
Las correcciones de arco y de pulso y el voltaje en la transferencia metálica fría
The arc and pulse corrections and the voltage in thecold metal transfer
René Eduardo de-luna-AlanísI , Carlos René Gómez-PérezII
I Centro de Innovación y Desarrollo Tecnológico en Soldadura. Nuevo León, México
II Universidad Central Marta Abreu de Las Villas, Centro de Investigaciones de Soldadura. Villa Clara. Cuba
RESUMEN
Las correcciones de arco y de pulso del proceso de soldadura con transferencia metálica fría modifican el voltaje y la corriente. Sin embargo, dicha variación no se ha estudiado suficientemente, específicamente el efecto de estas correcciones sobre los oscilogramas de voltaje y la variación de la potencia del proceso. El objetivo del presente trabajo es analizar la influencia del efecto de las correcciones de arco y de pulso, del proceso de soldadura con transferencia metálica fría, sobre el oscilograma de voltaje en la etapa de arco eléctrico durante la realización de uniones soldadas en aluminio 5083. Las funciones de corrección de la longitud de arco y del puso de corriente influyen de forma directa, tanto independientes como combinadas, sobre la potencia consumida en el proceso de soldadura metálica fría, mientras que la velocidad de soldadura influye inversamente. El crecimiento combinado de las variables referidas influye inversamente sobre la potencia consumida.
Palabras claves: corrección de arco, corrección de pulso, transferencia metálica fría, proceso CMT, oscilogramas, potencia.
ABSTRACT
The cold metal transfer welding functions such as arc and pulse correction modify the voltage and the current. However, has not sufficiently studied these variation, specifically the effect of these corrections on the oscillogram svoltage´s and processes potency variation. The arc length and current pulse correction functions have a direct influence on potency consumed in the cold metal transfer process, so much independent like combined, while the has an inversely influence. The growth combined of arc and pulse correction and welding velocity inversely acts on consumed potency of cold metal transfer process.
Key words: arc correction, pulse correction, cold metal transfer, CMT process, oscillogram, consumption.
INTRODUCCIÓN
]]> El proceso de soldadura con transferencia metálica fría o Cold Metal Transfer (CMT), del idioma inglés, resulta relativamente nuevo [1] aunque investigaciones realizadas sobre el proceso CMT refieren su uso para la soldadura blanda [2], incluso para materiales disímiles, como aluminio y acero común acero galvanizado o borado [3]. Otros ejemplos de aplicación en la soldadura de metales diferentes es la unión de la aleación de magnesio AZ31B a la de aluminio A6061-T6 [4], en la soldadura de diferentes aleaciones de aluminio [5], incluso con proceso robotizado [6], estudiando la transferencia en modo de corto circuito [7] y la forma de transferencia de la gota durante la soldadura CMT de aleaciones de Ti-6Al-4V [8]. Otras publicaciones [9] han tratado la soldadura de componentes navales construidos con las aleaciones de las series 6061 y 2xxx empleando baja energía (CMT). Sin embargo, en ninguna de las publicaciones consultadas se encuentra analizado suficientemente el efecto de las correcciones del proceso CMT (de longitud de arco y de pulso de corriente) sobre los oscilogramas de voltaje y su efecto en la evaluación de la estabilidad del proceso y la potencia consumida.El proceso CMT controla la longitud del arco [10]; en procesos convencionales de GMAW la tensión de la soldadura se mide para determinar la longitud de arco.
El proceso CMT puede variar el calor aportado, desde rangos relativamente bajos (transferencia metálica prácticamente sin aporte térmico), hasta relativamente altos (comparables con el GMAW), partiendo de principio de funcionamiento, aspecto este no ampliamente estudiado hasta el momento, en todos sus variantes y aplicaciones; no obstante, se han hecho estudios específicamente de la aplicación del proceso CMT sobre las propiedades mecánicas en las aleaciones de aluminio 6061 [11], 5083-H111 y 6082-T651 [12], aunque sus autores no consideran la variación de la energía de soldadura.
Luego, las correcciones de longitud de arco (modificadora del voltaje empleado) y de pulso (modificadora de la corriente) son variables intrínsecas del proceso CMT [13, 14], que pueden modificar la energía lineal aportada [1] y, ésta energía, modificar la forma geométrica de los cordones [15], que afectaría el comportamiento de las propiedades mecánicas de las uniones y los costos asociados al proceso. Por tanto, la corrección de la longitud de arco, de pulso y la velocidad de soldadura pudieran ser consideradas como variables esenciales para la evaluación de las propiedades mecánicas y los costos del proceso de unión sobre la aleación de aluminio 5083, obtenidas con la aplicación del proceso CMT, lo cual no ha sido aun suficientemente estudiado.
