
Comparación de oscilogramas eléctricos al rellenar con electrodos doblemente recubiertos
Electric oscillogram's comparison when hardfacing with double coated electrodes
Odonel González-CabreraI, Carlos R. Gómez-PérezII, Héctor Arturo Kairús-Hernández-DíazIII, Elizabeth Vázquez-BadilloII
I Centro de Información y Gestión Tecnológica de Villa Clara. Santa Clara. Cuba
II Universidad Central Marta Abreu de Las Villas, Facultad de Ingeniería Mecánica. Santa Clara. Cuba ]]>
III Universidad Central Marta Abreu de Las Villas, Facultad de Ingeniería Eléctrica. Santa Clara. Cuba
RESUMEN
A pesar de haberse estudiado y aplicado electrodos con recubrimientos múltiples, en la literatura consultada no se ha referido suficientemente el efecto del cambio de posición de la carga de aleación, dentro del recubrimiento de electrodos destinados al relleno, sobre su comportamiento operativo. Como objetivo del trabajo se determinó la influencia de la posición relativa de la carga de aleación en la estructura del recubrimiento de los electrodos destinados al relleno superficial sobre la estabilidad del arco y el consumo de potencia, a partir del análisis, procesamiento y comparación de los oscilogramas eléctricos de los procesos de soldadura aplicados. Para ello, se realizó un estudio de los oscilogramas de voltaje y corriente de cada variante de electrodo preparada: mismas composiciones de núcleo, carga de aleación y recubrimiento; solo se cambió la posición en que se encuentran. Como resultado se apreció diferencias en la estabilidad y consumo eléctricos del proceso.
Palabras claves: electrodos doblemente recubiertos, oscilogramas eléctricos, relleno superficial, soldadura.
ABSTRACT
In spite of having studied and applied electrodes with multiple coatings, in looked up literature the effect of the alloy change position, within the coating of electrodes destined to the hardfacing, on operating behavior has not been sufficiently referred. As objective of work determined the influence of the alloy charge position in the coatings of electrodes destined to hardfacing on the stability of the arc and the power consumption of the process, as from analysis, processing and comparison of electric oscilograms of the welding processes applied itself. For that, a study of the voltage and current wavesgive out by each variant of electrode prepared were accomplished: Same compositions of metallic core, alloy charge and coating; only has been changed the position of alloy charge. As a result, differences in stability and electric consumption of the processare appreciated.
Key words: doubly coated electrodes, electric oscillograms, hardfacing, manual metal arc.
]]> INTRODUCCIÓN
Los electrodos revestidos se diferencian por el tipo de núcleo o de recubrimiento que poseen. Sin embargo, cuando se trata de electrodos con un mismo tipo de núcleo, la única diferencia se deberá al tipo de recubrimiento empleado en su confección [1]. En este caso, el tipo de recubrimiento determinará las características de la aleación a depositar y de operación de cada electrodo [2], por lo que es importante conocerlo. Otra diferencia fundamental, en cuanto a tipo de recubrimiento empleado para la fabricación de los electrodos, está dada por su aplicación general: soldadura o recuperación de piezas. Los electrodos para la soldadura se caracterizan por tener una composición homogénea preponderantemente compuesta por materiales no metálicos, en su mayoría aluminosilicatos y fluoruros, y algunas ferroaleaciones e incluso polvo de hierro, para aquellos denominados de alta productividad [3]. Los electrodos para el relleno superficial se caracterizan por tener una carga de aleación, compuesta por un mayor por ciento de elementos metálicos (ferroaleaciones) y grafito o carbono, y otra parte mayoritaria, considerada como matriz. Esta matriz posee las mismas funciones que los recubrimientos para los electrodos de soldadura; sin embargo, deben de ser capaces además, de regular la transferencia de elementos químicos desde el electrodo hacia el depósito. Como cargas de aleación para la fabricación de electrodos destinados al relleno superficial, pueden encontrarse combinaciones que agrupen Grafito, FeCr, FeMn, FeV y FeSi, fundamentalmente. En algunos electrodos destinados a la aplicación de recubrimientos resistentes a la abrasión severa y erosión, se encuentran cargas de aleación simples; es decir, conformadas por grafito y solo una ferroaleación, como la FeSi; mientras que en otros, se aprecian combinaciones complejas, con más de una ferroaleación (FeCr, FeV y FeSi). Dentro de los minerales cubanos empleados en la fabricación de consumibles de soldadura se encuentran el carbón o grafito, la cromita y la pirolusita. En Cuba el carbón mineral se utiliza en la producción de electrodos como formador de carburos y modificador de la matriz de los depósitos. La cromita y la pirolusita se emplean después de ser sometidos a procesos de reducción carbotérmica y alumino térmicas, para la obtención de ferroaleaciones (FeCr y FeMn) de alto carbono. Igualmente, se están haciendo nuevos estudios para obtener cargas de aleación resistentes al desgaste formados por sinterización reactiva de polvos Al, Si, Mn, Fe, Cr, Ni [4], que pudieran servir para recubrimiento.
