ARTÍCULO ORIGINAL
Diseño Mc. Lean-Anderson aplicado para obtener recubrimientos de electrodos aleados con carbono, cromo y titanio
Mc. Lean-Anderson design applied for recovered electrodes obtaining with carbon, chrome and titanium alloys
Carlos René Gómez-PérezI, Ana Paula-PerottiII, Alejandro García-RodríguezI, José Antônio Esmerio-MazzaferroII, Arnaldo Rubén-GonzalezII, Ivan Guerra-MachadoII
I Universidad Central Marta Abreu de Las Villas. Facultad de Ingeniería Mecánica. Santa Clara. Cuba ]]> II Universidade Federal do Rio Grande do Sul. Laboratório de Soldagem & Técnicas Conexas. Rio Grande do Sul. Brasil.
RESUMEN
En el trabajo se estudia el comportamiento de electrodos recubiertos destinados al relleno superficial con el proceso de soldadura manual (SMAW, Shielded Metal Arc Welding). Para el diseño experimental se aplican un procedimiento de cálculo para el revestimiento y un plan de mezclas del tipo Mc. Lean-Anderson. En el diseño se conjuga una matriz compuesta por Calcita (26,73 %), Ferrosilicio (19,02 %), Ferromanganeso (16,58 %), Rutilo (26,69 %), Silicato de Potasio (11,70 %) y diferentes cargas de aleación conformadas por Grafito (2 ≤ X1 ≤ 10 %), Ferro Cromo (5 ≤ X2 ≤ 35 %), ferrotungsteno (5 ≤ X3 ≤ 10 %) y matriz (60 ≤ X4 ≤ 80 %). En el trabajo se ofrecen criterios sobre la selección de los niveles límites a explorar durante el plan experimental, a partir de consideraciones sobre los materiales empleados, sus rangos y el procedimiento de fabricación de los electrodos.
Palabras claves: electrodos recubiertos, recubrimientos de electrodos, smaw, diseño de experimentos, relleno superficial.
ABSTRACT
In the present work the behavior of recovered electrodes for superficial filler with Shielded Metal Arc Welding (SMAW) process is study. For the experimental design a coating calculation procedure and a Mc. Lean- Anderson type experimental plan are used. On the experimental design a matrix, composed by Calcite (26,73 %), Ferrosilicio (19,02%), Ferromanganese (16,58%), Rutile (26,69%), Potassium Silicate (11,70 %), and a alloy, conformed by Graphite (2 ≤ X1 ≤ 10), Ferro Chromium (5 ≤ X2 ≤ 35 %), ferrotungsteno (5 ≤ X3 ≤ 10 %) and matrix (60 ≤ X4 ≤ 80 %) is conjugated. In the work some criteria on the selection of the levels limits to explore during the experimental plan are offer, starting from considerations on the materials employees, their ranges and the procedure of production of the electrodes.
Key words: recovered electrodes, electrodes coating, smaw process, experimental design, hardfacing.
]]>
INTRODUCCIÓN
Varios autores [1-4] han tratado el tema de la experimentación en consumibles, a partir del uso de diseños experimentales para realizar eficientemente el proceso. En sus trabajos [1, 2, 4], se discuten alternativas de tipos de diseños empleados, así como ejemplos de su aplicación.
Para la elaboración de electrodos, se requiere de la conjugación de componentes que forman la mezcla del recubrimiento o alma, según sea el caso [4]. En cualquiera de ellos, las composiciones de las mezclas están formadas por relaciones másicas de compuestos mezclados en proporciones adecuadas para lograr las funciones operativas y metalúrgicas [5].
El objetivo de estudiar relaciones funcionales entre las propiedades medidas y las variables controlables, componentes o ingredientes de las mezclas, no es otro que el de determinar si alguna combinación de los componentes puede ser considerada como la "mejor" respuesta deseada [6]. De aquí surge la necesidad de aplicar diseños de experimentos de MEZCLA (MIXTURA), que representan un área importante de la estadística aplicada. En este tipo de experimento la respuesta es función de las proporciones de los componentes presentes en la mezcla [6]. Son considerados experimentos de mezcla aquellos en que las propiedades estudiadas dependen de las proporciones de los componentes de la mezcla, y que no dependen de la cantidad (ejemplo: la masa) de cada componente de la mezcla.