En el muestreo en tiempo real de las señales eléctricas de arco, se digitalizan todos los datos utilizando un evento de disparo único [16]. Existen procedimientos virtuales para evaluar la energía del arco [17]; sin embargo, la adquisición de las señales permite monitorear la potencia real consumida. Estudios realizados sobre el consumo de potencia en el proceso CMT parecen contradictorios, como ocurre con los trabajos publicados por Dutra [10], Rykała [6] y Sun [8], lo cual demuestra la importancia de aportar elementos sobre el tema.
También, se han realizado estudios, a partir de la adquisición de señales eléctricas, evaluando la forma de la onda de corriente y de voltaje en el proceso CMT [18], pero no se ha apreciado una suficiente caracterización de las ondas obtenidas en la región de alta frecuencia, en cuanto a las oscilaciones de sus parámetros característicos, tales como los picos de voltaje de reencendido y su repercusión en la estabilidad del proceso durante la etapa de arco, ni los voltajes medios de soldadura, para dar criterios del consumo de potencia. De lo anterior, puede inferirse que la adquisición de señales eléctricas aplicada al proceso de soldadura CMT permitiría determinar la estabilidad del arco eléctrico, la potencia consumida y, a partir de esta, los costos eléctricos del proceso.
Pickin [18] ha estudiado el ciclo de corriente del proceso CMT describiendo el efecto de las forma de la onda de tensión en el comportamiento de la soldadura; sin embargo, el proceso CMT está formado por otras frecuencias mayores a las reportadas, que acompañan fundamentalmente la fases de arco, que pueden ser modificadas por los parámetros de corrección de arco y pulso. La variación de estas correcciones de longitud del arco eléctrico y de pulso de corriente, pudieran conducir a demandas diferentes de energía durante la soldadura. La confluencia de estos aspectos produce particular interés y la forma de constatarlo es a través de un estudio de las señales eléctricas del proceso de soldadura CMT.
El objetivo del presente trabajo es analizar la influencia del efecto de las correcciones de arco y de pulso, del proceso de soldadura con transferencia metálica fría, sobre el oscilograma de voltaje en la etapa de arco eléctrico durante la realización de uniones soldadas en aluminio 5083.
Para ello, se realiza el censado y procesamiento de las señales eléctricas del arco de soldadura, evaluando los parámetros fundamentales de pico de reencendido, voltaje de soldadura y potencia, entre otros, en un diseño experimental factorial completo cuyos factores independientes lo constituyen las correcciones de arco, de pulso y la velocidad de soldadura en el proceso de soldadura CMT.
Como resultado se obtiene una influencia directamente proporcional de las correcciones de longitud de arco y de pulso de corriente sobre la potencia consumida y la estabilidad del proceso de soldadura, mientras que el efecto de la velocidad de soldadura es inversamente proporcional.
]]>MATERIALES Y MÉTODOS
El material base, en forma de placas de 6 milímetros (0,236 in) de espesor con tratamiento H321 (Ansi/Aws. Structural Welding Code - Aluminium. Fourt Edition. AWS D1.2/1.2M. 2008), empleado para la experimentación lo constituye la aleación de aluminio al magnesio de media y baja resistencia 5083, relativamente de buena soldabilidad y buenas resistencias a la corrosión y la fatiga.
Para la evaluación del proceso CMT pulsado estudiado se empleó un diseño experimental basado en un plan de tipo factorial multinivel con 3 factores independientes: corrección del arco (de -30,0 a + 30 %); corrección de pulso (de -5,0 a + 5 %); velocidad de soldadura: (de 1,06 a 1,52 cm·s-1).
Se garantizaron las mismas condiciones experimentales para todas las muestras estudiadas en el diseño experimental, a través del dimensionamiento de los cupones de prueba, atendiendo a las recomendaciones del código estructural de aluminio.