Comúnmente los recubrimientos de los electrodos están compuestos por mezclas técnicamente homogéneas de sus componentes, tanto en los electrodos destinados a la soldadura, como a los empleados para la recuperación de piezas. Sin embargo, con menos nivel de aplicación han surgido electrodos con recubrimientos multicapas [5]. Ejemplo de estos son los impermeabilizantes empleados en los recubrimientos de electrodos para la soldadura subacuática mojada, en el que el núcleo está rodeando del recubrimiento ordinario y otro, más externo, de una sustancia no hidrófila. Otro ejemplo de electrodo multicapa lo constituyen los electrodos tubulares revestidos, desarrollados para la recuperación de piezas por soldadura, en los que el núcleo está compuesto por una carga interna (ferroaleaciones), contenidos por una capa metálica (extruida en forma de tubo) y, por último, el recubrimiento ordinario. También existen electrodos, con núcleo macizo, cubierto con dos recubrimientos, pero empleados solamente para la soldadura de aleaciones especiales [5].
En todos los sistemas referidos, la relación entre la matriz y la carga de aleación definen las características operativas y metalúrgicas de los electrodos. De igual forma la colocación de las diferentes capas y su constitución pueden caracterizar, de manera diferente, el comportamiento operativo de los electrodos, la transferencia de elementos de aleación y las composiciones químicas y mecánicas del metal depositado, específicamente, de la resistencia al desgaste en electrodos desarrollados para el relleno superficial [5].
A pesar de haberse estudiado y aplicado electrodos con recubrimientos múltiples, en la literatura consultada no se ha referido suficientemente el efecto del cambio de posición de la carga de aleación dentro del recubrimiento de los electrodos destinados al desgaste en su comportamiento operativo.
El objetivo general del presente trabajo es determinar la influencia de la posición relativa de la carga de aleación en la estructura del recubrimiento de los electrodos destinados al relleno superficial sobre la estabilidad del arco y el consumo de potencia, a partir del análisis, procesamiento y comparación de los oscilogramas eléctricos de los procesos de soldadura aplicados.
Para ello, se realiza una comparación en el comportamiento eléctrico de electrodos con diferente estructura en su recubrimiento (posición relativa de las capas de aleación y matriz). Como resultado se obtiene una diferencia significativa en el comportamiento eléctrico de los electrodos, en función de la posición de la carga de aleación en el recubrimiento de los electrodos.
MÉTODOS Y MATERIALES
García plantea [6] que las señales de voltaje y corriente de soldadura han sido estudiadas y descritas por varios investigadores y sus espectros de frecuencia están determinados por la fenomenología del arco eléctrico en función de las propiedades químico-físicas de las sustancias componentes del plasma y su inercia, entre otros aspectos. También han sido estudiadas para evaluar la transferencia metálica de electrodos empleando fuentes con diferentes características volt-ampéricas [7]. Por tanto, la caracterización de los oscilogramas, obtenidos durante el proceso de relleno con soldadura manual por arco eléctrico puede aplicarse para la diferenciación entre dos o más electrodos homólogos destinados al proceso de soldadura manual con electrodo revestido. Luego, las diferencias entre las ondas de los oscilogramas eléctricos de los procesos de relleno aplicados pudieran servir para estimar la estabilidad del arco eléctrico y poder compararla con otra conocida o ensayada bajo las mismas condiciones.
