
Fabricación y caracterización de carburos de wolframio WC-X (X = Co, Ni) obtenidos por vía pulvimetalúrgica
Fabrication and characterisation of tungsten carbide WC-X (X=Co, Ni) obtained by powder metallurgy
Luis Carlos Ardila-Téllez, Liz Karen Herrera-Quintero
Universidad Nacional de Colombia. Facultad de Ingeniería. Bogotá, Colombia
]]>
RESUMEN
La industria pulvimetalúrgica es una tecnología que en Colombia es poco investigada a pesar de su éxito a nivel mundial. A nivel nacional, el sector de máquina-herramienta, automotriz y oil & gas son los mayores consumidores de este tipo de aleaciones. En este artículo se incursionó en la pulvimetalúrgica de materiales cerámico-metálico. Se sinterizaron y caracterizaron exitosamente las aleaciones 90WC8Co2Ni y 94WC6Ni usadas en boquillas y asientos de válvula de la industria petrolera y se compararon con calidades comerciales. Los análisis EDS y de DRX de las 2 aleaciones, laboratorio y comerciales, son similares; no obstante su microestructura y dureza difieren debido al proceso de fabricación y tamaño de grano de WC. Las aleaciones comerciales tienen dureza 15-19 % superior a las de laboratorio. En la composición comercial con sólo níquel se observan defectos asociados al proceso mientras que en las muestras de laboratorio no se observan dichas anomalías.
Palabras claves: pulvimetalurgia, metal duro, microestructura, caracterización, tamaño de grano.
ABSTRACT
Powder metallurgy is a technology poorly developed in Colombia despite of worldwide success. At local level, machine tool, automotive and oil & gas sectors are the largest consumers of this kind of alloys. This article address in the PM process of ceramic-metallic materials known as CERMETS. Were successfully sintered and characterised the alloys 90WC8Co2Ni and 94WC6Ni used in oil & gas nozzle and valve seats and they were compared with commercial ones. EDS and XRD of the two alloys, laboratory and commercial, are similar; however, its microstructure and hardness differ due to manufacturing process and WC grain size. Commercial alloys have hardness 15-19 % higher than laboratory. In the commercial composition, with only nickel, defects associated to the manufacturing process were detected. Meanwhile laboratory samples not show those anomalies.
Key words: powder metallurgy, hardmetal, microstructure, characterisation, grain size.
INTRODUCCIÓN
Los carburos cementados (WC/Co) son uno de los materiales compuestos con mayor éxito que se hayan creado, el cual posee características químicas y térmicas sobresalientes; así como propiedades de dureza y resistencia a la abrasión y erosión superiores a los materiales compuesto comunes [1]. Durante muchos años ha sido el material preferido para aplicaciones de alta exigencia como herramientas de corte, y procesos en sectores de minería y oil & gas [1, 2]. Se considera un material compuesto conocido como CERMET (Cerámico-Metálico) debido a la presencia de una fase cerámica (WC) dispersa en una matriz metálica de (Co, Fe, Ni, etc.) [3]. Los elementos de la matriz, siendo el cobalto uno de los más comunes, aumentan considerablemente la ductilidad, tenacidad y reducen la posibilidad de fractura frágil del material compuesto.
]]> El Co, Ni y Fe tienen buena mojabilidad sobre materiales como el WC y el TiC y son capaces de retener la dureza a altas temperaturas. Esta excelente característica es la que ha llevado a que el Co sea el ligante por excelencia en la fabricación de carburos de wolframio.Las investigaciones encaminadas a sustituirlo por ligantes más económicos, abundantes en la naturaleza y que proporcionen mayor tenacidad, se ha enfocado en aleaciones basadas en Fe y Ni. Debido a su similitud en número atómico, estos dos elementos son sustitutos lógicos del Co y, por otro lado, la utilización de elementos dealeación como el Mo, W y C, también abrenvías para encontrar ligantes cada vez más resistentes (mecánicamente, a la oxidación y corrosión, etc.). R. González en su tesis Desarrollo de fases ligantes metálicas para la consolidación de materiales compuestos cerámico-metal con elevada dureza como primera aproximación para sustituir el Co utilizó la fase metálica Fe-Ni-C y obtuvo muestras densas por sinterización en vacío y propiedades mecánicas (dureza y tenacidad) similares a las de materiales con el mismo tamaño de grano y misma cantidad de fase metálica (Co).