La instalación experimental (figura 1) cuenta con una fuente GMAW-Transferencia Metálica Fría o GMAW-CMT, por sus siglas en inglés, modelo TPS5000 MV CMT y corriente pulsada, utilizada en producciones industriales e investigaciones [9] y un osciloscopio digital (ADS1102CAL de 100MHz, 1Gs/S, 2CH, 7" Color LCD), cuya sonda (canal 1) censa el voltaje durante el proceso (acoplada a los terminales positivos y negativos de la fuente y del alimentador, respectivamente), entregado por la máquina sinérgica para el proceso Cold Metal Transfer (FRONIUS, modelo TPS5000 MV CMT), mientras que la señal de corriente se adquiere a través de una pinza de efecto Holl (canal 2).
El sistema construido para desplazar la antorcha y obtener la unión soldada (figura 1) fue desarrollado por el autor del trabajo, en el Centro de Innovación y Desarrollo Tecnológico en Soldadura, A.C. de Nuevo León, México (CIDTS) garantiza los niveles de repetitividad y reproducibilidad exigidos en la planificación experimental. Los parámetros del proceso de soldadura se establecen según especificaciones. Los parámetros de soldadura empleados fueron: corriente de base, 248 A; voltaje de arco, 22 V; polaridad, corriente directa electrodo positivo; diámetro de la boquilla, 12,7 mm; tipo de gas: argón (100 %); flujo de gas, 15 L·min-1; distancia de la boquilla a la pieza, 4 mm; velocidad de alimentación del alambre, 2,9 m·min-1 y las variables consideradas en el diseño experimental.
RESULTADOS
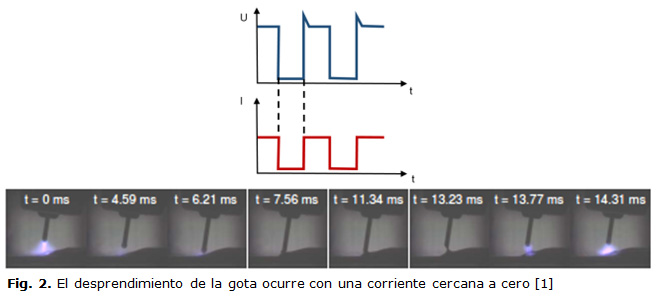
]]> A diferencia de los oscilogramas referidos por la literatura sobre el proceso CMT (figura 2), los oscilogramas de voltaje obtenidos (figura 3) caracterizan el proceso de arco de una de las muestras de señales estudiadas (muestra 1). En el oscilograma se muestra (figura 3) el ciclo correspondiente al proceso de arco la onda de voltaje, particularmente característico en frecuencias alrededor de los 140 kHz.La onda de tensión del proceso CMT pulsado empleado está caracterizada por presentar dos momentos (figura 3): momento de aplicación del pulso de corriente y momento de mantenimiento de la corriente de base, durante la fase de arco eléctrico. En la onda de tensión se pueden distinguir (figura 3) diferentes valores de voltaje característicos, estos son: Vip, Voltaje de pico asociado al inicio del pulso; Vpb, Voltaje de pico asociado al inicio de la corriente base; Vmp, voltaje medio de pulso; Vmb, voltaje medio de base.
Las diferencias entre los valores máximos de voltaje y las perturbaciones sufridas en el resto de su onda, en cada corrida experimental (figura 4 y figura 5), obtenidas de la aplicación del diseño experimental descrito, pudiera reflejar aspectos relativos a la estabilidad del proceso, como también, sobre las potencias consumidas, lo que aportaría elementos para evaluar económicamente cada alternativa.
Los oscilogramas mostrados (figura 4) permiten apreciar ciertas diferencias en cuanto al alto y ancho del pulso, magnitud del voltaje del pulso y de la corriente de base, fundamentalmente. Sin embargo, ello ha de demostrarse aplicando pruebas estadísticas. De forma similar ocurre entre los oscilogramas para velocidades de soldadura menores (figura 4) y entre ambas.
Un análisis de los oscilogramas obtenidos (formados por 20480 lecturas cada uno) durante la ejecución de las corridas (figuras 3 y 4) del diseño experimental permite compararlas estadísticamente, a partir de la aplicación del procedimiento de comparación de varias muestras. La prueba de varianza demuestra que existe una diferencia estadísticamente significativa entre las medias de las 8 variables. La prueba de múltiples rangos aplicada demuestra que los 27 pares muestran diferencias estadísticamente significativas. La prueba de verificación de varianzas permite constatar que existe una diferencia estadísticamente significativa entre las desviaciones estándar. La prueba de Kruskal-Wallis muestra que existe una diferencia estadísticamente significativa entre las medianas. La prueba de medianas de Mood declara que las medianas de las muestras son significativamente diferentes.