]]> La evaluación del comportamiento de la posición de las ferroaleaciones en el recubrimiento de los electrodos, respecto a su comportamiento operativo se realizó mediante la colocación de una ferroaleación, tabla 1, en tres posiciones (interno, externo y homogéneo) sobre el alma del electrodo, respecto a una matriz, tabla 2, aplicando un diseño experimental con un solo factor (posición del recubrimiento) y tres niveles, lo que resulta un experimento con solo tres corridas.La instalación experimental empleada se compone por una fuente de corriente alterna marca AIRCO, 220V CA y un osciloscopio digital ADS1102CAL de 100MHz, 1Gs/S, 2CH, 7" Color LCD, capaz de captar y guardar las datas eléctricas censadas. El osciloscopio se coloca conectando los bornes de un canal a los terminales de la máquina de soldadura, mientras que el otro canal se coloca a un shunt de 60 mV a 250 A, clase 0,5, ambos independizados del circuito de soldadura, a través de un acondicionador de señales, desarrollado en el Centro de Investigaciones de Soldadura de la Universidad de Las Villas, con un rango de la señal de entrada es de 0 a 80 V y el rango de la señal de salida está entre 0 a 5 V, por cada canal. Las señales fueron adquiridas sobre el depósito de un cordón sobre una placa de acero AISI 1010 de 6 mm de espesor. El tiempo involucrado en el proceso se mide mediante el osciloscopio digital.
RESULTADOS
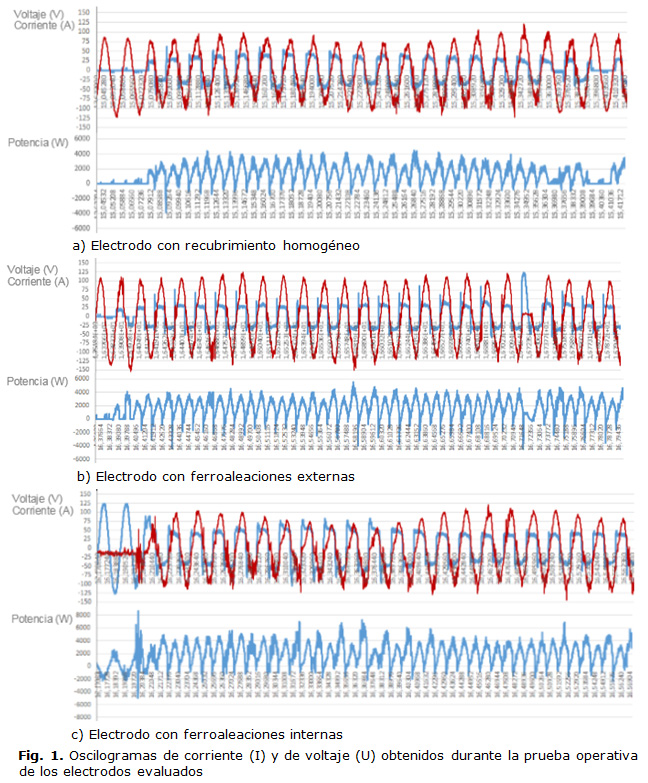
A partir del censado, acondicionamiento y registro digital de las señales de corriente y voltaje, tomados durante la prueba operativa, figura 1, pueden compararse los desempeños de los electrodos evaluados. Los oscilogramas, figura 1, muestran tres momentos del proceso de ignición del arco de soldadura, seguido de un período de mantenimiento, para las tres variantes de electrodos. En las tres variantes mostradas, figura 1, la frecuencia de ocurrencia de la onda es aproximadamente similar (60 Hz); una mejor distinción solo es posible con un tratamiento estadístico de toda la señal, procesando las diferencias en tiempo entre los momentos de cruce por cero (desde el semiciclo negativo al positivo y viceversa), así como de los picos máximos de las ondas de corriente y voltaje. Los oscilogramas de las variantes a y b, figura 1, comienzan con un cortocircuito evidente, voltaje cero y corriente máxima, luego del contacto del electrodo con el material base, mientras que en la variante c se aprecia que el oscilograma comienza con el circuito abierto, tensión máxima y corriente cero, seguido de una breve ralladura del electrodo con el material base. Puede observarse en la figura 1 que la onda de mayor voltaje es la obtenida durante la soldadura con electrodo de recubrimiento homogéneo, lo cual puede asociarse a un proceso de soldadura con mayores longitudes de arco.
