Junta de soldadura disímil de la aleación hk - 40 y del hierro fundido 24
Dissimilar welding joints of the alloy hk - 40 and of the cast iron 24
Tomás Fernández-ColumbiéI, Isnel Rodríguez-GonzálezI, Rodney E. Correa-SuárezII, Dayanis Alcántara-BorgesI
I Instituto Superior Minero Metalúrgico de Moa. Holguín, Cuba
II Empresa Comandante Gustavo Machin Hoed De Beche. Holguín, Cuba ]]>
RESUMEN
El objetivo del trabajo es establecer el comportamiento microestructural de una unión soldada disímil en una aleación HK 40 y el hierro fundido 24, la cual se realiza en equipo que prestan servicios en la industria del níquel y que por las características de la unión, surgen en el mismo problema de agrietamiento. Se realizó una caracterización química de ambas aleaciones, luego por el proceso de mecanizado se prepararon un total de nueve muestras, las que fueron soldada por proceso manual por arco eléctrico, los electrodos revestidos empleados fueron el E 312-16, el UTP 65 y el Castell Xiron 244, demostrándose en el análisis microestructural y en el diagrama de Schaeffler, que la disposición de la unión con el electrodo E 312-16 provoca la aparición de estructura interdendritica con origen a la fundición blanca, siendo más favorable la unión con el electrodo UTP 65. Se le realizó el análisis de microdureza en cada unión.
Palabras claves: disímil, aleación, agrietamiento, soldadura, electrodos.
ABSTRACT
It is paper have the objective to establish the behaviour microstructure of an union welded dissimilar in an alloy HK 40 and the cast iron 24, which is carried out in team that you lend services in the industry of the nickel and that for the characteristics of the union, they arise in the same cracking problem. He was carried out a chemical characterization of both alloys, then for the process of automated got ready a total of nine samples, those that were welding for process shield for electric arch (SMAW), the electrodes lined employees were the E 312 - 16, the UTP 65 and the Castell Xiron 244, being demonstrated in the analysis microstructure and in the diagram of Schaeffler that the disposition of the union with the electrode E 312 - 16 cause the appearance of structure inter dendrite with origin to the white foundry, being more available the union with the electrode UTP 65. He was carried out the micro hardness analysis in each union.
Key words: dissimilar, alloy, cracking, welding, electrodes.
]]>
INTRODUCCIÓN
Las uniones soldadas disímiles han sido utilizadas en la industria química, del níquel, petroquímica y en plantas de generación de electricidad como una alternativa para solucionar problemas de corrosión o pérdida de propiedades mecánicas que experimenta un componente o la sección de un equipo.
En las uniones soldadas disímiles el efecto del calor aportado y los ciclos térmicos del proceso de soldadura pueden modificar las transformaciones de fase conocidas, generando cambios microestructurales característicos de las uniones de materiales disímiles, como lo es la región de transición y el borde del grano.
A pesar de la factibilidad de la fabricación de uniones soldadas disímiles con aplicación directa en diferentes sectores industriales, estas han presentado defectos tanto de fabricación como metalúrgicos, promoviendo fallas durante su aplicación en servicio. Es ahí donde la unión de materiales disímiles adquiere gran importancia [10, 1, 9], dando origen a diversos estudios dirigidos hacia la comprensión de las fallas que se presentan durante el servicio.
Desde hace décadas, el objetivo principal que se pretende conseguir en las plantas de generación de energía es el aumento de la eficiencia térmica. En un primer término, este incremento hace reducir la cantidad de combustible utilizado para obtener los mismos rendimientos y por lo tanto, las emisiones de gases contaminantes de efecto invernadero se ven igualmente reducidos por kilowatio producido [4, 11].
Desde el punto de vista mecánico, unas mayores condiciones de operación implican el uso de materiales cuya resistencia a la fluencia en caliente, fatiga y corrosión fatiga sean adecuados. Existen aceros ferrítico-martensíticos que presentan unas propiedades de resistencia a la fluencia en caliente aceptables a temperaturas de 650 ºC, reemplazando a otro tipo de aceros, utilizados hasta temperaturas de 530 ºC - 565 ºC [5].
