de 20), lo que no resultó así para las restantes tres especies las cuales no sobrepasaron el 90 % de probetas libres de defectos para este ángulo de corte, en ninguno de los casos.
Estos resultados nos muestra que, para el caso de Samanea saman y Eucalyptus saligna, la madera de ambas presenta una mayor densidad con respecto a las especies Gmelina arborea, Acacia mangium y Pinus caribaea, las cuales tuvieron mejor comportamiento con un ángulo de corte de 30º, lo que ratifica el criterio según Malkoçoğlu y Zdemir, (2006); así como Machuca y otros., (2012), de que las maderas blandas se cortan mejor con ángulo de corte de 30º, mientras las duras y semiduras presentan un mejor comportamiento con un ángulo de corte de 20°.
En la tabla 8, se muestran, a partir de las cuatro combinaciones propuestas de maquinado en la tabla 5, las más adecuadas para lograr un buen cepillado en las cinco especies seleccionadas. (Tabla 8)
Tabla 8 - Combinaciones más adecuadas por especie para lograr un buen cepillado.
| Especie | Combinación | Categoría |
|---|---|---|
| 1 | Excelente | |
| 1 | Excelente | |
| 2 | Excelente | |
| 2 | Excelente | |
| 2 | Excelente |
Se observa en la tabla 8 que, para las especies Samanea saman y Eucalyptus saligna, la Combinación 1 (Velocidad de avance 7,32, ángulo de cuchilla 20o, número de cuchilla 3 y velocidad de giro en el cabezal 6 200) es la más adecuada, ubicándola en una categoría “Excelente “y para las especies Acacia mangium, Pinus caribaea y Gmelina arbórea, la Combinación 2 (Velocidad de avance 7,32, ángulo de cuchilla 30o, número de cuchilla 3 y velocidad de giro en el cabezal (6 200) resulta la más adecuada para la obtención de mayor número de probetas libres de defectos.
Moya y otros., (2010), plantean que la madera de Gmelina es factible trabajarla en cepilladoras y machihembradoras tradicionales, comúnmente encontradas en talleres de ebanistería, aserraderos y fábricas de muebles.
En pruebas de cepillado realizadas con esta especie, se ha encontrado que se produce una buena calidad de superficie cuando se utilizan cabezales convencionales, ángulos de corte de 30° y velocidades de alimentación entre 6 y 15 m/min. Los resultados de la presente investigación para el caso de la Gmelina, donde se utilizó la combinación ángulo de corte 30º y velocidad de avance 7.32 m/s, también permitieron obtener para esta especie una buena calidad de superficie, lo cual coincide con lo reportado por Moya y otros., (2010).
Serrano y Moya, (2011), así como Tenorio y otros., (2016), recomiendan como combinación adecuada para obtener buenos resultados de cepillado; determinan como defecto más frecuente el grano apelusado, un ángulo de corte de 15° y velocidad de avance de 6 m/s. Los resultados del presente estudio no coinciden con los referidos autores para el caso de Acacia mangium pues, aunque el grano apelusado es el defecto más frecuente, la combinación que se recomienda es con un ángulo de 30°, y la velocidad de avance de 7,32 m/s, con lo que se obtuvo un cepillado final excelente. Para el caso de la Gmelina arbórea, los resultados obtenidos coinciden plenamente con los reportados por estos autores para ambas especies, en Costa Rica.
En las combinaciones utilizadas en este trabajo, los mejores resultados se obtuvieron con 25,4 números de marcas de cuchillas con ángulos de 20° y 30°, lo que demostró así los planteamientos de Baysal y otros., (2014) y De-Moura y otros., (2014), al exponer que los resultados del cepillado dependen de los parámetros de corte.
Pinus caribaea, Eucaliptus saligna, Samanea Saman, Gmelina arborea y Acacia mangium cuentan con potencialidades para ser utilizadas en la industria del mueble por las propiedades de cepillado de sus maderas.
De las combinaciones utilizadas, resultó la más adecuada, para las especies Pinus caribaea, Gmelina arborea y Acacia mangium, la combinación 2 (velocidad de avance 7.32, número de cuchillas 3, ángulo de corte 30° y velocidad en el giro del cabezal 6200 rpm). Para las especies Eucalyptus saligna y Samanea saman, resultó la más adecuada la Combinación 1, (Velocidad de avance 7.32, número de cuchillas 3, ángulo de corte 20° y velocidad del giro en el cabezal 6200 rpm).