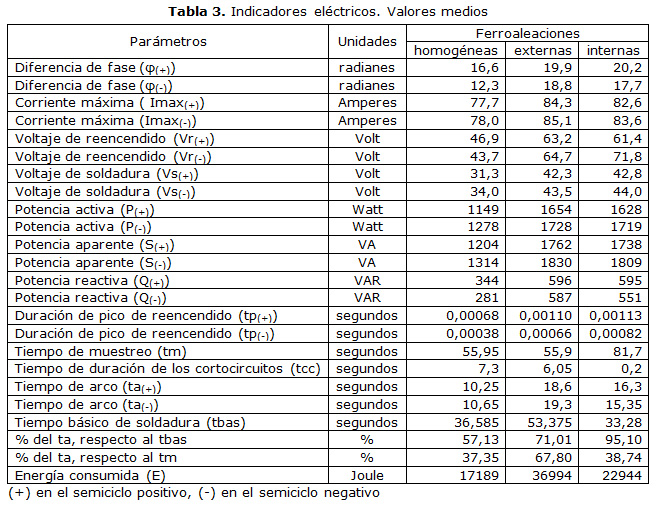
La onda de mayores picos de reencendido (ver Fig. 1) es la obtenida empleando el electrodo con ferroaleaciones internas; sin embargo, en el oscilograma correspondiente al electrodo con ferroaleaciones externas se aprecian mayores diferencias entre el voltaje de soldadura y los valores de máximos del voltaje de pico de reencendido. Para mayores precisiones, es necesario hacer un análisis estadístico de las ondas (ver tabla 3), obtenido mediante el procesamiento de un millón de muestras obtenidas de cada proceso de relleno, realizado con cada tipo de electrodo.
Las potencias activas (P) y reactivas (Q) se determinan como el promedio del producto de los valores instantáneos de la corriente (I) y el voltaje de soladura (V) con el coseno (ver ecuación 1) y el seno (ver ecuación 2), respectivamente, del ángulo de desfasaje (φ); mientras que la potencia aparente a (S) constituye un vector (ver ecuación 3) que depende de las dos anteriores. Cualquiera de ellas sirve para comparar el consumo de los electrodos, aunque la más cómoda para trabajar es la de la potencia activa.
]]>
DISCUSIÓN
El tiempo de muestreo (tm) refiere en la tabla 3 que no todos los depósitos se realizaron con la misma duración, al tratar de fundir la misma longitud aproximada de los electrodos empleados. Como se aprecia, el tiempo de muestreo es similar en los electrodos a y b, diferente sustancialmente del c. Ello dependió de las interrupciones asociadas (tiempo de las pegaduras del electrodo y tiempo invertido en el reinicio del arco) y del tiempo asociado al no consumo total del electrodo. Debido a estos aspectos, este parámetro no se considera robusto para la comparación de los electrodos, pero resulta importante considerarlo, pues del mismo se deducen otros más importantes, como el tiempo básico de soldadura (tbas), que incluye los períodos de consumo de corriente (es decir, el tiempo de arco (ta) empleado en la soldadura más los tiempos de los cortocircuitos (tcc) y los asociados a los desfasajes). Este tiempo muestra similitudes entre el comportamiento de los electrodos a y c, diferenciándose del b (ver Fig. 1). Este tiempo básico (tbas) caracteriza aún más el comportamiento de los electrodos, pero depende del tiempo de muestreo (tm) empleado, difícilmente igual para cada muestra. Por ello, parámetros más robustos para la comparación son el por ciento del tiempo de arco (ta), respecto al tiempo básico (tbas) o respecto al (tiempo de muestreo (tm). Considerando estos parámetros, puede afirmarse que el electrodo c aprovecha casi todo (95,1 %) el tiempo básico (tbas) de soldadura en régimen de arco eléctrico, y el que menos lo hace es el electrodo a; sin embargo, de todo el tiempo de muestreo (tm) los menos empleados soldando son los electrodos a (37,35 %) y c (38,74 %). Esto se debe a lo difícil que resulta el cebado del arco con estos electrodos, no así con el mantenimiento del arco. El electrodo b es el de mejor comportamiento durante la ignición y el mantenimiento del arco. Resulta llamativa la diferencia (ver tabla 3) entre los tiempos de cortocircuitos de los electrodos con recubrimiento homogéneo y con ferroaleaciones externas, respecto al de ferroaleaciones internas. Obsérvese en la tabla 3 como la duración de los cortocircuitos (tcc) de los electrodos con ferroaleaciones