La conjugación de las pruebas anteriores permite estimar que las muestras, correspondientes a los oscilogramas obtenidos de la aplicación del diseño experimental son significativamente diferentes con un nivel de confianza del 95,0 %. Sin embargo, no se conoce cuáles de los parámetros señalados (figura 2) las hace diferentes. Para determinarlo, se realiza un procesamiento digital de las ondas de tensión (figura 3 y 4), obteniéndose los valores, que evidencian los puntos característicos referidos (figura 2).
La aplicación de la prueba de comparación de varias muestras permite la obtención de resultados, de cada una de los voltajes representativos (figura 2) del ciclo pulsado de la onda CMT,y determinar la existencia de diferencias significativas para cada uno de ellos, en las 8 muestras estudiadas. Las pruebas de varianza, de las medianas de Mood, la de Kruskall-Wallis y la de múltiples rangos especifican que las muestras (figura 2) son diferentes significativamente con un 95 % de confianza para las funciones respuestas voltaje de pico al inicio del pulso de corriente (Vip), voltaje de pico al inicio de la corriente base (Vpb), voltaje medio del pico de corriente (Vmp) y voltaje medio de la corriente base (Vmb). voltaje de pico al inicio del pulso de corriente (Vip), voltaje de pico al inicio de la corriente base (Vpb), voltaje medio del pico de corriente (Vmp) y voltaje medio de la corriente base (Vmb).
Otros parámetros, además de los voltajes, también pueden ser evaluados, tales como: Corriente de Soldadura, Is (A); Potencia, P (W); Duración del pulso, tp (s); Duración de la corriente base, tr (s); Duración del pulso,tp (% del ciclo) y Duración de la corriente base, tr (% del ciclo).
La corriente no muestra una significancia estadística, después de haber practicado las pruebas de varianza, medianas de Mood, Kruskal-Wallis y de múltiples rangos. La no significancia estadística de la corriente prueba la eficacia del control sinérgico de la máquina, al mantenerla constante, como una variable no influyente en el proceso, tal como se planificó.
]]> Los tiempos del semiciclo de pulso (tp) se obtienen de la suma del tiempo transcurrido en cada ciclo donde actúan los voltajes de pico de inicio del pulso (Vip) y el voltaje medio de pico de corriente (Vmp) (figura 2). Los tiempos del semiciclo base (tb) se obtienen de la suma del tiempo transcurrido en cada ciclo donde actúan los voltajes de pico de inicio la corriente base (Vpb) y el voltaje medio del ciclo base (Vmb) (figura 2). Tanto los tiempos del ciclo de pulso (tp) como del ciclo base (tb), sí manifiestan diferencias estadísticas significativas, luego de someterlos a pruebas de varianza, medianas de Mood, Kruskal-Wallis y de múltiples rangos. Esta variación estadísticamente significativa pudiera estar dada por el efecto de los factores corrección de longitud de arco, corrección de pulso de corriente y la velocidad de soldadura, posiblemente al introducir modificaciones en la onda de tensión, lo cual se requiere constatar a través de su análisis en el diseño experimental propuesto.La potencia se calculó como el producto instantáneo de la corriente y el voltaje en cada oscilograma. Los valores máximos y mínimos de la potencia instantánea calculada para cada variante, sometidos a una prueba de múltiples rangos evidencian que 27 de 28 de las combinaciones muestran diferencias estadísticamente significativas con un nivel del 95,0 % de confianza. Además, la prueba de medianas de Mood evalúa las medianas y, puesto que el valor-P para la prueba de chi-cuadrada es menor que 0,05, las medianas de las muestras son significativamente diferentes, con un nivel de confianza del 95,0 %. Con estos tres criterios estadísticos puede afirmarse que la potencia consumida posee la variabilidad suficiente, entre los puntos experimentales, que se constituye en un parámetro robusto. La influencia de los factores independientes corrección de longitud de arco, corrección de pulso de corriente y la velocidad de soldadura sobre la potencia podría observarse aplicando el diseño experimental propuesto. Puede relacionarse el consumo de potencia eléctrica de un proceso con su costo. La relación de la potencia consumida con los factores experimentales pudiera permitir la vinculación de estos con los costos eléctricos del proceso. Este aspecto particular será tratado en un epígrafe posterior.
