Valoración del procedimiento por Gas Argon en el aluminio AW5086
Evaluation of the proceeding by gas Argon in the aluminum AW5086
Jorge Antúnez-QuesadaI, René Collazo-CarcellerII, Carlos Lariot-SánchezIII, Manuel Rodríguez-MartínezII, Sandra O´farril-EnriqueII
I. Universidad Tecnológica de Maracaibo. Maracaibo, Venezuela
II. Universidad Tecnológica de La Habana, Facultad de Ingeniería Mecánica. La Habana, Cuba ]]>
III. Universidad de La Habana, Instituto de Materiales y Reactivos Energéticos. La Habana, Cuba
RESUMEN
El objetivo del presente trabajo es evaluar la variación de los parámetros (amperaje y flujo de gas argón) del proceso de soldadura bajo protección gaseosa con electrodo de tungsteno TIG en los cambios morfológicos de la aleación AW5086 y el incremento de las propiedades mecánicas (resistencia a la tracción y dureza). Aquí se observó que, dentro de las corridas experimentales realizadas, la de mejor comportamiento fue posible que se dieran las mejores condiciones en la frontera de los granos y en su interior para garantizar las mejores propiedades mecánicas. Lo anterior lo evidenció una morfología donde se observó una distribución más ventajosa del microconstituyentedesiliciuro de magnesio Mg2Si.
Palabras claves: soldadura, TIG, parámetros, morfología, aluminio AW5086.
ABSTRACT
The objective of this work is to evaluate the parameters (amperage and argon gas flow) of the welding process by gas protection using tungsten electrode TIG in the morphological changes of the aluminum alloy AW5086 and the increase of its mechanical properties (tensile resistance and harden). The best variant with 150 A and 8 L/min was the 1 because with this amperage and flew was possible to obtain in the frontier, as well as, inside of the grain the bests mechanical properties. All of this was the evidence of the morphology where the best distribution of the microcompouse of the magnesium slicer Mg2Si was observed.
Key words: welding, TIG, parameters, morphology, aluminum AW5086.
]]> INTRODUCCIÓN
Las aleaciones de aluminio no tratadas térmicamente, son usadas en aplicaciones en las cuales se requieren altas cualidades mecánicas, que se obtienen incorporando grandes cantidades de magnesio en solución sólida.
Dentro de las diferentes aleaciones de aluminio de la serie 5XXX, la 5086-H32 (AlMg4), comúnmente utilizada en la defensa, la construcción naval, el ferrocarril, la aviación y la industria aeroespacial, es la aleación que posee una atractiva combinación de propiedades. Además de las ya mencionadas, presenta buena soldabilidad, buen conductor eléctrico y térmico [1,2]. Ésta tiene una resistencia estructural media con propiedades mecánicas que se encuentran entre las aleaciones 5083, 5454, 5754. Su resistencia a la corrosión y su soldabilidad son buenas para ambos procesos GTAW y GMAW, utilizando el material de aporte recomendado por la norma AWS D1.2.
La capacidad de soldadura por fricción de esta serie ha sido estudiada por varios investigadores, específicamente la 5083 [3-5].No obstante son pocos los trabajos relativos a las aleaciones 5086, observándose que no se ha hecho una revisión con profusión. Por tal motivo, se plantea la pregunta de investigación: cómo será el procedimiento correcto a emplear para La soldadura por TIG de esta aleación. El objetivo del presente trabajo es evaluar la variación de los parámetros (amperaje y flujo de gas argón) del proceso de soldadura bajo protección gaseosa con electrodo de tungsteno TIG en los cambios morfológicos de la aleación AW5086 y el incremento de las propiedades mecánicas (resistencia a la tracción y dureza). El trabajo consiste en la realización de un juego de probetas de la aleación en cuestión con los regímenes de soldadura, para ser ensayas y evaluadas de forma técnica y estadística su comportamiento.
Este estudio permitirá mejorar el procedimiento de soldadura de dicha aleación, al aumentar La vida útil de la unión soldada y determinar la mejor variante a utilizar. Ha de señalarse que, en esta ocasión, los aspectos a tener en cuenta para el análisis morfológico serán lo granos y las segundas fases en general.