internas es de 2,73 % y 3,31 % para el mismo tiempo (tcc) invertido en el caso de los electrodos con ferroaleaciones externas y con recubrimiento homogéneo. Este aspecto hace suponer que, por el reducido tiempo de duración del cortocircuito en el proceso de soldadura con los electrodos con ferroaleaciones internas, el proceso de transferencia de metal no debiera ser por corto circuito, pues resulta improbable que con los parámetros eléctricos empleados (corriente y voltaje) pudiera fundirse todo el electrodo en menos de 0,04 s. Sin embargo, en el caso de los otros dos tipos de electrodos es muy probable que predomine la transferencia de masa por cortocircuito. La diferencia entre los tiempos de transferencia de masa referidos, invertidos en cada proceso pudiera dar criterio sobre la estabilidad de cada uno de ellos. En el proceso donde el tiempo de cortocircuito es menor y no se requiera de éste para transferir masa desde el electrodo a la pieza, es un proceso aparentemente más estable, lo cual coloca a los electrodos con ferroaleaciones internas como los de mayor estabilidad.
Del análisis estadístico (ver tabla 3) puede constatarse que la amplitud de los semiciclos de corriente no es simétrica en todos los procesos de soldadura realizados con las diferentes variantes de recubrimientos de electrodos, aspecto no reportado en trabajos similares [5]. La menor diferencia se aprecia en el semiciclo positivo de las variantes de electrodos con ferroaleaciones internas y de recubrimiento homogéneo (3,75 y 3,63 %, respectivamente). El tiempo de duración del semiciclo positivo en la variante de electrodo de ferroaleaciones internas resulta menor (5,83 %). Sin embargo, teniendo en cuenta que la diferencia en la amplitud de los semiciclos de corriente es menor en un 5 %, se puede decir que existe simetría entre las ondas en los semiciclos positivos y negativos.
Resulta siempre mayor el valor de la corriente en los semiciclos positivos que en los negativos, para todas las variantes de electrodos estudiadas. Este aspecto refiere más estabilidad en uno que otro ciclo, siendo el valor de la corriente de soldadura en el semiciclo negativo el más indicado para comparar las variantes de electrodos. Los valores de la corriente de soldadura oscilan en más de un 5 % para el caso del semiciclo negativo, mientras que solo aproximadamente 1 % en el semiciclo positivo. Esta variabilidad de la corriente en cada ciclo, no resulta significativa entre cada variante de electrodo estudiada, como para considerarla en una posible discriminación de alguno de ellos. El electrodo con recubrimiento homogéneo resulta el de menor corriente y el de ferroaleaciones internas el de mayor corriente, aspecto no anteriormente reportado [5].
El voltaje de soldadura de ambos semiciclos es prácticamente simétrico, al observarse similares valores modulares entre los semiciclos positivos y negativos. La mayor diferencia se observa en el electrodo con el recubrimiento homogéneo, pero su valor no supera el 4 %, lo cual tampoco resulta representativo. Las diferencias entre los voltajes de las variantes de electrodos con ferroaleaciones internas y con las ferroaleaciones colocadas exteriormente son prácticamente imperceptibles; sin embargo, comparando estos con el de las ferroaleaciones internas, muestran diferencias aproximadas de un 20 %.