Los Diseños de Red Simplex (Simplex-Lattice Design) constituyen ejemplos de experimentos de mezclas, para la obtención de superficies de respuestas, donde cada componente se encuentra definido en una región plana o espacial, en dependencia del número de componentes. En este tipo de plan experimental, los factores son los componentes o ingredientes de la mezcla, y en consecuencia, sus niveles no son independientes. De este modo, cambiando el nivel (o proporción) de un componente cambiará el nivel de al menos otro componente, porque la proporción entre ellos es la característica de interés y el total de ingredientes de la mezcla debe corresponder siempre a 100 %. Por ejemplo, un experimento con dos componentes se encuentran en un segmento de línea y la suma de las proporciones debe ser siempre igual a uno, donde cada componente es acotado por 0 y 1. En este diseño las combinaciones de los elementos están formadas por componentes puros y mezclas binarias o de dos componentes, localizado en punto intermedio del segmento. En el diseño de red simplex los puntos se encuentran distribuidos uniformemente sobre la región, formando una red o un enrejado que indica las diversas proporciones de los componentes de la mezcla [6]. En los diseños simplex, la mayoría de las corridas experimentales se hacen en la frontera de la región (vértices, lados) y, en consecuencia, solo incluyen (q - 1) de los "q" componentes. Cuando se desea aumentar la red mediante la adición de puntos en el interior de la región, es posible obtener mezclas que contendrán todos los "q" componentes. Por tanto, una alternativa al diseño de red simplex es el diseño de centroide simplex (Simplex-Centroid Design) [6].
Los diseños de centroide simplex son adecuados en situaciones donde se desea explorar toda la región simplex. La principal diferencia de los diseños centroide simplex con relación al de red simplex reside en la adición de punto central, este permite mayor conocimiento sobre el comportamiento de las respuestas en la región central del simplex, o sea, es posible obtener resultado del experimento usando iguales proporciones de todos los componentes o ingredientes [6].
Los modelos polinomiales de mezcla difieren de los polinomios usuales empleados, en otros tipos diseños de experimentos, en el trabajo con superficie de respuesta, debido a la restricción de que la suma de las proporciones de los componentes siempre debe ser igual a uno. A menudo son necesarios términos de orden superior en los modelos de mezcla debido a que (1) los fenómenos estudiados pueden ser complejos y (2) la región experimental a menudo es toda la región de operatividad y, por tanto, es grande, lo que hace necesario un modelo elaborado.
La evaluación del efecto de los componentes de los consumibles de soldadura (tanto recubrimientos de electrodos, como fundentes, mezclas de gases, etc.) sobre sus propiedades operativas o metalúrgicas requiere del estudio de mezclas y, por tanto, del uso de experimentos para mezclas [7, 9]. Sin embargo, la ausencia de uno de los componentes en la mezcla estudiada (variables independientes), específicamente en el recubrimiento de un electrodo, puede conducir a su inoperatividad, desde el punto de vista eléctrico, lo cual haría muy difícil el proceso de soldadura y, por tanto, de obtención de los parámetros (variables dependientes) estudiados [10].
En algunas formulaciones aplicadas para la obtención de revestimientos de electrodos para el proceso SMAW, fundentes para electrodos tubulares o para el proceso de arco sumergido, existen limitaciones impuestas en el espacio simplex, lo que torna necesario delimitar el experimento a una subregión debido a la existencia de restricciones físicas, económicas o experimentales [1, 2]. La reducción de la región a ser estudiada aumenta la precisión de los modelos y, algunas veces, permite reducir costos e, incluso, tiempo de experiencias. ]]>
Sin embargo, la selección de los puntos experimentales es difícil debido a la formación de superficies irregulares, dentro del espacio simplex. La delimitación de una subregión de interés del simplex se realiza mediante restricciones a las proporciones de los componentes de la mezcla. En la práctica, las restricciones de la mezcla reducen los puntos experimentales y, por tanto, el tiempo y costos asociados y, en correspondencia, aumenta la dificultad en la selección de los puntos experimentales porque deja de ser una selección libre en el intervalo de 0 a 100 % [10]. Es de suponer que la exclusión inapropiada de parte de la región de estudio puede ser contraproducente.Las mezclas dentro de una subregión de interés del simplex, en general, ocurren cuando se desea analizar formulaciones con condiciones de contornos operacionales actuales, o cuando las mezclas fuera de esa región no son viables o adecuadas para una determinada aplicación [1, 2].