El níquel se ha propuesto como remplazo del cobalto para la fabricación de componentes con mayor resistencia a la corrosión y erosión; sin embargo tiene la desventaja de presentar menor resistencia mecánica debido a energías de falla de apilamiento mayores comparadas con las del cobalto, lo que resulta en un endurecimiento moderado por parte níquel. Por otro lado, el uso del Fe no ha tenido mucha aceptación a nivel industrial ya que este tiende a formar martensita durante el enfriamiento; sin embargo aleaciones tipo Fe-Ni- Co pueden ser atractivas en aplicaciones dondesean requeridas elevada resistencia a la fatiga y tenacidad [4].
Otros autores que reportan trabajos sobre los sistemas Fe-W-C, Co-W-C y Ni-W-C [5] indican que las aleaciones WC-Ni se sinterizan a temperaturas mayores que los sistemas WC-Co, debido a la menor solubilidad del WC en el Ni líquido. Además el níquel es más propenso a formar fase η cuando el sistema Ni- W-C tiene deficiencia de carbono [6].
Finalmente, algunos autores han analizado los sistemas Co-Ni y Co-Ni-TiCN-WC [7] como ligantes para los carburos cementados. Al añadir estos ligantes la sinterabilidad siempre empeora en comparación conel Co puro. No obstante, esto se puede solucionar utilizando ciclos de sinter-HIP que eliminan la porosidad residual o controlando el procesamiento desde la mezcla, molienda y ciclo de sinterización.
En este trabajo se abordó la caracterización y fabricación de metales duros WC-X (X=Ni, Co) utilizados en la industria del petróleo con dos objetivos claros. En primer lugar, caracterizar el metal duro comercial usado en la industria petrolera colombiana con el fin de identificar la calidad de este. Y en segundo lugar sinterizar dichos materiales comerciales para evaluar y validar el proceso de manufactura pulvimetalúrgico a nivel de laboratorio.
En las calidades comerciales se encontraron defectos como crecimiento anómalo de grano, acumulación de fase metálica y porosidad, fenómenos que se ven favorecidos por el tamaño de grano de WC ultrafino. Para contrarrestar estos defectos, en el laboratorio fueron controlados minuciosamente los parámetros de mezcla, molienda y sinterización con lo cual se obtuvieron carburos cementados libres de defectos pero con microdurezas entre 16-19 % menores debido al tamaño de grano de WC mayor. Asimismo se verificó mediante microscopia electrónica de barrido y DRX la correcta microestructura y composición química de las muestras sinterizadas.
MÉTODOS Y MATERIALES
Fabricación de materiales compuestos WC-X (X=Co, Ni)
]]> Los CERMTES sinterizados están compuestos de una fase cerámica, WC, mezclada con otra metálica de cobalto y níquel. En este trabajo se comparó material fabricado en el laboratorio, nombrados US6 y US8, frente a lo comercializado en el país, para ello se compara con dos boquillas comerciales nombradas Boquilla 1 y 2.Mezcla y molienda
Esta etapa se llevó cabo en un molino planetario dela marca Retsch modelo PM400/2 MA. Se empleó un recipiente de 250 cm3y bolas de 4 mm y 14 mm de diámetro, todo ello fabricado en metal duro. La molienda se realizó medio húmedo (hexano), para evitar la oxidación del polvo. Como ligante orgánico se usó parafina. La velocidad de giro empleada fue de 200 rpm y el tiempo de molienda se fijó en 5 horas. Tras la etapa de molienda, se evaporó el hexano en un baño termostático durante una hora a 90 ºC y presión atmosférica. Una vez seco y frío el polvo se tamizó empleando tamices de 500 y 100 μm.