El electrodo que requiere menor diferencia de potencial para estabilizar es el de recubrimiento homogéneo.
El voltaje de pico de reencendido es proporcional a la energía requerida para iniciar el arco eléctrico. El pico de reencendido es similar para cada semiciclo de voltaje en cada uno de las variantes de electrodos evaluadas. El electrodo con menos voltaje de reencendido es el de la variante que posee el recubrimiento homogéneo, mientras, el resto de las variantes estudiadas requieren más de un 18 % de voltaje mayor.
]]> Los indicadores eléctricos (ver tabla 3) muestran diferencias en los consumos de potencia. Estos resultados se obtienen de la multiplicación de los valores instantáneos de los voltajes de arco y de la corriente de soldadura (ver ecuación 1). Correspondientemente a los análisis anteriores, el electrodo que menor potencia consume (aproximadamente un 32 %) en el proceso de soldadura es el de recubrimiento homogéneo, lo cual coincide con los criterios de la literatura [5].Aunque la energía consumida está directamente relacionada con la potencia, para su determinación es preciso afectar la potencia por el tiempo en que transcurre el proceso. De esta forma, sigue siendo el electrodo con recubrimiento homogéneo el que menos energía consume (17189 W-s); sin embargo, el de ferroaleaciones internas logra disminuirla considerablemente, también a costa de una disminución del tiempo de realización del proceso. Estos aspectos no habían sido anteriormente reportados por González en trabajo similar [5].
Se aprecia en la figura 1 el momento de la ignición del arco (paso de cero voltaje o fase de cortocircuito) seguido de un período de estabilidad de encendido, caracterizado por la disminución de los picos de reencendido del arco en ambos semiciclos. La facilidad de encendido y las características de atenuación de los picos de reencendido pudieran dar criterios de comparación entre las variantes de electrodos evaluados.
Se puede apreciar en la figura 1, cómo al iniciarse el arco de soldadura, la onda de corriente comienza a fluctuar más, lo que puede ser considerado como posible criterio de diferenciación en la estabilidad, si se comparara con su comportamiento en los oscilogramas obtenidos durante la soldadura con otros tipos de recubrimientos.
En las gráficas de potencia (ver Fig. 1) se aprecia el momento del encendido del arco, al comenzar a observarse valores positivos en la curva. La duración de los picos negativos es proporcional al período en que las ondas de voltaje y corriente están desfasadas (una con valores positivos y otra con valores negativos). El comportamiento de la onda de la potencia está mucho más influenciado por la magnitud y comportamiento de la onda de corriente, que la de voltaje. El período de desfasaje no es constante, evidenciándose más en el momento del cambio de la onda desde el semiciclo negativo al positivo.
La onda (ver Fig. 2) es característica de un proceso en el cual se está produciendo la transferencia de masa desde el electrodo hasta la pieza, a través de pequeños cortocircuitos.
El tiempo promedio de ocurrencia de estos cortocircuitos pudiera dar criterio sobre el tipo de transferencia metálica característica del electrodo evaluado (cortocircuito, globular o de otro tipo). Para los electrodos no es común otro tipo de transferencia metálica que no sea el de tipo de cortocircuito, pero para que este sea evidente, los tiempos de permanencia del corto deben ser relativamente mayor que los observados en la onda (ver Fig. 3) que corresponde a la onda característica del proceso de soldadura aplicado con el electrodo con recubrimiento homogéneo. El tratamiento estadístico de los tiempos de cortocircuito pudiera dar como resultado diferencias en el comportamiento de la transferencia entre los electrodos evaluados.