Si la dependencia de una variable respuesta Y sobre los niveles x1, x2,...xk de k variables cuantitativas o factores se puede expresar por un modelo matemático (Y = Φ(x1, x2, ...xk) + e; e ~ N(0,σ2 )), entonces a dicha relación funcional, en general, se le llama superficie de respuesta [11].
Uno de los objetivos más frecuente en una investigación por experimentación consiste en determinar los valores de las k variables independientes, xi; (i = 1, 2,…k), las cuales pueden producir un máximo (o mínimo) de E(Y).
Aunque en la mayoría de los casos prácticos, la forma de la función Φ es desconocida y, aún cuando en un caso dado, Φ puede ser muy compleja, siempre será posible aproximarla satisfactoriamente a un polinomio en xi; (i = 1, 2,...k), de algún grado adecuado, dentro de una región experimental previamente planificada [11].
A fin de estimar los parámetros de una función polinomial, que puede servir para aproximar la superficie de respuesta Φ, se necesita emplear un diseño de experimento, (x1u, x2u,...xku); u = 1, 2,...N; que constituya una selección de N puntos en una región experimental de interés.
El análisis del diseño experimental indicado, permitirá la estimación de la función Φ, que a su vez se puede someter a un análisis para averiguar acerca de las condiciones que se deben imponer sobre las variables x1, x2,...xk para que E(Y) alcance un valor esperado.
Uno de los planes experimentales de mezclas con restricción de límites de proporciones empleados en la elaboración de materiales para soldar lo constituyen los diseños del tipo Mc. Lean-Anderson, que se sustentan en el cumplimiento de la condición de normalidad en la regiones restringidas de diseños tipo simplex [6]. Este diseño cumple las propiedades requeridas, según Box y Hunter [12] por los diseños multifactoriales de orden d. En este tipo de diseño el número (NT) de experiencias o el total de posibles combinaciones (NT = q·2q-1) expresa las corridas mínimas límites del espacio a explorar, en función del número de componentes o ingredientes analizado (q).
Como objetivo del presente trabajo se persigue aplicar un diseño de mezclas del tipo Mc. Leand-Ardenson para la optimización de la composición de un electrodo de núcleo macizo destinado a obtener recubrimientos de electrodos aleados con carbono, cromo y titanio.
]]>
MATERIALES Y MÉTODOSPor lo general, los procesos de extracción de humedad en las materias primas conllevan a tiempos adicionales durante la fabricación de materiales para soldar y resultan costosos energéticamente al realizarse antes del proceso de dosificación y mantenerlas, luego, en un régimen anhidro durante el mezclado. Este aspecto puede parecer engorroso e innecesario, sobre todo, porque se requiere volver a secar al final el producto terminado para extraer la humedad, tanto la aportada por el aglutinante, para el caso de los electrodos recubiertos y de los fundentes aglomerados, como la que recubre a los fundentes fundidos, luego del proceso de granulación en agua.
Considerar la diferencia de agua existente en las materias primas, en estado de equilibrio con la humedad ambiental, a la temperatura a la que se realiza la dosificación, permite apreciar la cantidad de esta en la mezcla que formará el consumible, para estimar con cierta precisión su composición final luego del secado, lo cual pudiera resultar fiable y económico en la aplicaciones de planes experimentales destinados a su estudio.
Se conoce que la cantidad de masa (Me), empleadas en la elaboración de un consumible, conformado por (n) materias primas (Ni), nunca sobrepasará la unidad, ecuación 1, por lo cual su diseño puede hacerse basado en la aplicación de planes experimentales para mezclas, que cumplen la condición de normalidad.
Por otra parte, cada materia prima (Ni), también está compuesta por (m) componentes (0 ≤ Kj ≤ 1), cuyo límite también es la unidad, ecuación 2.