Considerando los aspectos anteriores resulta importante comprobar que las diferencias estadísticamente significativas demostradas, para cada uno de los parámetros evaluados, están dadas por la variación de los factores independientes estudiados para el proceso CMT: corrección de la longitud del arco, corrección del pulso de corriente y velocidad de soldadura. Para ello, se precisa evaluar el diseñó experimental planificado
DISCUSIÓN
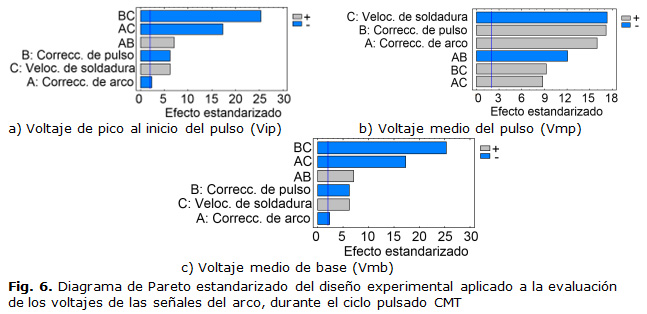
Los tres factores evaluados, así como sus tres combinaciones posibles (6 efectos) tienen significación estadística sobre el voltaje de pico al inicio del pulso (Vip) (figura 6a) y sobre la variación del el voltaje medio del pulso (Vmp) (figura 6b).
El estadístico R-Cuadrado indica que el modelo ajustado explica el 76,98 % de la variabilidad en el voltaje de pico al inicio del pulso (Vip) (ecuación 1) y 84,18 % de la variabilidad en el voltaje medio del pulso (Vmp) (ecuación 2).
Donde CP es la corrección de pulso (%), CA es la corrección de arco (%) y Vs es la velocidad de soldadura (cm·s-1) aplicadas.
]]> Como proceso es sinérgico, la máquina CMT asocia la orden del crecimiento de las correcciones de arco y pulso como la necesidad de incrementar los valores de tensión en los pulsos, lo cual queda demostrado, a través de las gráficas de los efectos principales y de Pareto, las que identifican a las correcciones de arco y de pulso como las más influyentes sobre el voltaje medio de pulso (Vmp).El diagrama de Pareto (figura 6) identifica a las correcciones de arco y de pulso como las más influyentes sobre el voltaje de pico al inicio del pulso (Vip). Es decir, analizando la onda, un crecimiento en los valores asignados de las correcciones de arco y de pulso traerá consigo un crecimiento del voltaje de pico al inicio del pulso (Vip), redundando en un incremento de la tensión al inicio de cada pulso. El crecimiento del voltaje medio de pulso (Vmp) conduce proporcionalmente al incremento del voltaje de pico al inicio del pulso (Vip).
Luego, las correcciones de arco y de pulso incrementan de voltaje de pulso, tanto de pico (Vip) como medio (Vmp), lo que puede ser interpretado como un aumento de los requerimientos energéticos del proceso de soldadura, los cuales pueden corroborarse a través de la potencia de soldadura. Será interesante, además, evaluar el efecto del incremento de la tensión de pulso sobre la geometría y los defectos de las uniones.
La velocidad de soldadura (Vs) tiene un efecto negativo sobre ambos voltajes de pulso (Vip; Vmp), lo cual se puede corroborar en las gráficas de efectos principales y de Pareto, con mayor relevancia sobre el voltaje medio de pulso (Vmp). Este aspecto pudiera estar asociado a la diferencia entre las longitudes de arco establecidas para las condiciones de arco corto y arco largo. Un arco largo se establece, por ejemplo, entre la punta del electrodo y el centro de la poza del baño de fusión; un arco corto, aquel que se establece entre la punta del electrodo y el frente de la poza de fusión, cercana al material base sin fundir. Cuando las velocidades de soldadura son altas, el arco se establece sobre el frente delantero de la poza de fusión disminuyendo su longitud. Se conoce que existe una relación directa entre la longitud del arco y la tensión del mismo. Luego, para mayores velocidades de soldadura, el arco tiende a establecerse sobre el borde la poza de soldadura, disminuyendo su longitud y el voltaje asociado al pulso.
Sobre el voltaje medio de base (Vmb) 5 efectos tienen influencia significativa (figura 6c). El modelo (ecuación 3) explica 85,54 % de la variabilidad del voltaje pico del semiciclo base (Vpb).
