










 Custom services
Custom services
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkIntroducción
El ajuste adecuado de las condiciones de maquinado es esencial para la obtención de una calidad superficial requerida, implica una reducción de la pérdida de materia prima y a su vez, una disminución de defectos que producen rechazos de productos y desgastes inútiles de herramientas; lo que involucra proyectar, a largo plazo, una mayor utilidad para la industria de la madera. Koch, (1964).
Álvarez y otros., (2013) comentan que el mecanizado de la madera se realiza mediante dos elementos de corte, por diente o por cuchilla. Con cualquiera de los dos tipos, su intervención puede realizarse de varias formas. Para su representación se hace uso de los valores numéricos. El primero corresponde al ángulo formado por la dirección de la arista de corte y la fibra de la madera y el segundo, el ángulo formado entre la dirección de desplazamiento del útil y la fibra de la madera. (Véase Tabla 1)
Tabla 1 - Tipos de mecanizado.
| Tipo | Orientación | Máquinas |
|---|---|---|
| 1 | 90 - 90 | Sierra de cinta al hilo |
| 2 | 90 - 0 | Cepillo |
| 3 | 0 - 90 | Desenrollo |
| 4 | 0 - 90 | Sierra de cinta (tronzado) |
| 5 | 90 - 0 | Tupí |
| 6 | 90 - 90 | Fresado en cabeza |
Fuente: García, (2002).
Se concluye así que el cepillado es una de las más importantes en la elaboración de la mayoría de los productos de madera, y consiste en obtener una superficie plana y de buena calidad después del proceso de aserrío o bien durante la elaboración de un determinado producto. Aquella madera con mala calidad en el cepillado tendrá poca aceptación en el mercado, principalmente en productos donde la calidad superficial es de gran importancia Moya y otros., (2012).
Una de las propiedades más importantes de las superficies es la rugosidad. Puede ser definida como la medida de las irregularidades finas de una superficie. Su tamaño y frecuencia establecen la calidad de esta Hiziroglu, (2005). Aguilera y otros., (2016), Andrade y otros., (2016), Hazir y otros., (2017) y Laina y otros., (2017), que exponen que la calidad superficial es un factor que incide directamente sobre diferentes procesos de maquinado de la madera.
En general, los parámetros que se utilizan para medir la rugosidad pueden interpretarse como parámetros propios de la distribución estadística de alturas de perfil o superficie bajo análisis. Los parámetros de rugosidad más usados en ingeniería son la rugosidad promedio (Ra), la profundidad total de la rugosidad (Rt), la altura de diez puntos irregulares (Rz) y la rugosidad media cuadrática (Rq), López, (2003).
El objetivo es demostrar la factibilidad de uso en la industria del mueble a partir de características de acabado superficial por cepillado de la madera de las especies Pinus caribaea Morelet, Acacia mangium, Gmelina arborea, Samanea saman y Eucalyptus saligna; teniendo como objetivos evaluar el acabado superficial de la madera en las especies identificadas para su uso en la industria del mueble; así como generar las combinaciones adecuadas para el cepillado de cada una de las especies identificadas en función del valor Ra.
Materiales y métodos
Caracterización del área de estudio
El área de estudio del presente trabajo comprende tres empresas agroforestales, de ellas dos ubicadas en la provincia de Pinar del Río y una en la provincia de Artemisa (Véase Figura 1).

La Empresa Agroforestal «Costa Sur» está ubicada al Oeste de la provincia de Artemisa, cuenta con patrimonio forestal en los 11 municipios, limita al norte con el Océano Atlántico, al sur con el Mar Caribe, al este con la provincia de La Habana y al oeste con la provincia Pinar del Río.
La Empresa Agroforestal «Macurije» se localiza en la región más occidental de la provincia de Pinar del Río, abarcando partes de los territorios de los municipios Guane y Mantua. Limita al norte con el litoral costero desde la ensenada de Baja hasta la ensenada de Garnacha; al este con el municipio de San Juan y Martínez, perteneciente a la Empresa Agroforestal Pinar del Río (EAF); al sur con el municipio Sandino Empresa Agroforestal Guanacahabibes (EAF) y al sureste con el litoral del Golfo de México.