Luego, puede plantearse que la totalidad de la masa (Me) del consumible estará conformada por la sumatoria combinada (ecuación 3) de los m componentes (Ki) de las n materias primas (Ni) empleadas. ]]>
RESULTADOS Y DISCUSIÓN
La cantidad de humedad retenida en el consumible de soldadura, después del proceso de fabricación, depende del contenido inicial de las materias primas, del tipos de aglutinante empleado para su adhesión, si lo requiriera, y del proceso (térmico) de fabricación a que estará sometido.
Por ejemplo, en el caso de la elaboración de un fundente fundido, una parte no despreciable (alrededor de un 20 %) de los componentes (que forman agua y gases, fundamentalmente) incorporados por las materias primas (carbonatos, filosilicatos, aluminosilicatos, zeolitas, etc.) no llegan a formar parte del producto final, debido a las altas temperaturas (≥ 1400 ºC) del proceso de fabricación. Por esta razón, se requiere considerar estas pérdidas para ganar exactitud en la planificación de las mezclas, que conformarán definitivamente el consumible.
Pérdidas materiales menos significativas ocurren durante la elaboración de fundentes aglomerados con matrices cerámicas o cuasi-cerámicas, en cuyos casos no se sobre pasa, por lo general, las temperaturas de 1100 ºC.
Las menores pérdidas se manifiestan durante la elaboración de electrodos, debido a que son sometidos a un proceso térmico relativamente menos violento, donde se registran temperaturas de secado y calcinación entre los 80 ºC y los 200 ºC, según el tipo de recubrimiento a obtener.
La pérdida fundamental de material en el proceso (PΣ) transcurre al considerar los compuestos volátiles a las temperaturas de secado y calcinación, que han sido aportados por las materias primas al recubrimiento de los electrodos, los cuales pueden definirse solo como pérdidas por extracción de agua (PH2O) para el caso de los electrodos.
Luego, la composición de la masa (Me) de las materias primas a considerar para la elaboración de un recubrimiento de electrodo, ecuación 4, estará afectada por un crecimiento másico proporcional a las pérdidas (PΣ), específicamente en el caso de los electrodos, de las pérdidas PH2O por evaporación del água, ecuación 5, aportada por cada materia prima (N(i)), que se adiciona al recubrimiento.
![]()
De lo anterior se deduce que, en la medida de que las materias primas contengan menor cantidad de agua, ecuación 6, la cantidad de materia prima a preparar, ecuación 4, se acercará a la cantidad definitiva que tendrá el recubrimiento del electrodo, ecuación 3.
En el caso de los electrodos las pérdidas (PH2O) se reducirán a la evaporación de agua contenida en el aglutinante empleado; es decir a la proveniente del silicato de sodio o de potasio).
Este es uno de los argumentos esenciales que han conducido a que los fabricantes y estudiosos de los electrodos para la soldadura consideren el proceso de secado de las materias primas como esencial antes de realizar la dosificación.
Sin embargo, como se aprecia (ecuación 4), conociendo los niveles de humedad de cada materia prima (incluyendo la del aglutinante, en procesos de desecado (hasta la temperatura de calcinación, para el caso de los electrodos), permite estimar de antemano la cantidad de materias primas necesarias a emplear para cada punto experimental a evaluar, sin necesidad de hacer análisis químicos posteriores, ni mucho menos, preparar masas de recubrimientos, que a veces no satisfacen los requerimientos de planes experimentales. ]]>
Un ejemplo de tal proceder se sigue al considerar materias primas específicas (tabla 1) para estimar la composición de un recubrimiento de electrodo (tabla 2).La diferencia de composiciones (tabla 2) está dada por las relaciones estequiométricas fijas de los componentes de las materias primas seleccionadas (tabla 1); es decir, algunas de las materias primas aportan elementos no necesarios en cantidades o en forma de compuestos, que inevitablemente conformarán el recubrimiento. Sin embargo, la composición estimada diferirá muy poco, no de la real, sino de la real que tendrá del electrodo.
En el caso de electrodos para la recuperación de piezas, como el caso que ocupa, la dicotomía funcional entre la matriz del recubrimiento y la carga de aleación resulta un problema.
La matriz del recubrimiento es la responsable de garantizar el comportamiento operativo del electrodo y una estabilidad metalúrgica adecuada, tal que la carga de aleación garantice las propiedades físicas de los depósitos, a través de su actividad termodinámica y química.