Al realizar un estudio sobre las uniones soldadas disímiles que data desde el año 1935 Joseph, A. et al [8], se basaron en reportes de fallas en empresas, investigaciones, entrevistas con fabricantes y diferentes usuarios de uniones disímiles con el objetivo de proveer información sobre estas.
La soldadura de materiales disímiles impone un reto relacionado con la integridad estructural de las uniones disímiles debido a su diferencia en términos de microestructura, propiedades mecánicas, térmicas y propiedades de fractura [13].
La aplicación industrial ha experimentado fallas en la zona de transición entre los materiales debido a las diferencias en los coeficientes de expansión térmica por los metales base y el material de aporte [7, 2, 6], estas fallas pueden presentarse después de 15 ó 20 años de operación o cuando la vida útil ha sido cumplida. ]]>
Según [14] una característica distintiva del hierro gris es que el carbono se encuentra en general en forma de grafito adoptando formas irregulares descritas como fractura en las piezas elaboradas con esta aleación. Las propiedades físicas y en particular las mecánicas varían dentro de amplios intervalos respondiendo a factores como la composición química, rapidez de enfriamiento después del vaciado, tamaño y espesor de las piezas, práctica de vaciado, tratamiento térmico y parámetros microestructurales como la naturaleza de la matriz y la forma y tamaño de las hojuelas de grafito.Autores como [12-15] clasifican a los hierros de elevada aleación como un grupo independiente de aleaciones de hierro fundido, donde las propiedades dependen directamente de la influencia de los elementos de aleación. En estas aleaciones de hierro fundido, el contenido de aleación está bien por encima del 4 % y consecuentemente no pueden ser producidos por aleación en cuchara, como el resto de las aleaciones conocidas. Ellos usualmente son producidos en fundiciones con equipamiento especializado para producir hierros de elevada aleación. Sin embargo esta afirmación es solo aplicable cuando la suma total de los elementos de aleación está muy por encima de 4 %.
Los aceros inoxidables fundidos usualmente se dividen en dos grupos principales: los termoresistentes, pertenecientes a la serie H y los resistentes a la corrosión, pertenecientes a la serie C.
Plantea [3] que del total de la producción mundial de aceros inoxidables, el 52 % pertenece a los aceros austeníticos inoxidables al cromo-níquel, la selección de estos materiales para aplicaciones que implican resistencia a la corrosión a altas temperaturas requiere de un conocimiento profundo sobre los mecanismos y la cinética de la formación de capas superficiales, su composición química, estructura, mecanismos de difusión. Todos estos factores y otros que están estrechamente relacionados con las propiedades mecánicas y estructurales a altas temperaturas permiten la adecuación del acero para usos específicos.
Este trabajo tiene como objetivo fundamental, establecer el comportamiento microestructural de una unión soldada disímil de una aleación HK 40 y un hierro fundido 24.
MÉTODOS Y MATERIALES
Análisis de la composición química
La composición química estándar de la aleación HK 40 según Alloy Casting Institute (ACI), muestra la designación adoptada por la ASTM, de la American Society for testing Materials, ASTM y la SAE, se reflejan en la tabla 1. ]]>

Según los elementos relacionados, la denominación de la aleación es del tipo A 351 grado HK 40.
La composición química del hierro fundido 24 aparece en la tabla 2.
Al determinar la composición química de ambas aleaciones, se puede apreciar que el contenido de carbono de las dos, puede favorecer la formación de fase intermetálica sigma durante el proceso de soldadura.
Para el desarrollo del plan experimental se prepararon nueve probetas de la aleación HK 40 y nueve probetas de hierro fundido 24, la unión se realizó a tope con preparación de los bordes a 600, se soldaron con diferentes electrodos del tipo AWS E 312-16, del tipo UTP 65 y del tipo Castec Xyron 244. En todos los casos se empleó un amperaje de 110 Volt y una velocidad de soldadura de 0,006 m/s.
Las diferentes probetas se prepararon con una longitud de 100 mm y un ancho de 50 mm, se cortaron longitudinalmente, en una fresadora, después de cortada y antes de soldarla se procedió a puntearla en ambos extremos para de esta forma evitar alabeo y distorsiones, fueron sometida a proceso de soldeo en diferentes condiciones, la selección de los diferentes electrodos se basa en buscar un material de aporte que en dependencia de la deposición, también pueda emplearse para atenuar los problemas que puedan ocurrir en el cordón de soldadura por las condiciones de la unión disímil. La preparación de las muestras para la soldadura se realizó según Norma ASTM E-92.