Determinación de las propiedades de rugosidad a partir del cepillado de la madera
Para la materialización de la determinación de las propiedades de rugosidad a partir del comportamiento del parámetro Ra en la madera de las especies Pinus caribaea, Acacia mangium, Gmelina arborea, Samanea saman y Eucalyptus saligna se utilizan 10 árboles, de los cuales se obtienen trozas que son cortadas a partir de una altura de 1,30 m contando cada una con 1 m de longitud; tomando cuatro probetas, dos a cada lado de la sección lateral de cada troza teniendo en cuenta su homogeneidad, para un total de 40 probetas por especie; según la Norma AMERICAN SOCIETY FOR TESTING AND MATERIALS ASTM D-1666, (2004); coincidiendo con Meneses y Olay, (2013) y Raabe y otros., (2017). Las dimensiones de las probetas utilizadas en los ensayos de rugosidad son las siguientes:(2 cm x 10 cm x 90 cm).
Se utilizaron dos y tres cuchillas con ángulos de corte de 30° y 20°. Para obtener el ángulo de 20° fue necesario hacer un bisel en las cuchillas. Todo ello en combinación con dos velocidades de alimentación de 7,32 y 12,52 mmin -1 , con velocidades de cabezal portacuchillas de 6 200 y 4 300 revoluciones por minuto (rpm). Estas variables dieron la posibilidad de realizar cuatro combinaciones diferentes, las cuales resultan las más frecuentes en los cepillos convencionales que se encuentran en el área objeto de estudio; para ellas se utilizaron 10 probetas de cada una de las especies (Véase Tabla 2).
Tabla 2 - Combinaciones de variables a utilizar en el ensayo del cepillado.
| Combinaciones | Ángulo de corte (0) | Velocidad de avance (𝑚𝑚𝑖𝑛−1 ) | Número de cuchillas | Giro del cabezal(RPM) |
|---|---|---|---|---|
| 1 | 20 | 7.32 | 3 | 6200 |
| 2 | 30 | 7.32 | 3 | 6200 |
| 3 | 30 | 12.52 | 2 | 4300 |
| 4 | 20 | 12.52 | 2 | 4300 |
Para obtener las medidas de rugosidad superficial se utilizó un rugosímetro portátil modelo TM-TR200, comúnmente utilizado para medir la rugosidad superficial de piezas que hayan pasado por un proceso de maquinado, calcular los parámetros de acuerdo con las condiciones de medición seleccionadas y desplegar claramente todos los parámetros de medición y gráficas de perfiles en su pantalla LCD.
El procesamiento de los datos se realizó con la ayuda del software estadístico IBM SPSS Statistics para Windows, versión 22.0 y el procesador de cálculo para Windows Microsoft Excel 2016 en su versión 16.0.7167.2060, permitiendo la comparación de los valores de los cuatro parámetros: rugosidad media aritmética (Ra), profundidad total de la rugosidad (Rt), altura de los diez puntos irregulares (Rz) y la rugosidad media cuadrática (Rq), arrojados por el equipo para cada especies y llevados a una gráfica de barras.
Se realizó una prueba de normalidad con el propósito de determinar si los datos obtenidos de la variable Ra siguen una distribución normal, mediante el estadístico de Kolmogorov Smirnov. Para comprobar la existencia o no de diferencia significativa entre las medias de los valores de las variables del ensayo de cepillado y el parámetro Ra, se utilizó la prueba no paramétrica de Kruskall-Wallis.
Fueron analizadas las relaciones existentes entre:
Las variables de cepillado (ángulo de corte, velocidad de avance, número de cuchillas, velocidad de giro del cabezal).
Valores del parámetro Ra obtenidos por el rugosímetro.
También se determinaron las correlaciones entre las variables del cepillado de la madera y las del parámetro de rugosidad (Ra), con cuatro combinaciones diferentes para definir su relación en cada una de las especies propuestas.