Compactación
Los polvos se compactaron uniaxialmente, mediante el método de matriz flotante aplicando una presión de compactación de 160 MPa empleado una prensa de compactación de la marca Tinius Olsen con 30 toneladas de carga máxima. Se compactaron probetas cilíndricas de 16 mm de diámetro y aproximadamente 5 mm de altura. Los utillajes de compactación empleados (matrices y punzones) están fabricados en acero de alta resistencia (H3)
Sinterización
La sinterización serealizó un horno de vacío de la marca Jones Brothers Ltd. con elementos calefactores y cámara de muestras de grafito. Los ciclos de sinterización se realizaron con una rampa de calentamiento de 10 °C/min hasta 400 °C en la cual se realizó un mantenimiento de 20 minutos para eliminar la parafina, a continuación el ciclo continuó a 5 °C/min hasta 1400 °C en vacío (10-1 mbar). A dicha temperatura se introdujo unasobrepresión de argón (100 mbar) durante 45 minutos para evitar la evaporación parcial de la fase metálica.
Caracterización microestructural
El análisis microestructural se llevó a cabo utilizando un microscopio electrónico de barrido (SEM; por sus siglas en inglés) con filamento termoiónico de W marca FEI, modelo QUANTA 200 provisto de analizador EDS (Energy Dispersive X-ray spectroscopy) de la marca EDAX. Para la caracterización se tomaron micrografías a diferentes aumentos, desde 500X hasta 5000X; estas últimas se utilizaron para realizar las medidas de tamaño de grano de carburo de wolframio.
El tamaño de grano se determinó mediante el procesamiento digital de imágenes con el programa Image J. A partir de las micrografías de 5000X se obtuvieron las distribuciones de granos de carburo de wolframio. El programa de análisis de imágenes utilizado se basa en la técnica de transformación watershed que digitaliza la imagen en pixeles en tonos de grises y la considera como una superficie topográfica.
]]> Adicionalmente, para la identificación de las fases cristalinas de las 4 muestras se utilizó un difractómetro Phillips X´pert con configuración convencional Bragg-Brentano en un rango 2q de 30 a 100° con un paso de 0,02 grados y un tiempo por paso de 5 segundos. Para realizar la identificación de los picos de los difractogramas se utilizó el programa X’PERT HIGHSCORE PLUS® utilizando la base de datos 2009 JCPDS-(ICDD).Microdureza
Para las medidas de microdureza se utilizó un microdurómetro de la marca Tukon-Wilson Serie 200 provisto con un indentador Vickers. En cada una de las muestras se realizaron 5 indentaciones, con una carga de 10 Kg,con una separación mínima de 3 veces la diagonal de la huella. Se tomó como la medida de dureza el promedio de estas 5 medidas con su respectiva desviación estándar.
RESULTADOS Y DISCUSIÓN
Microestructura
En la tabla 1 se muestra la composición química, de las 2 composiciones obtenidas en laboratorio (US6 y US8) y las dos probetas comerciales (boquilla 1 y 2), obtenidas mediante microanálisis por espectroscopia de dispersión de energía de rayos X, EDS.
Estas composiciones químicas semicuantitativas muestran que la preparación en laboratorio de las composiciones US6 y US8 se aproximan a sus homólogas comerciales, boquillas 1 y 2. No obstante, como se muestra a la figura 1 hay cierta diferencia en los tamaños de los carburos obtenidos.