En la figura 1 aparece la preparación metalográfica de las probetas. ]]>

Análisis metalográfico
El análisis metalográfico consistió en la observación de una muestra patrón de la aleación del hierro fundido 24, se seleccionó la zona del metal base, es decir lo más alejado de donde pudiera tener influencia el ciclo térmico de soldadura, el objetivo de este análisis fue obtener una muestra sin afectación en su estructura cristalina que nos permitiera determinar posibles cambios ocurridos tanto en la ZF como en la influencia térmica, se procedió de igual manera para la aleación HK 40.
La figura 2 muestra la estructura metalográfica del hierro fundido 24, compuesta por una estructura de grafito laminar y la figura 3 se corresponde con la estructura de la aleación HK 40, la cual está compuesta por una estructura de carburos y segregaciones que se forman durante el proceso de solidificación, típico del acero austenítico HK 40.
Análisis de la microdureza
Para determinar la microdureza (HVN) de las probetas de análisis se realizó dos ensayos, el primero para una carga de 10 g y el segundo para una carga de 20 g, donde se midió los diámetros de la huella de la punta de diamante penetrada en un tiempo de 15 segundos, las medidas se tomaron para diferentes puntos (ver Fig. 4) de pruebas, seleccionados aleatoriamente en la superficie.
RESULTADOS Y DISCUSIÓN
Análisis de las microestructuras de la soldadura disímil
Para evaluar el comportamiento de los cordones de soldadura se realizó el análisis químico por el diagrama de Schaeffler de cada uno de los cordones de las diferentes muestras, a fin de determinar las posibles variaciones en dependencia de los electrodos empleados.
Uno de los factores importantes en la aplicación de soldadura es la penetración que presenta, lo ideal es que exista disolución, de tal manera que haya una mezcla homogénea y así el blindaje pueda soporta esfuerzos y evitar desprendimiento, en el caso de existir áreas no fundidas permite concentraciones de esfuerzos que pueden resultar en fallas sin deformación apreciable.
Las microestructuras de las uniones soldadas disímiles con preparación a 60° en la región de la Zona Afectada Termicamente ZAT de la aleación de hierro fundido 24 y de la aleación HK 40, son mostradas en la figura 5, las cuales serán examinadas para determinar el efecto de la velocidad de enfriamiento sobre las transformaciones de fases en estado sólido, así como también el efecto de los ciclos térmicos impuestos por el proceso de soldadura. El análisis microestructural se realiza teniendo en cuenta las microestructuras que aparecen en las figuras 2 y 3. Se puede observar la línea de martensita, la cual es el resultado de la diferencia entre la composición química del metal de soldadura y la aleación HK 40. Todas las muestras fueron observadas a 800 x.
La microestructura del hierro fundido gris 24 analizada, tiene láminas de grafito de distintos tamaños. Está constituida de grafito y perlita. ]]>
Este tipo de fundición también puede producirse ajustando el contenido de carbono del hierro fundido blanco, de tal modo, que la velocidad de enfriamiento en la superficie sea lo suficientemente rápido para formar hierro fundido blanco, mientras que debajo de la superficie donde se tienen menores velocidades de enfriamiento se forma hierro gris. Al aumentar el contenido de carbono, la profundidad del temple se reduce y aumenta la dureza de la zona endurecida.En el paso de raíz de la unión soldada disímil con preparación a 60°, las transformaciones del hierro fundido 24 son más notables, observándose la transformación de la fase ferrita y la perlita, en ferrita de borde de grano, ferrita acicular y bainita inferior. Las transformaciones de fase pueden relacionarse con la transformación observada a 750 °C durante la aplicación de los ciclos térmicos en la ZAT (ver Fig. 5a), siendo esta la temperatura en la cual el hierro fundido 24 inicia su proceso de austenitización, por lo que algunas fases son diluidas durante el calentamiento. Sin embargo, al no alcanzar la temperatura de austenitización y ser sometidas a velocidades de enfriamientos moderadas provoca la aparición de estructura interdendritica con origen a la fundición blanca.