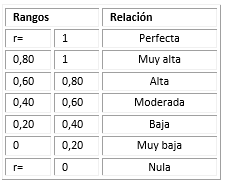
Conociendo que la mayoría de las variables estudiadas no siguen una distribución normal, se determinó el coeficiente de correlación no paramétrica de Spearman (Rho de Spearman) y se consideró una probabilidad de significación del 5 %; este dará la medida de la intensidad lineal de asociación que existe entre las variables analizadas. En este análisis se utilizó la propuesta de Bisquerra, (2004) (Véase Tabla 3).
Resultados y discusión
El estudio de rugosidad para cada especie se realizó a partir del uso del rugosímetro, estableciendo un punto de medición en cada uno de los segmentos cepillados a partir de las cuatro combinaciones establecidas para el experimento que se muestran en la figura 2. Los resultados para cada indicador de rugosidad (Ra, Rz, Rq y Rt) de todas las muestras analizadas se muestran a continuación. (Véase Figura 2)

De los resultados obtenidos del promedio de los parámetros de rugosidad de las diferentes probetas para cada especie, se observa que Samanea saman posee el mejor comportamiento en tres (Ra, Rz y Rt) de los cuatro parámetros estudiados, indicando esto que, de las cinco especies analizadas, el algarrobo presenta las mejores características para ser utilizado en la industria del mueble con muy buenos resultados a partir de la calidad de su acabado superficial.
De estos cuatro parámetros, se seleccionó al Ra como el indicador más adecuado para determinar la calidad del acabado superficial de las especies seleccionadas en la presente investigación; teniendo en cuenta los aspectos que señalan González y Vásquez, (1999) las correlaciones están estructuradas en base a las relaciones existentes entre ellas y los valores de Ra. Debido a que Ra es el parámetro más utilizado en el mundo, se usa para comparar la rugosidad de superficies fabricadas por el mismo proceso de desprendimiento de virutas, Ra es el parámetro que se emplea cuando se hace necesario el control de la rugosidad en forma continua en las líneas de producción, debido a la facilidad de obtención del resultado; casi todos de los equipos presentan este parámetro en forma analógica o digital.
El valor obtenido en este proceso coincide con la curva de Gauss que caracteriza la distribución de amplitud, coincidiendo con los autores Aguilera y Vega, (2004), quienes utilizaron el parámetro Ra para correlacionarlo con variables que intervienen en la formación de la viruta para inferir el comportamiento del acabado superficial de la madera.
Comparando los valores de Ra para cada una de las especies en el punto seleccionado, se observa que los menores valores se obtienen para las especies Samanea saman y Acacia mangiun, lo cual es indicador de un mejor acabado superficial para estas especies a partir de la combinación dos. Un análisis de la dispersión de Ra en un punto en cada probeta en las cinco especies. (Véase Figura 3)
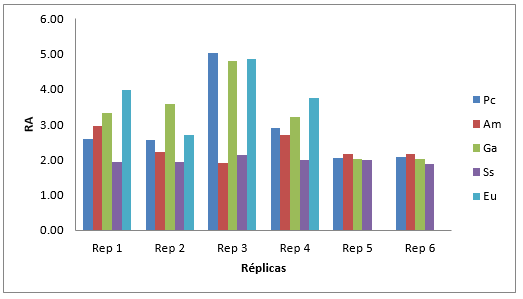
En la figura 3, se constata que, en el mismo punto con repeticiones, el mayor valor de Ra se obtiene en la tercera repetición para Pc, Ga, y Eu lográndose una homogeneidad a partir de la quinta réplica. Estos resultados se corresponden con los encontrados por Aguilera y Vega, (2004) en Pinus radiata en Chile, donde utilizaron tres repeticiones debido a la homogeneidad de los resultados obtenidos.
La media aritmética de los 160 valores Ra para especie, ubica a Acacia mangium (2,74), Samanea saman (1,86), Pinus caribaea (3,05) y Eucaliptus saligna (3,20) entre las Clases 7 y 8 según la definición de la Norma DIN/ISO 1302. Para el caso de la Gmelina arborea (3,36), acorde a su valor para el indicador Ra, su clasificación cae en la Clase 9 de la referida norma.
Teniendo en cuenta los resultados obtenidos y los parámetros normalizados de Ra según la norma DIN ISO 1302, se puede inferir que especies maderables en el país con valores de Ra menores a 3,50 pueden ser valoradas por la industria del mueble como alternativas de producción a partir del buen acabado superficial que las mismas pueden alcanzar.