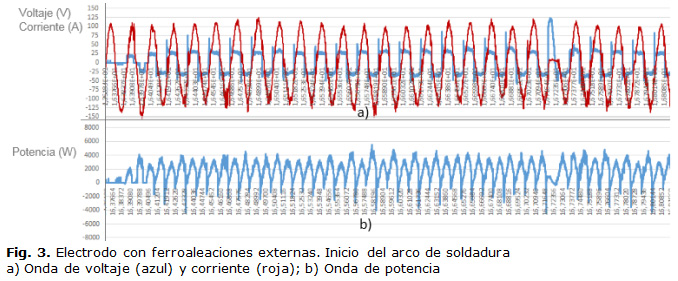
En el oscilograma (ver Fig. 3) puede observarse un incremento paulatino del voltaje medio de soldadura con picos de reencendido relativamente altos, en comparación con la variante de electrodo elaborado con recubrimiento homogéneo (ver Fig. 2). Así mismo, son marcadamente más notables los intervalos de desfasaje en el electrodo con ferroaleaciones externas (ver Fig. 3), observados como zonas negativas en el gráfico de potencia, que en el que posee el de recubrimiento homogéneo (ver Fig. 2). Es de suponer que la matriz, ubicada entre el núcleo y las ferroaleaciones, contribuye a disminuir el efecto del incremento del potencial de ionización del arco a través de la participación de las ferroaleaciones ubicadas externamente.
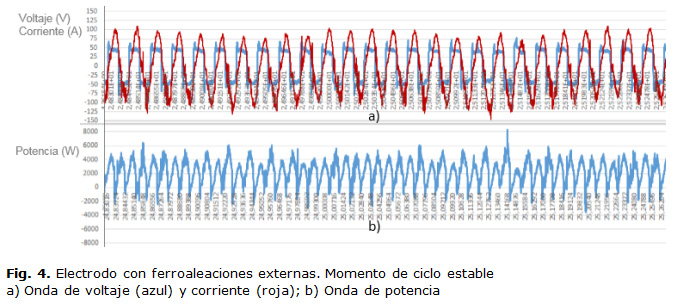
Este aspecto se manifiesta evidente durante el análisis de un período de estabilidad de la onda de soldadura obtenida con el electrodo de ferroaleaciones externas (ver Fig. 4).
En este caso los semiciclos de voltaje son prácticamente simétricos, similar al del electrodo con recubrimiento homogéneo, sin embargo, los picos de reencendido son mayores. Esto da un criterio de mayor inestabilidad. Obsérvese como persiste el desfasaje prácticamente constante entre las ondas de corriente y voltaje, evidente en el momento de cada cambio de semiciclo.
]]> Durante el estudio de los oscilogramas de las ondas de corriente y voltaje del proceso de soldadura realizado con el electrodo elaborado con las ferroaleaciones exteriores se aprecia solo pocos instantes donde la onda de voltaje se hace cero (ver Fig 3 y Fig. 4). El mantenimiento de la onda de voltaje en valores próximos a cero se asocia con períodos de cortocircuito durante el encendido del arco, pegaduras del electrodo o transferencia de masa por cortocircuito. Por ello, la ausencia de estos períodos de cortocircuitos en la onda de voltaje obtenida durante la soldadura con el electrodo de ferroaleaciones externas (ver Fig 5), sugiere que el proceso de transferencia de masa no es por cortocircuito. Contrariamente, se aprecian períodos sistemáticos de apertura del arco (ver Fig. 5), luego de un proceso paulatino de crecimiento del voltaje del arco de soldadura.En el caso del electrodo con las ferroaleaciones internas (ver Fig. 1c), se realiza el cebado del arco relativamente fácil, pero mantiene voltajes de soldadura y picos de reencendido relativamente altos, en comparación con las ondas producidas durante la soldadura con electrodo con recubrimiento homogéneo.
La curva de potencia (ver Fig. 1 b) muestra, también, valores sistemáticos de desfasaje entre las ondas de corriente y voltaje.
Por otra parte, el ciclo estable de soldadura se aprecia efectuándose con valores de voltaje relativamente altos (ver Fig. 1 a), mientras que se aprecia un arco algo más inestable (ver Fig. 6 a), que en el resto de las variantes.
En sentido general, en los oscilogramas de voltaje y corriente obtenidos durante la soldadura con electrodos a los cuales poseen las ferroaleaciones internas el período de desfasaje es más significativo. Por otra parte, los picos de reencendido son marcadamente mayores en los oscilogramas de voltaje y corriente del proceso de soldadura realizado con los electrodos que tienen las ferroaleaciones externas. Estos oscilogramas presentan muy pocos momentos de cortocircuitos y abundantes períodos de apertura del arco. En los oscilogramas obtenidos durante la soldadura con electrodos con ferroaleaciones internas se observan valores de voltaje de soldadura y picos de reencendido relativamente altos, con valores sistemáticos de desfasaje entre las ondas de corriente y voltaje con un arco más inestable, seguido de los electrodos con ferroaleaciones externas.