El paso de relleno de la unión soldada disímil con preparación de borde a 60° presenta transformaciones de fase en la ZAT, diferentes a las encontradas en el paso de raíz, como lo es la bainita superior, ferrita Widmanstätten y ferrita de borde de grano (ver Fig. 5b). Estas microestructuras se caracterizan por presentar un elevado contenido de carbono debido a las velocidades de enfriamiento a las que se forman. La bainita superior se origina a partir de placas de ferrita que tiene a su alrededor, una elevada concentración de carbono. Este carbono, cuando alcanza su máxima concentración transforma en cementita, lo cual brinda la morfología característica de plumas, mientras que la ferrita Widmanstätten, se caracteriza por contener una elevada concentración de carbono a los lados de sus placas.
Las diferencias microestructurales entre ambas uniones soldadas disímiles en el paso de relleno, son causadas por los ciclos térmicos de soldadura, los cuales controlan la difusión del carbono y por lo tanto, las transformaciones de fase tal como se muestra en la microestructura de la unión soldada a 60° (ver Fig. 5c) en donde los cambios microestructurales son promovidos por las diferentes velocidades de enfriamiento y las temperaturas a las que se inician las transformaciones durante el enfriamiento, produciendo la diferencia entre la bainita superior y la bainita inferior, así como en la formación de la ferrita Widmanstätten.
En la figura 6 se muestra el comportamiento microestructural del hierro fundido 24 y la aleación HK 40 con electrodo Eutecti Xiron 244.
Una morfología de bandas estrechas a través de la zona de fusión con una orientación casi horizontal dentro y fuera de la línea de fusión, se conoce como la estructura tipo playa, la cual se muestra en las figuras 6a y 6b. Esta morfología presenta dimensiones típicas, presentándose evidencia de ligera descarburización en las zonas adyacentes a esta. ]]>
En la figura 6a, se observa la microestructura del hierro fundido sometido a 850 °C, el cual experimentó temperaturas cercanas a la temperatura de austenitización debido a que la microestructura presenta una mezcla de martensita con un porcentaje de ferrita de borde de grano.En la figura 6b no presenta una estructura tipo austenítica completa, sino una estructura tipo martensítica. La martensita se forma durante la transformación de la unión soldada disímil en condiciones fuera de equilibrio, donde la estructura austenita sobresaturada de carbono, debe transformar su estructura FCC a estructura BCT, la cual da origen a la martensita, que es mostrada como la interfase entre el metal de soldadura y el hierro fundido a temperatura ambiente.
La región de transición de las uniones soldadas disímiles es observada junto a la zona de fusión, presentando una microestructura diferente al metal de soldadura y a la ZAT de las aleaciones (FG 24 - HK 40). En las uniones disímiles se puede distinguir como una estrecha banda de martensita, que se caracteriza por ser una línea blanca en la línea de fusión, que funciona como interfase entre el hierro fundido y el metal de soldadura, tal como se muestra en la figura 6c.
La región de transición con morfologías tipo playa, son el resultado de la dilución que se presenta entre el cordón depositado y el metal de soldadura previamente depositado, este tipo de morfología se encuentra presente en ambas uniones disímiles, siendo la que se encuentra con mayor frecuencia en este tipo de soldaduras. Ambas uniones disímiles presentan el mismo comportamiento, ya que las líneas que identifican la presencia de hierro, muestran un incremento en su porcentaje, desde el punto donde inicia la región de transición.
Las líneas representativas de Cr (HK 40), muestran un comportamiento opuesto a las del FG 24, debido a que el Cr se encuentra presente en los bordes el metal de soldadura, mientras en la región de transición se observa un decrecimiento hasta llegar a alcanzar porcentajes muy bajos lo cual coincide con el área donde está presente la estructura ferrítica del HF 24.
Elementos como el Mo y Ni, se encuentran en mayores porcentajes dentro del metal de soldadura, presentando una moderada disminución a través en la región de transición y dentro de la aleación HK 40. Por otro lado, el C presenta un comportamiento lineal a través de la unión soldada disímil, lo cual puede atribuirse a la difusión de este elemento a elevadas temperaturas, cuando ambas aleaciones presentan estructura austenítica.