El valor resultante de Ra muestra el comportamiento de la superficie, pero lo que define su calidad es el uso final del producto, en este caso la elaboración de muebles. Lemaster y Jackson, (2000) indican la importancia de controlar el estado superficial de la madera señalando que la rugosidad superficial está directamente relacionada con el uso que se le quiera dar a una pieza; además, un control efectivo de la calidad de la superficie permite asegurar un ensamblaje correcto de las piezas y determina la aplicación de adhesivos y productos de terminación.
Según la Norma DIN/ISO 1302:2002, las especies de acuerdo a Ra pueden ser utilizadas en la fabricación de muebles. Para el presente caso, las cinco especies estudiadas presentaron valores de Ra menores a estas especificaciones, por lo que se puede aseverar que las cinco pueden ser utilizadas en función de la calidad de su acabado superficial, por la industria del mueble cubana como alternativa de sustitución de especies actualmente sobreexplotadas, como son los casos de Swietenia mahagoni, Cedrela odorata, Cordia gerascanthus y Tectona grandis.
Las cinco especies presentaron, según la norma Calidad superficial ISO 1302: 2002, valores de Ra dentro de los rangos establecidos para el cepillado: Samanea Saman 1,86; Acacia mangium 2,74; Pinus caribaea 3,05, ocupando una zona no frecuente pero favorable por su buen comportamiento ante el proceso de maquinado. Eucaliptus saligna 3,20 y Gmelina arbórea 3,36 están dentro de los mejores resultados de la zona por los valores más frecuentes de especificaciones en la norma antes mencionada. De esta manera, se puede aseverar que las cinco especies pueden ser utilizadas por la industria del mueble cubana.
Correlación entre las variables del cepillado y el Ra del acabado superficial
Al no cumplirse el supuesto de normalidad de las variables Ra, Velocidad de Avance (VA), Ángulo de Corte (AC), Número de Cuchillas (NC), Velocidad (VGC), utilizando la prueba de Kolmogorov Smirnov Pe»0.05 se obtiene la matriz de correlación no paramétrica de Spearman, (Véase Tabla 4).

Como se observa de la tabla 4, la correlación no paramétrica de Spearman está demostrando que todas las variables del cepillado se relacionan con el parámetro Ra, siendo el ángulo de corte el de mayor influencia. Este comportamiento está respaldado por un 50 % de probabilidad.
Estos resultados coinciden con los reportados por Moya, (1986), así como Serrano y Sáenz, (2001), quienes plantean que la velocidad de avance de la madera va a depender de la magnitud del avance del elemento de corte, o marcas que deje la herramienta de corte por cada pulgada (fz); también dependerá del número de elementos de corte (Z) y del número de revoluciones que ejecute el eje impulsor del movimiento (N), así como factores propios de la especie de madera tales como la dureza, la orientación del grano y la abrasividad, los parámetros de la herramienta de corte como son el ángulo de corte y la calidad del filo y los detalles de las condiciones en que se realiza la operación (ancho y profundidad de corte, velocidad de corte y de avance, ajuste del equipo), los que tienen gran importancia para lograr superficies de alta calidad en forma eficiente.
Finalmente, se puede definir que para lograr un buen acabado superficial es necesario que exista relación entre las variables del cepillado, estas pueden ser directamente proporcionales o no, pero se relacionan entre ellas e influyen en la calidad del acabado superficial.
Mediante la Prueba de comparación no paramétrica de Kruskal-Wallis, se buscó la mejor combinación a partir de la relación de las variables de cepillado y el valor de Ra (Véase Tabla 5).