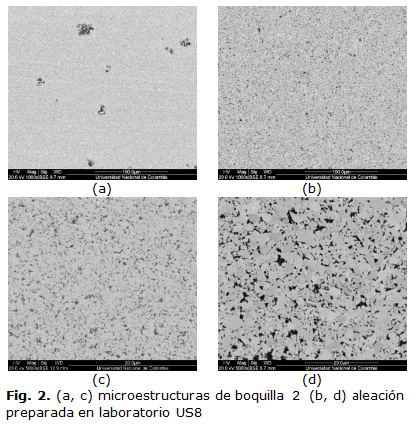
]]> La microestructura de las dos composiciones es similar, compuesta por granos facetados de carburo de wolframio como fase cerámica (fase gris clara) y el ligante, una mezcla de cobalto y níquel (fase gris oscura). No se observa ningún tipo de anomalía en las microestructuras como porosidad, fases descaburadas conocidas como fase eta y en ocasiones usuales en este tipo de materiales, crecimiento anómalo de grano, acumulación de fase metálica. Sin embargo el tamaño de los carburos de wolframio en el espécimen US6 preparado en laboratorio, aproximadamente de 2 mm en promedio, es mayor que el tamaño de la muestra comercial, boquilla 1, la cual está en torno a 1 mm.En La figura 2 se observan las microestructuras para la composición comercial, boquilla 2 y su homóloga preparada en laboratorio, US8.
En este caso, las aleaciones están compuestas por la fase cerámica, carburo de wolframio, y la fase metálica, que en este caso está compuesta solamente por níquel. La aleación comercial presenta granos de WC en torno a 1 mm, lo cual corresponde con una denominación de grano extrafino. Sin embargo, se observan algunas zonas con tamaños de grano medio, 1,4-2,0 mm.
Asimismo, esta aleación presenta acumulaciones anómalas de fase metálica rodeando islas de WC de tamaños cercanos a las 50 mm, figura 3 a, c y d. También se observa porosidad en la superficie de la muestra, flechas rojas en figura 3b. Dichos defectos están relacionados con la distribución de tamaño de partícula del material de partida y con su procesamiento (solubilidad de la fase metálica, temperatura, tiempo y atmosfera de sinterización).
El defecto del crecimiento de grano anómalo observado en la aleación comercial, boquilla 2, se presenta principalmente en carburoscementados medios y extrafinos [8]. A medida que se utilizan tamaños de WC más finos, los materiales sevuelven más sensibles a lascondiciones de procesadoy al crecimiento de grano durante la consolidación.
En la práctica, el crecimiento de grano anómalo es más pronunciado en las aleaciones con bajo contenido de fase metálica (i.e. 6 % fase metálica en peso) como esel caso de la boquilla 2 analizada en este trabajo [8].
En este sentido, cabe resaltar que a pesar de que la composición de la aleación preparada en laboratorio, US8, tiene un porcentaje alrededor 6 % de fase metálica, el estricto control de condiciones de procesamiento redujo considerablemente la presencia de defectos. En este sentido, existen otras posibilidades para el crecimiento anómalo de grano de WC como son: partículas gruesas de WC en el compacto en verde, que actúan como semillas para el crecimiento de grano rápido e irregularidades químicas o geométricas que conducen a la nucleación de granos anómalos durante la sinterización [8].
En el caso de las aleaciones preparadas en el laboratorio se controlaron los parámetros de molienda como el tiempo, relación de bolas/mezcla, cantidad de ligante orgánico (parafina) para asegurar una mejor distribución de las fases (WC, fase metálica, inhibidores) y minimizar el posible crecimiento anómalo de grano. Esta dispersión perfecta de la mezcla favoreció el transporte de material durante la sinterización y de esta forma evitar crecimiento anómalo de granos de WC observado en la muestra comercial [8].
En estas muestras no se utilizaron inhibidores de crecimiento de grano tales como Cr3C2 o VC, que tienen como tarea reducir la solubilidad de las partículas sólidas, reducir la difusión y afectar las propiedades de la interfase partícula matriz para entorpecer la disolución o la reprecipitación de las diversas especies de la partícula [9]. Estos aditivos muestran su mayor influencia a temperaturas de sinterización bajas y, como sería deesperar, su adición es perjudicial para la densificación de los materiales, por lo que su adición debe ser controlada cuidadosamente [10]; esta puede ser una de las razones por las cuales las aleaciones comerciales no poseen inhibidores.