Donde CP es la corrección de pulso (%), CA es la corrección de arco (%) y Vs es la velocidad de soldadura (cm·s-1) aplicadas.
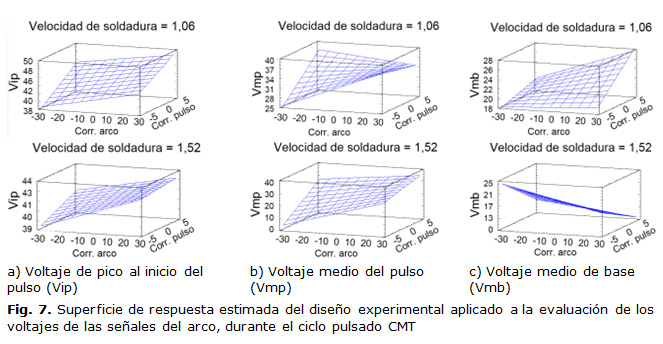
Parece evidente (figura 5a) que es más pronunciado el efecto de la velocidad de soldadura sobre el acortamiento del arco y la disminución de la tensión, que el efecto del crecimiento del voltaje a costa de las correcciones de pulso y arco, durante el semiciclo base (figura 6b).
Efectos similares se obtienen al evaluar el voltaje medio de base (Vmb) (figura 6c). La disminución del voltaje (Vmb) respecto al crecimiento de velocidad (figura 7), combinada con las correcciones, pudiera tener un efecto interesante en el consumo de energía en el proceso, por cuanto disminuye el voltaje aplicado, a la vez que incrementa la velocidad, es decir, menos potencia en menor tiempo.
Un análisis de varianza practicado durante la evaluación del tiempo de pulso (tp) prueba que los 6 efectos ejercen una influencia significativa sobre este (figura 8a). Lo mismo acontece con el tiempo de base (tb) (figura 8a) y la potencia (P) (figura 8c).
]]> Para el tiempo de pulso (tp), el estadístico R-Cuadrado indica que el modelo ajustado (ecuación 4), explica 99,53 % de su variabilidad, mientras que el modelo del tiempo de base (tb), se explica (ecuación 5) en un 99,08 % y para la potencia (P) el modelo ajustado (ecuación 6) se explica en un 98,83 %.Donde CP es la corrección de pulso (%), CA es la corrección de arco (%) y Vs es la velocidad de soldadura (cm·s-1) aplicadas.
El tiempo de puso (tp) contiene los tiempos asociados a la duración del pico de tensión del pulso más el intervalo durante el cual existe el pulso, hasta extinguirse, mientras que el tiempo de base (tb) o de no pulso incluye el tiempo consumido en el semiciclo donde se verifica el voltaje de pico del voltaje base (Vpb) más el tiempo durante el cual se verifica el voltaje de base medio (Vmb).
Luego, ambos parámetros constituyen los tiempos de los semiciclos de voltaje durante el pulso y durante el voltaje de base, que expresada en por ciento puede dar una idea de la prevalencia de una fase (pulso) respecto a otra (base) y, por tanto, cómo son modificadas las relaciones de duración de los tiempos de voltajes de pulso y de base, respecto a las modificaciones realizadas sobre las correcciones de arco, pulso y velocidad de soldadura.
Se aprecia (figura 8) que todos los factores y sus combinaciones producen efectos significativos sobre los tiempos de pulso (tp) y base (tb).
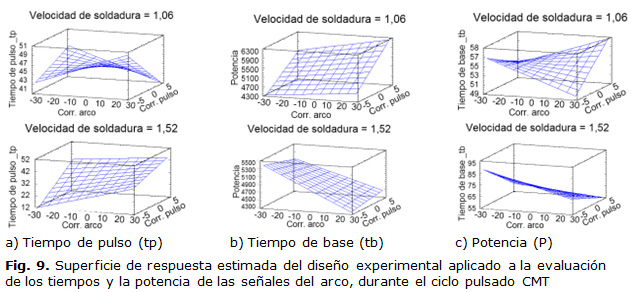
Las correcciones de arco y de pulso afectan la duración de los semiciclos, presumiblemente como parte del programa preconcebido de la máquina CMT en ciclo pulsado; sin embargo, resulta interesante observar el marcado efecto de la velocidad de soldadura sobre dichos parámetros (figura 9); de forma negativa en el tiempo de pulso (tp), mientras que de forma positiva en el tiempo base (tb).