La dicotomía conduce a la competencia para lograr un nivel adecuado operatividad y de calidad, bajo el mismo volumen de mezcla, tanto que una función conduce al detrimento de la otra.
Para el estudio de la aplicación que se refiere se decide el mantenimiento de una matriz constante cercana a la de un electrodo E6013, mientras se estudia el efecto de la carga de aleación sobre la operatividad eléctrica del electrodo, la microestructura y propiedades mecánicas de los depósitos obtenidos.
Cualquier evaluación al respecto conduce a un plan experimental de mezclas, donde no se seleccionan límites extremos de inoperatividad o de mal comportamiento ante variables dependientes (funciones respuestas esperadas); luego, como se discutió anteriormente uno de los recomendados para tal efecto es el plan experimental del tipo Mac. Lean & Anderson, que permite el trabajo en regiones restringidas.
La formación de estructuras duras resistentes al desgaste abrasivo está asociada, fundamentalmente, a la formación de estructuras duras, su tamaño y dispersión dentro de una matriz metálica. Además de la tecnología aplicada (fundamentalmente el régimen), también influyen en estos aspectos los elementos formadores de estructuras duras, específicamente carburos. Las mezclas con aleaciones de Carbono, Cromo y Titanio pueden potenciar la resistencia al desgaste, así como sus niveles de Grafito (2 % ≤ X1 ≤ 10 %), Ferro Cromo (5 % ≤ X2 ≤ 35 %), ferrotungsteno (5 % ≤ X3 ≤ 10 %) y matriz (60 % ≤ X4 ≤ 80 %) pudieran a conducir a una región adecuada para la obtención de depósitos resistentes al desgaste abrasivo.
El diseño propuesto por Mc. Leand y Anderson [13] se aplica cuando se desea estudiar solamente una región del simplex, es decir, cuando no tiene sentido estudiar una mezcla en la cual una o más variables sean cero o donde sus combinaciones conduzcan, tanto a propiedades conocidas, como no deseadas en la mezcla. Para su aplicación se establecen las restricciones de composiciones (tabla 3) para cada factor independiente (Xi), cuyos valores deben estar comprendidos entre 0 y 1 (ó 0 y 100), cumpliéndose que:
0 ≤ Xn ≤ X ≤ Xm ≤ 1, donde Xn es el valor mínimo y Xm el valor máximo del intervalo que toma la variable Xi. ]]>
Posteriormente se determina el número total de combinaciones ![]() , para el número total (q = 4) de variables independientes y se plantean las combinaciones, codificándose los valores máximos y mínimos de Xi con un signo "+", el valor más alto de la variable (Xi) en el rango seleccionado (Xm); con el signo "-", el valor más bajo de la variable (Xi), en dicho rango (Xn). Deben dejarse, en cada fila, una variable sin colocarle el signo. A continuación, se procede a decodificar dichas combinaciones, colocando en los signos "+" los valores altos (Xm) y en los signos "-", los valores bajos (Xn) para cada variable (Xi). Los espacios en blanco (Xb) se llenan (tabla 4), tal que la suma de las todas las variables (Xi) para cada corrida cumpla la condición de normalidad (Xb = 1 - (Xm+ Xn); es decir, sea la unidad.
, para el número total (q = 4) de variables independientes y se plantean las combinaciones, codificándose los valores máximos y mínimos de Xi con un signo "+", el valor más alto de la variable (Xi) en el rango seleccionado (Xm); con el signo "-", el valor más bajo de la variable (Xi), en dicho rango (Xn). Deben dejarse, en cada fila, una variable sin colocarle el signo. A continuación, se procede a decodificar dichas combinaciones, colocando en los signos "+" los valores altos (Xm) y en los signos "-", los valores bajos (Xn) para cada variable (Xi). Los espacios en blanco (Xb) se llenan (tabla 4), tal que la suma de las todas las variables (Xi) para cada corrida cumpla la condición de normalidad (Xb = 1 - (Xm+ Xn); es decir, sea la unidad.