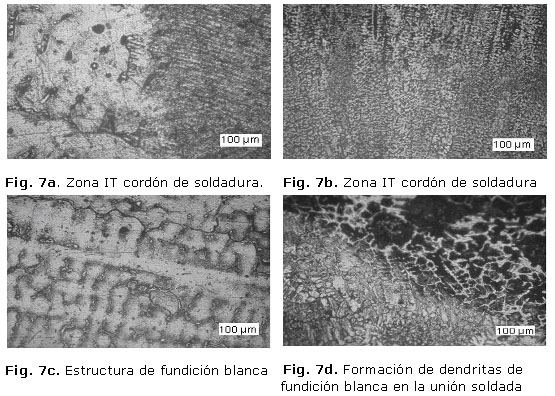
La figura 7 muestran el comportamiento microestructural de la soldadura disímil realizada con electrodo UTP 65.
A diferencia del metal de soldadura, la zona afectada térmica solo es influenciada por los ciclos térmicos del proceso de soldadura, ya que la composición química se afecta notablemente debido a que no existe similitud con el metal de aporte y el HK 40, lo cual está en función de las transformaciones en estado sólido. ]]>
Las transformaciones de fase ocurridas en la ZAT inicia cuando la aleación HK 40 tiene una microestructura de elevado a temperaturas menores al punto de fusión (aproximadamente 1 350 °C). A esta temperatura la austenita es disuelta, presentándose una estructura completamente de ferrita. A este proceso se le conoce como ferritizado.A elevadas temperaturas, el grano de ferrita inicia un crecimiento debido a que no existen segundas fases como la austenita o precipitados que inhiban su crecimiento hasta que, durante el enfriamiento, la austenita nuclea y crece, dando inicio al proceso de transformación el cual dependerá de las velocidades de enfriamiento.
En una unión soldada, la ZAT comprende una pequeña zona, en la cual se presenta la transformación de la austenita de islas típicas del material base, tal como se muestra en la figura 7a en donde se puede observar que la austenita del metal de soldadura inicia un cambio de orientación en la región de la ZAT, tomando como dirección el del gradiente de temperatura que existe entre el metal de soldadura y el metal base.
La soldadura puede causar transformación difusional de la ferrita a austenita en áreas recalentadas, así como también, la precipitación de fases intermetálicas si la velocidad de enfriamiento es lenta y la temperatura alcanzada en la zona recalentada es de 700 °C a 800 °C aproximadamente existe la formación
de fase austenita secundaria (ver Fig. 7b) o la formación de fase sigma. La banda de estructura interdendritica (zona de fusión) que se presenta en la interfase del hierro fundido y el metal de soldadura se forma al solidificar la austenita en la cual se presenta una combinación de elementos, como resultado de la mezcla de las aleaciones a elevadas temperaturas, lo cual provoca el emblanquecimiento en el cordón (fundición blanca) como se observa en las figuras 7c y 7d, siendo muy difícil atenuar las tensiones ocurridas en esta zona.
Análisis de la composición química del depósito
La composición química se determinó por el diagrama de Schaeffler. Se consideró el cromo y el níquel equivalente del material base y del material de aporte. La soldadura de las tres probetas fue realizada con los siguientes parámetros:
I = 110 A; V = 25 - 35 V y CC (-) (1)
En el caso del hierro gris se debe considerar la descarburación que se produce durante la soldadura, la cual alcanza valores próximos al 50 %, luego en la fórmula del Ni equivalente debe reemplazarse el término 30 x % C por 15 x % C.
Por lo tanto los elementos [Cr] y [Ni] son los siguientes: ]]>
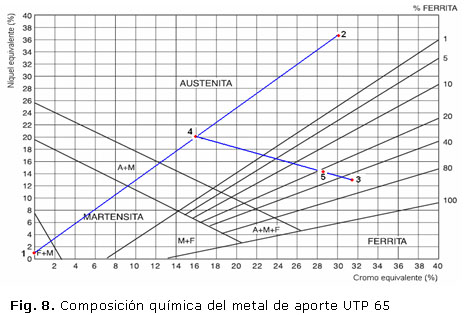
Cr eq = 0 % y Ni eq = 1 % (2)Análisis del depósito del electrodo UTP 65
Al determinar la composición del depósito del cordón de soldadura se analizó la composición química del material de aporte, los elementos fundamentales como el carbono y el cromo son: C - 0,1 % y Cr - 30 %, en este caso el carbono está en los límites permisibles para evitar la precipitación de carburos de cromo y hacer frágil y quebradiza la soldadura. En la figura 8 se muestra la composición química del metal de aporte UTP 65.