Tabla 5 - Resultados de la prueba de Kruskal-Wallis para analizar la significación de las diferentes combinaciones.
| Combinación | Numero | Pinus caribaea | Gmelina arborea | Samanea Saman | Acacia Mangium | Eucaliptus Saligna |
|---|---|---|---|---|---|---|
| 1 | 40 | 94,55 | 95,96 | 27,51 | 108,60 | 44,43 |
| 2 | 40 | 30,69 | 30,39 | 91,13 | 46,60 | 92,71 |
| 3 | 40 | 84,10 | 110,20 | 101,15 | 91,01 | 97,19 |
| 4 | 40 | 112,66 | 85,45 | 102,21 | 75,79 | 87,68 |
| Significación | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 |
Según la prueba de Kruskal-Wallis existe diferencia significativa entre el rango promedio de las diferentes combinaciones utilizadas en el cepillado de la madera de todas las especies estudiadas con p d»0.01, resultando así la combinación dos como la de mejor comportamiento en cuanto al menor valor del parámetro de rugosidad Ra; indicando el mismo un aumento de la calidad superficial de la madera después del cepillado para las especies Pinus caribaea, Acacia mangium y Gmelina arborea y la combinación uno como la de mejor comportamiento para las especies Eucaliptus saligna y Samanea saman.
La tabla 6 muestra los valores de Ra para cada una de las especies a partir de la combinación utilizada en el proceso de cepillado aplicado a estas.
Tabla 6 - Combinaciones utilizadas en el ensayo de cepillado y el valor de Ra para cada una de las especies.
| Especies | Ángulo de corte | Velocidad de avance | Número de cuchillas | Giro del cabezal | Valor promedio Ra | Número de la combinación en el ensayo |
|---|---|---|---|---|---|---|
| Pinus caribaea | 30 | 7.32 | 3 | 6 200 | 3.05 | 2 |
| Gmelina arborea | 30 | 7.32 | 3 | 6 200 | 3.36 | 2 |
| Acacia mangium | 30 | 7.32 | 3 | 6200 | 2.74 | 2 |
| Samanea saman | 20 | 7.32 | 3 | 6200 | 1.86 | 1 |
| Eucaliptus saligna | 20 | 7.32 | 3 | 6200 | 3.20 | 1 |
Al analizar los resultados de la tabla 6 se puede observar que el valor promedio de Ra para cada especie es menor que cuatro, valor definido como excelente para el ensayo de cepillado en las normas vigentes, siendo Samanea saman la que mejor valor de Ra (1.86) presentó ante el maquinado. (Véase Tabla 6)
Al respecto, otros autores plantean que en el procesamiento de la madera existen diversas variables que deben considerarse para lograr una optimización de las operaciones de trabajabilidad y que, basado en el estudio de dichas variables, es posible recomendar la combinación apropiada para el adecuado cepillado de la madera.
Estos resultados coinciden con los obtenidos por Aguilera y Vega, (2004), los que plantean que tanto las velocidades de avance como de rotación muestran comportamientos seguros en cuanto a su efecto sobre la rugosidad superficial, donde un aumento de la velocidad de avance genera superficies de inferior calidad para velocidades de rotación constantes. Un aumento de la velocidad de rotación produce superficies menos rugosas para velocidades de avance constantes. En la actualidad, el problema fundamental de la industria de la madera es el desconocimiento de las condiciones de corte para lograr un maquinado correcto, donde los problemas de calidad no siempre están asociados a la calidad de las materias primas sino, y de una manera importante, a procesos mal planificadas y ejecutadas; aspectos coincidentes con los resultados obtenidos por Baysal y otros., (2014), Belleville y otros., (2016a) y Belleville y otros., (2016b).
Los resultados del Ra demuestran que, por la calidad del acabado superficial, el Pinus caribaea, Eucalyptus saligna, Samanea Saman, Gemelina arborea, y Acacia mangium, después del proceso de cepillado, pueden ser utilizadas en la industria cubana del mueble, teniendo en cuenta las especificaciones de la Norma DIN/ISO 1302, así como de la Norma ASTM D 1666-87 reaprobada en el 2004.
De las combinaciones utilizadas resultó la más adecuada para las especies Pinus caribaea, Gmelina arborea, y Acacia mangium la combinación dos (velocidad de avance 7.32, número de cuchillas 3, ángulo de corte 30° y velocidad en el giro del cabezal 6200 RPM). Para las especies Eucalyptus saligna y Samanea saman resultó la más adecuada la combinación uno (Velocidad de avance 7.32, número de cuchillas 3, ángulo de corte 20° y velocidad del giro en el cabezal 6200 rpm)