]]> Lo anterior se ve incrementado con la menor solubilidad del Ni en WC en comparación con el Co. Para el delos carburos metálicos a temperaturas típicas de sinterización (1400-1500 ºC) la solubilidad del WC es casi un 50 % mayor en el cobalto que en el níquel [11].A pesar de las dificultades que supone el procesamiento de metales duros con el níquel como fase metálica; es bien sabido que su menor costo, similitud química con el cobalto, sumado a su mejor desempeño frente al desgaste y la corrosión lo hace un excelente candidato para sustituir el cobalto [1, 5]. Como ya se ha mencionado, factores como el tamaño de grano de WC y la menor solubilidad del WC en el níquel afectan la procesabilidad de este tipo de aleaciones; por este motivo se optó por usar WC de mayor tamaño, como el usado en la aleación US8 preparada en laboratorio, con el fin de mitigar la presencia de defectos. Adicionalmente se ha reportado que para aplicaciones en el sector petrolero los granos de WC usados están entre 1 y 10 mm e incluso mayores [12, 13]. En las aleaciones preparadas en laboratorio los rangos de tamaño de grano están dentro lo establecido para estas aplicaciones; mientras que las aleaciones comerciales no lo están, esto abre un interesante campo en la fabricación de este tipo de materiales a nivel nacional y en la investigación y mejoramiento de las calidades distribuidas en el país.
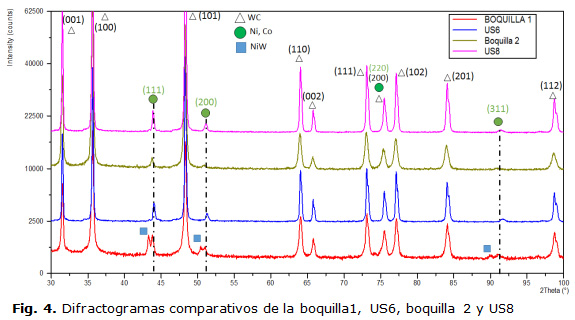
En la figura 4 se muestran los difractogramas de las 4 composiciones analizadas en este trabajo.
Los picos se identificaron usando la base de datos 2009 JCPDS-(ICDD) de acuerdo a los patrones que se mencionan a continuación.
Los picos identificados coinciden para la fase hexagonal del WC con el patrón510939. En la fase metálica de la boquilla 2 y la US8 se identificó una mezcla de fase metálica FCC que corresponde a los patrones 150806 para el cobalto y 030650380 para el níquel, respectivamente ; mientras que para las composiciones boquilla 1 y US6 sólo se identificó la fase correspondiente al níquel.
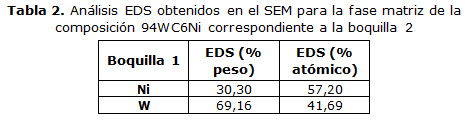
Es importante anotar que en la boquilla 1, se detectó una fase cúbica NiW, ver cuadro azul en la figura 4 compuesta de Ni y W (patrón 030654828) como se muestra en los análisis EDS mostrados en la tabla 2.
La formación de esta fase está relacionada con el crecimiento por solución-reprecipitación de los granos de WC en los carburos cementados donde el mecanismo limitante es la reacción en la intercara y en la cual los granos de WC menores de un radio crítico se disuelven en el ligante y difunden hasta la intercara WC-metal como se observó en la boquilla 1 [14].
Microdureza y tamaño de grano de WC
Como se había anticipado, las diferencias en los tamaños de grano de los carburos en las 4 aleaciones están estrechamente relacionadas con la dureza de las mismas.