La composición química del depósito es:
UTP 65
Cr eq = 31,5 %
Ni eq = 13 %
Análisis del depósito del electrodo AWS E 312 - 16
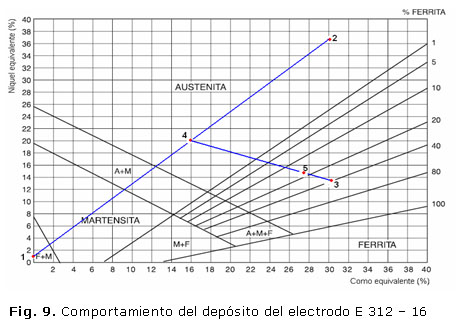
Se procedió a analizar la composición química del metal de aporte, el carbono es de 0,11 % y el Cr de 29 %, en este caso el carbono en unión con el cromo son formadores de elementos perjudiciales en la soldadura. En la figura 9 se muestra el comportamiento del depósito de soldadura.
Como se puede observar en el diagrama de Shaeffler la zona fundida contiene 18 % de ferrita por lo que se genera la fisuración en caliente, en frío y el crecimiento de los granos, así como la fisuración por temple por debajo de los 400 ºC, lo que además puedes provocar la formación de la fase intermetálica sigma entre 500 ºC y 900 ºC.
La composición química del depósito para el E 312 - 16 es:
Cr eq = 30,27 %
Ni eq = 13,89 %
Como se observa, el UTP mantiene un mayor balance de fases ferrita/austenita, el cual resulta de su elevado porcentaje de Cr y Mo como formadores de ferrita y Ni y N como estabilizadores de la austenita, lo cual ayuda a mantener las propiedades mecánicas y de resistencia a la corrosión, ya que es importante mantener el equilibrio de ambas fases, debido a que si el porcentaje de ferrita aumenta, la ductilidad de la unión se verá afectada. ]]>
Comportamiento de la durezaSe realizó un ensayo de dureza a cada una de las probetas, según se muestra en la figura 4, donde se hace referencia a los puntos que fueron tomados para realizar este ensayo.
La ZAT del hierro fundido 24 presenta una dureza de 220 HV mientras que en la región de transición se obtuvo una dureza de 600 HV lo que está relacionado con la formación de la zona de transición (banda de martensita).
Es importante denotar que el valor de la dureza de esta martensita es alto, lo que puede ser debido a que esta martensita, es formada por una austenita sobresaturada de carbono, suficiente para deformar la estructura y promover una elevada dureza. Esto se atribuye a que ambas aleaciones presentan elevados valores de carbono en sus composiciones, el hierro fundido 24 con 3,8 % y el acero inoxidable HK 40 con 0,45 %, así como la formación de carburos de cromo que alcanzan elevadas dureza (600 a 700 HV).
CONCLUSIONES
Al determinar el comportamiento microestructural se pudo observar variaciones en la zona fundida y zona de influencia térmica caracterizada por estructura desde el tipo ferrita - perlita, estructura de austenita y de ferrita Widmanstätten, según la composición química del metal de aporte.
Al realizar la unión soldada con el electrodos E 312 - 16, el UTP 65 y el Castec Xyron 244, se logró un mejor resultado para el UTP 65, precedido del Castec Xyron 244 y con mejores resultados en la unión con el UTP 65, lo cual fue corroborado a través del análisis microestructural y el diagrama Schaeffler.
Los perfiles de dureza realizados en la unión disímil se determinó un incremento de dureza para el HF 24 de 220 HV, así como una dureza de 700 HV para la aleación HK 40 en la región de transición, por efecto de la martensita.