Llenada la matriz experimental se procede a seleccionar los puntos reales, que se van a tomar para la experimentación; es decir, seleccionar el número total de experimentos se sigue la siguiente secuencia:
1. Se desprecian, de las combinaciones realizadas, las que no cumplan la condición de normalidad; es decir, donde Xb < 0. Así se eliminan los puntos experimentales 2, 4, 6, 16, 18, 22 y 32. ]]>
2. Se eliminan las combinaciones que no cumplan las restricciones de composiciones previstas en el diseño (Tabla 3); es decir, se eliminan los puntos experimentales 1, 5, 8, 10, 12, 15, 17, 20, 21, 22, 25, 26, 29 y 30.3. Por último se eliminan los puntos que se repiten, dejando solo uno de ellos; es decir se eliminan los puntos 13, 14 y 28.
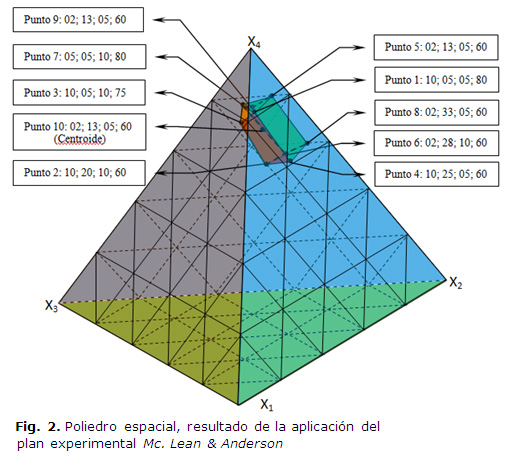
Por reducción se obtienen (tabla 5) un total de 9 puntos experimentales (3, 7, 9, 11, 19, 23, 24, 27 y 31). Para afianzar el trabajo estadístico se añade un punto en el centroide geométrico del espacio muestral. Observe que se reenumeran consecutivamente para facilitar la interpretación de los resultados.
Pueden realizarse varios cortes o secciones de una variable (Fig. 1), tal que permita representar la interacción de los restantes componentes en dicha sección. ]]>

Sin embargo, la región formada no es visible completamente en una representación plana, por ser un poliedro (Fig. 2) formado por 9 vértices. El centroide de dicha figura puede determinarse usando la siguiente ecuación:
a partir de la media de los contenidos de cada variable independiente (Xi) para los m puntos experimentales.
 ]]>
]]>
Para la determinación de la cantidad de agua proveniente de las materias primas se realizan ensayos de desecación a temperaturas similares a las de calcinación de los electrodos, los que arrojan los contenidos de agua en las mimas, si es que los proveedores no aportan el dato en el certificado de calidad y las mismas se comercializan en estuches herméticos. El contenido de agua se toma como la diferencia, ecuación 7, en masas (Dmi) entre la materia prima inicial, Dii, a la temperatura y humedad relativa en el laboratorio, donde será dosificado para la elaboración de los electrodos y la materia prima final Dfi, luego de la elevación de la temperatura.
Durante la dosificación de las materias primas se cuida no hacerlo en lugares donde se varíe la humedad relativa y temperaturas a las cuales se tienen los datos de humedad.
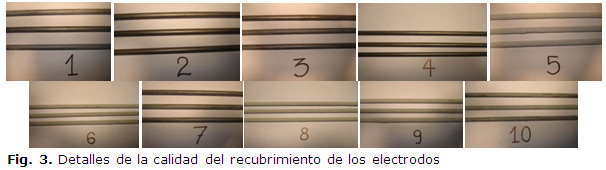
Aplicando un recubrimiento por extrusión, se obtienen resultados sobre el acabado superficial de los electrodos (Fig. 3), los parámetros empleados para la realización de los depósitos de los cordones de soldadura y datos sobre su comportamiento operativo, de acuerdo al plan experimental. ]]>
El análisis de varianza para el modelo lineal de cada factor dependiente refiere que el valor -P para estos modelos es mayor que 0,05, por lo que no hay indicación de autocorrelación serial en los residuos con un nivel de significancia del mayor al 5,0 %.
A partir de los resultados del análisis lineal de ajuste de modelo, para cada factor dependiente, se obtienen las ecuaciones de regresión ajustadas, tabla 6.