Todos los factores y sus combinaciones resultan estadísticamente significativos sobre la variación de la potencia (figura 9). Evidentemente, todos modifican el voltaje en alguna medida, tanto en el semiciclo voltaje de pulso, como en el de voltaje base.
]]> La potencia determinada es función del voltaje observado en las etapas de pulso y de base, pudiéndose expresar, para cada instante (t(i)), como la multiplicación de la corriente (I(i)) por el voltaje instantáneos (V(i)). Esto demuestra, como se planteó al evaluar el efecto de las correcciones sobre los voltajes, que el aumento de las correcciones de arco y de pulso incrementan de voltaje de pulso, tanto de pico (Vip) como medio (Vmp), lo que puede ser interpretado como un aumento de los requerimientos energéticos del proceso de soldadura, los cuales pueden corroborarse a través de la potencia de soldadura. El efecto de la disminución de la potencia (P), a costa de la velocidad de soldadura (Vs), se explicó al esclarecer el efecto de la velocidad sobre los voltajes, definiéndose el acortamiento del arco (voltaje) con el incremento de la velocidad a costa del establecimiento del arco sobre el borde de la zona de soldadura y no sobre la poza de soldadura. Como se observa, el parámetro robusto lo constituye la potencia (P). El incremento de la potencia pudiera producir cordones mucho más profundos y viceversa.Si bien se coincide con Rykała [6] en que el proceso CMT puede emplearse para aplicaciones con bajos consumos de potencia, también se coincide con Dutra [10], en que los valores de consumo de potencia puede fluctuar, desde bajos, a relativamente altos. En el presente trabajo se demuestra esta fluctuación a partir de las variaciones de las correcciones de arco y de pulso de corriente, para el período de arco eléctrico al observar el comportamiento de la onda de alta frecuencia para cada caso, coincidiendo con dicho autor en que, a pesar de las diferencias encontradas en el comportamiento de las variantes evaluadas, el proceso CMT constituye una alternativa viable y productiva para la soldadura del aluminio.
Además, no solo para la forma del ciclo CMT puede variar el ciclo eléctrico del proceso al soldar diferentes aleaciones de aluminio, tal como plantea Sun y colaboradores [8], sino que puede ser modificado por las funciones de correcciones de longitud de arco y de pulso de corriente, variando los valores de los aportes térmicos del proceso y su estabilidad.
CONCLUSIONES
La función corrección de la longitud de arco y la función corrección del puso de corriente, tanto evaluadas separadamente como de forma conjunta, intensifican el efecto del voltaje medio de arco de arco y el acortamiento de los ciclos de calentamiento, respectivamente, lo que conduce a un aumento de los requerimientos energéticos durante la etapa de arco eléctrico del proceso de soldadura y una influencia directa sobre la potencia consumida en el proceso CMT.
El crecimiento de la velocidad de soldadura establece el arco sobre el borde delantero de la poza de fusión, disminuyendo su longitud y la tensión del mismo, lo cual redunda en una disminución de la potencia consumida en el proceso, produciendo un efecto inversamente proporcional de la velocidad de soldadura sobre la potencia consumida en el proceso CMT.
El efecto la velocidad es marcadamente mayor, que el efecto producido por el crecimiento combinado de las funciones de corrección de la longitud de arco y de corrección del puso de corriente, prevaleciendo el efecto inverso del incremento de la velocidad de soldadura sobre la longitud del arco y la potencia consumida en el proceso CMT; es decir, las modificaciones sobre el voltaje de arco que realiza la velocidad de soldadura es más significativa que las que realizan las correcciones de arco y de pulso sobre la potencia.
REFERENCIAS
]]>1. Talalaev R, Veinthal R, Laansoo AY, et al. Cold metal transfer (CMT) welding of thin sheet metal products. Estonian Journal of Engineering. 2012;18(3):243-50. ISSN 1736-7522. DOI 10.3176/eng.2012.3.09
2. Benoit A, Jobez S, Paillard P, et al. Study of Inconel 718 weldability using MIG CMT process. Sci Technol Weld Joining. 2011;16:477-82. ISSN 1362-1718. DOI 10.1179/1362171811Y.0000000031.
3. Cao J, Sun H, Chen JH, et al. Weldability of CMT Joining of AA6061-T6 to Boron Steels with Various Coatings. Welding Journal. 2014;93(6):193-204. ISSN 0021-4787.