]]>
REFERENCIAS1. Arivazhagan, N., Singh, S., Prakash, S., et al. "An assessment of hardness, impact strength, and hot corrosion behaviour of friction-welded dissimilar weldments between AISI 4140 and AISI 304". International Journal of Advance Manufacturing Technology. 2008, vol. 39, nº 15, p. 679 - 689. ISSN 1433-3015.
2. Casal, C. "Diagramas y transformaciones de fase". Serie Química de Materiales. 2012, vol. 4, nº 3, p. 123-166. ISSN 1989-5003.
3. Cheng, R., Tang, X., Li, D., et al. "Effects of titanium addition on microstructure and wear resistance of hypereutectic high chromium cast iron Fe-25wt.%Cr-4wt.%C". Wear. 2009, vol. 267, nº 16, p. 356-361. ISSN 0043-1648.
4. De Meyer, M., Toch, D. y De Cooman, B. "The characterization of retained austenite in trip steels by X-Ray Difraction". En: Proceedings of 41th Mechanical Working and Steel Processing Conference. Baltimore, USA: 2001.
5. Escriba, D., Materna-Morris, E., Plaut, R., et al. "Chi phase precipitation in a duplex stainless steel". Materials Characterization. 2009, vol. 60, nº 31, p. 1214-1219. ISSN 1044-5803
6. Ennis, P. y Quadakkers, W. "Development of and Integrity Issues with New High Temperature High Strength Steels". International Journal of Pressure Vessels and Piping. 2007, vol. 84, nº 23, p. 75-81. ISSN 0308-0161.
7. García, A., Gómez, C., Oria, V., et al. "Valoración del desempeño de un dispositivo de autoalimentación diseñado para la evaluación operativa de electrodos revestidos". Soldagem & Inspeção. 2009, vol. 14, nº 1, p. 15-21. ISSN 1980-6973.
8. Joseph, A., Sanjai, K., Jayakumar, T., et al. "X-ray Diffraction Based Residual Stress Measurements for Assessment of Fatigue Damage and Rejuvenation Process for Undercarriages of Aircrafts". International journal of pressure vessel and piping. 2005, vol. 82, nº 20, p. 700-705. ISSN 0308-0161.
9. Ju, S. "Characterization of bainitic microstructures in low carbon HSLA steels". International Journal of Modern Phisics B. 2008, vol. 22, nº 31, p. 5965 - 5970. ISSN 1793-6578.
10. Lo, K., Shek, C. y Lai, J. "Recent developments in stainless steels". Materials Science and Engineering. 2009, vol. 65, nº 20, p. 39-40. ISSN 1392-1320.
11. Madhusudan, G. y Srinivasa, R. "Microstructure and mechancial properties of similar and dissimilar stainless steel electron beam and friction welds". International Journal of Advance Manufacturing Technology. 2009, vol. 45, nº 5, p. 875 - 888. ISSN 1433-3015.
12. Nomoto, H., Kuroki, Y.,Fukuda, M., et al. "Effect of Heat Treatment in the resistance Cast Irons". JSME International Journal. 2006, vol. 49, nº 11, p. 218-223. ISSN 1344-7653.
13. Samal, M., Balani, K., Seidenfuss, M., et al. "An experimental and numerical investigation of fracture resistance behaviour of a dissimilar metal welded joint". Journal of Mechanical Engineering Science. 2009, vol. 223, nº 34, p. 1502 - 1523. ISSN 0022-2542.
14. Smith, W. Fundamentos de la ciencia e Ingeniería de Materiales. Madrid, España: S/E, 2005. ISBN 0-07-059172-5.
15. Zinovij, S., Jaroslav, K. y Volodymyr, T. "Research of Vibratory-Centrifugal Strain Hardening on Surface Quality of Cylindric Long-Sized Machine Parts". International Journal of Advance Manufacturing Technology. 2012, vol. 11, nº 1, p. 54-62. ISSN 1433-3015.
Recibido: 26 de enero del 2014.
Aceptado: 4 de julio del 2014. ]]>
Tomás Fernández-Columbié. Instituto Superior Minero Metalúrgico de Moa. Holguín, Cuba
Correo electrónico: tfernandez@ismm.edu.cu ]]>

 ]]>
]]>