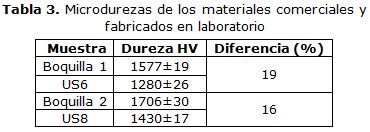
]]> En la tabla 3 se muestran las microdurezas de los metales duros comerciales y sinterizados en laboratorio concomposiciones 90WC8Co2Ni (Boquilla 1 y US6) y 94WC6Ni (Boquilla 2 y US8).Estas diferencias en microdureza, que para el caso de la composición 90WC8Co2Ni (Boquilla 2 y US6) es del 19 % y para la composición 94WC6Ni (boquilla 2 y US8) es de 16 % están asociadas al tamaño de los granos de WC mencionadosanteriormente.
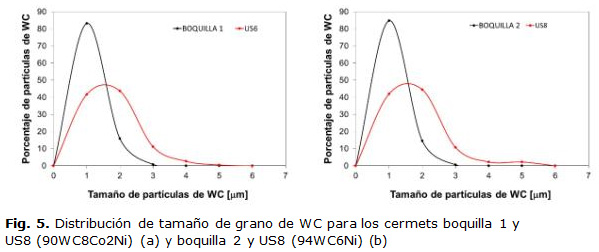
En la figura 5 se muestra la distribución de tamaño de grano de carburo de wolframio en las con composiciones 90WC8Co2Ni(Boquilla 1 y US6) y 94WC6Ni (Boquilla 2 y US8).
En las dos boquillas la distribución del tamaño de grano de carburo esta alrededor de 1 mm, con un porcentaje superior al 80 %, lo cual clasifica a estos CERMETS como extrafinos [13]; mientras que las aleaciones sinterizadas en el laboratorio (US6 y US8) la distribución es más homogénea con contribución del40 % de tamaños alrededor a 1 y 2 mm, respectivamente. Este metal duro se clasifica según su tamaño de grano como fino-medio [14].
Estas boquillas son usadas en aplicaciones donde la oxidación, corrosión y erosión están muy presentes y en las cuales el níquel exhibe un comportamiento destacado; sin embargo su uso puede comprometer las propiedades mecánicas y resistencia al desgaste en comparación con los materiales que contienen cobalto [15]. En la figura 6 se muestra en comportamiento frente a corrosión de diferentes grados de metal duro.
Los grados estándares basados en WC-Co son resistentes hasta pH 7. El grado TiC-Ni es el que muestra las mejores propiedades de corrosión siendo resistente hasta un pH 1 y en medio de estos se encuentran los grados aleados con níquel, los cuales presentan un comportamiento interesante hasta un pH 3.
Los CERMETS con tamaños de grano de WC alrededor de 1 mm, como los usados en la fabricación de las 2 boquillas, son utilizados en aplicaciones donde se exige una gran dureza, resistencia a la compresión, combinadas con una resistencia al desgaste excepcional. Por lo tanto estos CERMETS, para las aplicaciones quefueron diseñados, no demandan este tipo de microestructuras y por el contrario son susceptibles a la formación de defectos, fases indeseables, entre otros. Por este motivo, los metales duros sinterizados en el laboratorio (US6 y US8) aunque presentan durezas menores, son más adecuados para las aplicación antidesgaste y anticorrosivas solicitadas.
]]> CONCLUSIONES
Como era de esperarse, el uso de tamaños de grano de WC mayores comparados con las composiciones comerciales resultó en una disminución en la microdureza entre 16-19 %.
Las microestructuras y propiedades mecánicas obtenidas en las composiciones fabricadas en laboratorio poseen parámetros de calidad adecuados para aplicaciones de elevada resistencia frente al desgate y la corrosión.
AGRADECIMIENTOS
Esta publicación fue financiada con recursos del Patrimonio autónomo fondo nacional de financiamiento para la ciencia, la tecnología y la innovación, Francisco José de Caldas y de la Universidad Nacional de Colombia (UN). Los autores también agradecen al Centro de Estudios e Investigaciones Técnicas de Gipuzkoa (CEIT) en España por su valiosa colaboración en el uso de su infraestructura para la fabricación de las muestras de laboratorio.