La separación de las ferroaleaciones de la matriz posibilita incrementar la conductividad de la columna del arco, en mayor medida cuando están adheridas al núcleo y en menor cuando están en la periferia del recubrimiento, respecto a los electrodos con recubrimiento homogéneo. El incremento de la conductividad trae consigo una disminución de la resistividad de la columna (mayor corriente), con una ampliación de la longitud libre del electrodo (voltaje de arco), lo que conduce al incremento de la potencia; es decir, la posibilidad de realizar el proceso más intensivamente, con mayores anchos del cordón (mayor voltaje). Esta ventaja permitiría la reducción de los parámetros eléctricos iniciales del proceso y garantizar la misma productividad.
CONCLUSIONES
Se reconocen diferencias entre el comportamiento eléctrico de los electrodos con recubrimiento homogéneo y los que poseen las ferroaleaciones ubicadas interna o externamente respecto a la matriz. Estas diferencias radican en la diferenciación de los parámetros eléctricos fundamentales del proceso, tales como el voltaje y la corriente.
Cuando las ferroaleaciones se encuentran separadas físicamente de la matriz (ubicadas interna o externamente a esta), producen arcos potentes con altos valores de corriente y voltaje de soldadura; luego, la posición de las ferroaleaciones influye directamente en la elevación de los parámetros de corriente, voltaje y la potencia del proceso de soldadura, presumiblemente al influir sobre las características electroconductoras en espacio del arco eléctrico.
]]> La participación activa de las ferroaleaciones en el proceso de conducción del arco eléctrico permitiría reducir su cantidad y lograr los mismos niveles de consumo eléctrico, que cuando se emplean electrodos de recubrimientos con las ferroaleaciones homogéneamente distribuidas.
REFERENCIAS
1. Meister RA, Meister AR. Special features of arcing in coated electrode welding with low current. Welding International. 2009;24(1):60-2. DOI 10.1080/09507110903292072.
2. Sham K, Liu K. Flux coating development for SMAW consumable electrode of high nickel alloys. Welding Journal. 2014;93(August):278.
3. Gómez Pérez CR, Paula Perotti A, García Rodríguez A, et al. Diseño Mc. Lean‐Anderson aplicado para obtener recubrimientos de electrodos aleados con carbono, cromo y titanio. Ingeniería Mecánica. 2013;16:132-143.
4. Martínez Perales LG, Flores Valdés A, Salinas Rodríguez A, et al. Formación de recubrimientos resistentes a la abrasión de compuestos intermetálicos del tipo AlSiFexMny sobre la aleación AISI 304L. Revista de Metalurgia. 2016;52(1). DOI 10.3989/revmetalm.061.
5. González Cabrera O, Gómez Pérez CR, Quintana Puchol R, et al. Alternativa de doble recubrimiento para electrodo destinado al proceso de relleno manual con arco eléctrico. Revista Ingeniería Mecánica. 2014;17(3):245-54.
6. García Rodríguez A, Gómez Pérez CR, Rivera Borroto OM, et al. Behaviour of short-circuit frequency and duration time and electrical conductivity during arc re-ignition in SMAW (AC) with E6013 electrodes. Welding International. 2010;24(9):673-9.
7. Ilyashchenko DP, Chinakhov DA, Gotovshchik YM. Calculation of the heat content of the electrode metal droplet wshen applying power supplies for manual arc welding with different volt-ampere characteristic. Applied Mechanics & Materials. 2015;756:101-4. DOI 0.4028/www.scientific.net/AMM.756.101.
Recibido: 20 de febrero de 2016. ]]> Aceptado: 15 de junio de 2016.
Odonel González-Cabrera, Centro de Información y Gestión Tecnológica de Villa Clara. Santa Clara. Cuba
Correo electrónico: ogonzalez@ciget.vcl.cu

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}