]]>
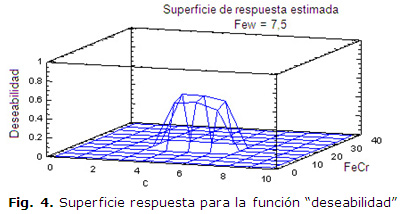
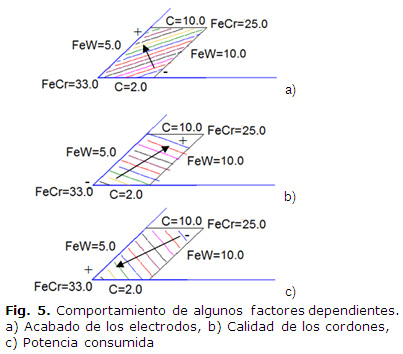
A partir de los valores máximos y mínimos observados y el impacto de cada uno, para los criterios de la función "Deseabilidad" establecidos, el valor óptimo de la función "Deseabilidad" es de 0,647599, obtenido a partir de la combinación de factores a la cual se alcanza y los valores óptimos determinados para factor dependiente (tabla 7), que produce la superficie de "Deseabilidad" (Fig. 4) óptima para la región experimental.El comportamiento de los factores dependientes Acabado de los electrodos, Calidad de los cordones y Potencia consumida, puede apreciarse (Fig. 5a, 5b y 5c, respectivamente), como muestra de los resultados que se obtienen de la evaluación (Fig. 2).
]]>
Se observa, ecuación 8, que el carbono influye más positivamente que el FeCr en el acabado de los electrodos; sin embargo, el FeW influye menos, mientras que su conjugación no es significativa. La influencia del carbono está dada por su constitución laminar, que actúa como lubricante entre las partículas del recubrimiento, lo que permite un proceso de extrusión relativamente más suave y continuo, repercutiendo en un mejor acabado.
![]()
Sin embargo, con el comportamiento de la calidad de los cordones (ecuación 9), el ferrocromo y la matriz los que influyen más significativamente en forma positiva. El incremento de carbono puede desoxidad violentamente, a la temperatura del arco al resto de los óxidos de la matriz del recubrimiento y conducir a la aparición de poros en el metal depositado.
![]()
]]>
Sobre a eficiencia total del desempeño de los electrodos (ecuación 10) es el ferrotungsteno quien más influye, debido a que también incrementa la eficiencia de deposición, toda vez que reduce significativamente el coeficiente de pérdidas. Este comportamiento puede ser originado por la elevada estabilidad química que conduce a una transferencia prácticamente total. Este aspecto queda por constatar a partir de análisis químico de los depósitos.
La potencia consumida en el proceso de soldadura (ecuación 11) es modificada fuertemente de una forma negativa por un incremento del contenido de matriz en el recubrimiento. Ello puede estar asociado a las relativas altas temperaturas de descomposición de los compuestos cristalinos que conforman los minerales a partir de los cuales se constituyen.
Otros resultados serán presentados y publicados convenientemente. En cuanto los datos de los estudios químicos y de desgaste sean realizados.
]]>
CONCLUSIONES1. La consideración de la humedad en las materias primas durante el cálculo de las composiciones químicas de los recubrimientos de electrodos, como única pérdida másica producida durante su obtención, permite estimar con cierta exactitud la composición final del recubrimiento, una vez secado, toda vez que acerca la composición química de los distintos puntos experimentales a los valores requeridos en los planes experimentales.
2. Un diseño de superficie respuesta, como el Mc. Lean & Anderson, con cuatro factores, a dos niveles, permite estudiar una región restringida del tetraedro de composiciones de la carga de aleación de un recubrimiento para electrodo, tal que el número experimental de corridas, pueda ser de 10, sin considerar dos réplicas adicionales sobre el centroide.
3. Para las variables dependientes evaluadas (Acabado de los Electrodos, Calidad de los Cordones, Coeficiente de Fusión, Coeficiente de Deposito, Razón de Deposito, Coeficiente de Perdidas, Eficiencia de Deposición, Eficiencia Total, Potencia Consumida, Mediana del Voltaje, MAD del Voltaje, MAD de Duración de Cortocircuito, MAD del Periodo de Cortocircuito) los valores óptimos de las variables dependientes carbono, ferrocromo, ferrotungsteno y matriz fueron 6, 20, 9, 65 por ciento, respectivamente.