REFERENCIAS
1. Katiyara P, Singha P, Singhb R, et al. Modes of failure of cemented tungsten carbide tool bits (WC/Co): A study of wear parts. International Journal of Refractory Metals and Hard Materials. 2016;54:27-38.
]]>2. Gant A, Gee M, Gohil D J, et al. Use of FIB/SEM to assess the tribo-corrosion of WC/Co hardmetals in model single point abrasion experiments. Trobology International. 2013;68:56-66.
3. Chan S, Chan P. Investigation into the sintered behavior and properties of nanostructured WC–Co–Ni–Fe hard metal alloys. Materials science and engineering: A. 2014;606:150-6.
4. Garcia J. Investigations on kinetics of formation of fcc-free surface layers on cemented carbides with Fe–Ni–Co binders. International Journal of Refractory Metals and Hard Materials. 2011;29(2):306-11.
5. Gabriel A, Pastor H, Deo DM, et al. New Experimental Data in the CFe-W, C-Co-W, C- Ni-W, C-Fe-Ni-W and C-Co-Ni--W Cemented Carbides Systems and Their Application to Sintering Conditions. International Journal of Refractory Metals and Hard Materials. 1986;5:215-21.
6. Upadhyaya G. Sintering Behavior of Cemented Carbides. In: Cemented Tungsten Carbides. Westwood, NJ: William Andrew Publishing; 1998.
]]>7. Mohammadpour M, Pourazarang P. Effect of cobalt replacement by nickel on functionally graded cemented carbonitrides. International Journal of Refractory Metals and Hard Materials. 2012;30(1):42-7.
8. Schubert W, Bock A, Lux B. General aspects and limits of conventional ultrafine WC powder manufacture and hard metal production. International Journal of Refractory Metals and Hard Materials. 1995;13:281-96.
9. Poetschke J, Richter V, Holke R. Influence and effectivity of VC and Cr3C2 grain growth inhibitors on sintering of binderless tungsten carbide. International Journal of Refractory Metals and Hard Materials. 2012;31:218-23.
10. Bonache V, Salvador M, Rocha V, et al. Microstructural control of ultrafine and nanocrystalline WC–12Co–VC/Cr3C2 mixture by spark plasma sintering. Ceramics International. 2011;37(3):1139-42.
11. Sintered materials. In: Smithells Metals Reference Book. Eighth ed. Oxford, UK: Butterworth-Heinemann; 2004.
]]>12. Understanding Cemented Carbide. Sandvik; 2011. [Citado 16 de marzo de 2016]. Disponible en: http://www2.sandvik.com/sandvik/0130/HI/SE03411.nsf/47a08170c0fa19fdc1256aa400416f80/4c7827530abfa4e1c1256b0a0034cc36/$FILE/ATTYN87R/9100%20eng.pdf
13. Upadhyaya G. Classification and Applications of Cemented Carbides. In: Cemented Tungsten Carbides. Westwood, NJ: William Andrew Publishing; 1998.
14. Weimer Alan W. Carbide, nitride and boride materials synthesis and processing. USA: Springer Science & Business Media; 2012.
15. Fenggang Z, Xiaopeng Z, Mingkai L. Tribological behavior of WC–Ni cemented carbide irradiated by high-intensity pulsed ion beam. Surface and Coatings Technology. 2014;258:78-85.
Recibido: 2 de abril de 2016. ]]> Aceptado: 20 de julio de 2016.
Luis Carlos Ardila-Téllez, Universidad Nacional de Colombia. Facultad de Ingeniería. Bogotá, Colombia
Correo electrónico: lcardilat@unal.edu.co

![Fig. 6. Velocidad de corrosión de varios grados de carburo cementado en función del pH [9]](/img/revistas/im/v20n1/f0602117.jpg)
{kind=link}
{kind=link}
{kind=link}