4. Cao R, Wen BF, Chen JH, et al. Cold metal transfer joining of magnesium AZ31B-to-aluminum A6061-T6. Materials Science & Engineering. 2013;560(66):256-66. ISSN 0921-5093. DOI 10.1016/j.msea.2012.09.065
5. Zhang C, Li G, Gao M, et al. Microstructure and process characterization of laser-cold metal transfer hybrid welding of AA6061 aluminum alloy. The International Journal of Advanced Manufacturing Technology. 2013;68:1253-60. ISSN 1433-3015. DOI 10.1007/s00170-013-4916-y
]]>6. Rykala JP, Tomas Z. Robotised CMT welding of 6xxx series aluminium alloys. Biuletyn instytutu spawalnictwa. 2013;6(5):5-11. ISSN 2300-1674.
7. Feng JZ, He P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding. Materials and Design. 2009;30(5):1850-2. ISSN 0264-1275.DOI 10.1016/j.matdes.2008.07.015
8. Sun Z, Taohui L, Binshi X, et al. Investigation of dropled transfer behaviours in cold metal transfer (CMT) process on welding Ti-6Al-4V alloy. International Journal of Advanced Manufacturing Technology. 2015;80(9):2007-14. ISSN 1433-3015. DOI 10.1007/s00170-015-7197-9.
9. Rykala J. Robotic welding of thin wall components made of 6xxx and 2xxx series aluminium alloys using low-energy methods. Welding International. 2014;28(5):333-8. ISSN 0950-7116.DOI 10.1080/09507116.2012.708486.
10. Dutra JC, E. G, Régis Henrique S, et al. Características de fusão e potência de soldagem com a transferência MIG - CMT versus MIG convencional para Alumínio 5183. Soldagem & Inspeçao. 2013;18(1):012-8. ISSN 0104-9224. DOI 10.1590/S0104-92242013000100003.
]]>11. Benoit AP, Baudin T, Mottin JB. Homogeneous welding of the 6061 aluminum alloy using MIG CMT. In: 9th International Conference on Trends in Welding Research; Nantes (Francia), University of Nantes. [Citado 9 de diciembre de 2015] Disponible en: http://www.linknovate.com/publication/homogeneous-welding-of-the-6061-aluminum-alloy-using-mig-cmt-406959/
12. Gungor B, Kaluc E, Taban E, et al. Mechanical and microstructural properties of robotic Cold Metal Transfer (CMT) welded 5083-H111 and 6082-T651 aluminum alloys. Materials & Design. 2014;54:207-11. ISSN 0264-1275. DOI http://dx.doi.org/10.1016/j.matdes.2013.08.018
13. Fronius International CMT. Cold Metal Transfer. Fronius International GmbH. 2010. [Citado 14 de noviembre del 2014] Disponible en: http://www.fronius.com/cps/rde/xbcr/SID-7FAB2945-CCF14EE8/fronius_international/Folder_CMT_leaflet_ES_0114_aw19_low_44873_snapshot.pdf
14. Polak VY, Dostal P. Analysis of modern methods in welding technology of technical materials. In: MENDELNET; Czech Republic; 2013.
15. Meco S, Pardal G, Eder A, et al. Software development for prediction of the weld bead in CMT and pulsed-MAG processes. Int J Adv Manuf Technol. 2013;64:171-8. ISSN 0268-3768. DOI 10.1007/s00170-012-3990-x.
16. Adonyi YR, Josef H, Derek Bertiaume N. Real Time Detection for Short-Circuit Mode GMAW. In: FABTECH; Chicago (EEUU), AWS; 2013.
17. García Rodríguez A. Energía de ionización simple en la soldadura con electrodo revestido. Soldagem & Inspeçao. 2013;18(1):72-6. ISSN 0104-9224. DOI http://dx.doi.org/10.1590/S0104-92242013000100010
18. Pickin CG, Williams SW, Lunt MY. Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding. Journal of Materials Processing Technology. 2011;211(3):796-502. ISSN 0924-0136. DOI http://dx.doi.org/10.1016/j.jmatprotec.2010.11.005
Recibido: 15 de marzo de 2016.
Aceptado: 22 de abril de 2016.
]]>
René-Eduardo de-luna-Alanís. Centro de Innovación y Desarrollo Tecnológico en Soldadura. Nuevo León, México
Correo electrónico: rdeluna@relbac.com

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}