REFERENCIAS
1. Adeyeye, A. D. y Oyawale, F. A. "Mixture Experiments and their Applications in Welding Flux Design". J. of the Braz. Soc. of Mech. Sci. & Eng. 2008. vol. XXX, nº. 4. p. 319-326. ISSN 1678-5878.
2. Adeyeye, A. D. y Oyawale, F. A. "Weld-metal Property Optimization from Flux Ingredients Through Mixture Experiments and Mathematical Programming Approach". Materials Research, 2009. vol. 12, nº 3. p. 339-343. ISSN 0884-2914
3. Nobre Cavalcanti, C. A., Esmerio Mazzaferro, J. A., Gómez Pérez, C. R. et al. "Comparação entre o Comportamento de Eletrodos Revestidos Utilizando Dispositivos de Soldagem por Gravidade e com Controle Automático do Comprimento do Arco", En: XXXVII Congresso Nacional de Soldagem. CONSOLDA 2011. Brasil. 2011
4. Kapoor, A., Weaver, R. J. y Boring, M. "Novel method to correlate SMAW electrode moisture with arc characteristics and operability". En: The First South-East Asia International Innovation Welding Congress. Thailand. 2007
5. García-Rodríguez, A., y Gómez-Pérez, C. R., "Criterios sobre algunas Metodologías de Caracterización Operativa de Electrodos Revestidos en la Soldadura en Modo de Transferencia Metálica por Cortocircuitos". Soldagem & Inspeção. 2008. vol. 13, nº. 2. p. 141-149. ISSN 0104-9224.
6. Montgomery, D. Diseño y análisis de experimentos. 5 ed. USA: Arizona State University. 2001
7. Cruz-Crespo, A., Quintana-Puchol, R., Gómez-Pérez, C. R. et al. "Effect of CaO from the slag system MnO-SiO2-CaO on the chemical composition of weld metal". Welding International. 2010. vol. 24, nº. 7, p. 518 - 523. ISSN 0043-2296
8. Cruz Crespo, A., Quintana Puchol, R., Perdomo Gonzalez, L. et al. Fundente fundido del sistema MnO-SiO2 para la soldadura por arco sumergido. Instancia de Solicitud Nº 2002-0242. Oficina Cubana de la Propiedad Intelectual. OCPI, Cuba. Certificado de concesión: Nº 23173.x, 2008.
9. Quintana-Puchol, R., Prieto-Garcia, O., Hernández-Ruiz, J. et al. "Síntesis de una Matriz Cuasiceramica Destinada a la Obtención de Fundentes Aglomerados para Proceso SAW y Evaluación Cinético-termodinámica de su Proceso de Humectación". Soldagem & Inspeção. 2010. vol. 15, nº. 2. p. 130-140. ISSN 0104-9224. ]]>
10. Gómez Pérez, C., Paula Perotti, A., Esmerio Mazzaferro, J. A. et al. "Consideraciones sobre el estudio de nuevas composiciones de electrodos para su aplicación en recubrimientos de electrodos destinados al relleno superficial. CNS176". EN: XXXVII Congresso Nacional de Soldagem. CONSOLDA 2011. Natal, Brasil. Octubro, 201111. Sinha, S. P. Comparación de precisión y sesgo de algunos Diseños Experimentales de superficie de respuesta. Publicación 80-01. Universidad de los Andes, Instituto de Estadística Aplicada y Computación. 1980.
12. Box, G. y Hunter, J. S., "Multifactor experimental designs for exploring response surfaces". Journals of the Royal Statistical Society, 1951. vol. 13, nº. 1, p. 195-240.
13. McLean, R. A. y Anderson, V. L, "Extreme Vertices Design of Mixture Experiments". Technometrics, 1966. vol. 8, nº. 3. p. 447-454. ISSN 0040-1706
Recibido: 15 de marzo de 2011.
Aceptado: 25 de mayo de 2011. ]]>
Carlos René Gómez-Pérez. Universidad Central Marta Abreu de Las Villas. Facultad de Ingeniería Mecánica. Santa Clara. Cuba.
Correo electrónico: crene@uclv.edu.cu ]]>
 ]]>
]]>
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}