MÉTODOS Y MATERIALES
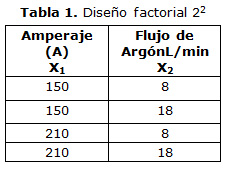
Es aún insuficiente el conocimiento acerca de la influencia de los parámetros del régimen de soldadura, en los posibles cambios morfológicos en estos depósitos y su efecto en las propiedades mecánicas. Además, no se ha valorado con profusión la influencia de la variación de los parámetros del proceso de soldadura (amperaje y flujo de gas) en la estructura y las propiedades del depósito. Teniendo en cuenta esto, se valoró la posibilidad de evaluar la variación de estos en los posibles cambios en la morfología y su influencia en las propiedades mecánicas resistencia a la tracción y dureza. El rango de intensidades y flujo de gas daban la oportunidad de evaluar su influencia en dos niveles, por lo cual quedó conformado un diseño factorial de 22 estructurado como aparece en la tabla 1.
Obtención de los cupones de prueba de Aluminio AW5086 y electrodos utilizados
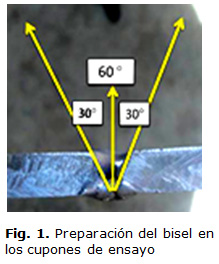
]]> Los cupones de prueba fueron de aluminio AW5086 H116 ASTM B928 (según Inspection Certifícate 3.2 No: 4435), cuya composición química se refleja en la tabla 2.Para realizar el proceso de soldadura, se utilizaron planchas de 8 mm (5/16 in) de espesor, las cuales fueron cortadas en una cizalla PEARSON de capacidad de 3050 mm de longitud de y espesor máximo de corte de 13 mm en cupones de prueba de dimensiones de 25 cm x 25 cm, realizándole un bisel de 30o a cada plancha, regidos por los procedimientos de soldadura WPS (WeldingProcedure Guide), tal como se evidencia en la figura 1 [7].
Como material de aporte se utilizaron varillas con denominación AWS A5-10 ER5356 de diámetro 3/32" (2,5 mm) y longitud de 36" (914,4 mm), cuya composición química se muestra en la tabla 3[8].
Proceso de soldadura
El proceso utilizado fue el de Soldadura TIG, empleando una máquina para soldar Miller Syncrowave 200 de alta frecuencia con 300 amperios.
Se empleó como gas inerte el con una composición de la mezcla del 99,95 %. Para poder garantizar los niveles de intensidad en las condiciones de ensayo, se utilizó un soldador certificado por la AWS, el cual se entrenó y se preparó para poder realizar, de forma reproducible y confiable, las condiciones requeridas durante el relleno de los cupones. Durante el proceso de soldadura, se pudo registrar el amperaje y el voltaje promedio utilizados en las diferentes corridas.
Preparación y análisis metalográfico
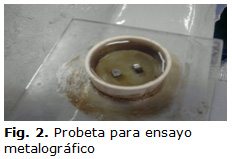
A partir de los cupones de prueba fueron cortadas y preparadas 3 probetas por corrida, lo que representa un total de 12 para poder cumplir con el mínimo requerimiento estadístico de cantidad de muestras por cada una de ésta, con un nivel de confianza de 95 %, las cuales fueron utilizadas para el análisis metalográfico. Estas fueron desbastadas con papeldesde120, 240, 360, 400 y 600. A cada pobreta se le aplicó el pulido alrededor de 12 min con alúmina de 0,05 micrones para luego ser atacada con Keller y analizada al microscopio su estructura. El conteo de las fases se realizó con ayuda de programa Digitimiser promediando el conteo de cinco campos para cada caso [9]. La probeta se muestra en la figura 2.
]]> Ensayos de durezaLos ensayos de dureza se realizaron en un durómetro Brinell utilizando una esfera de 10 mm de diámetro con una carga no mayor a 300 kg por un tiempo comprendido entre 10 a 15 segundos sobre la superficie transversal de las láminas, registrándose cinco mediciones en la ZAT por ser la de mayor interés, debido a que las fracturas en los ensayos de tracción se experimentaron en esta zona.
Ensayos de tracción
Una vez preparadas las probetas de tracción, según la norma ASTM E8, estas fueron ensayadas en un máquina de tracción IBMU – 4C – 1000 – DW[10].
RESULTADOS Y DISCUSIÓN
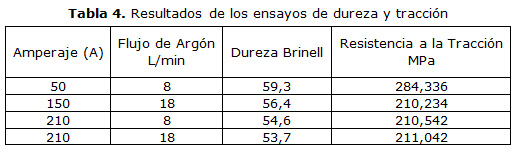
Los resultados de los ensayos de dureza y tracción para las probetas de dicha aleación, tal como se muestran en la tabla 4, indican que la variante 1 ofreció los valores máximos en cada caso, seguido por las variantes 3; 4 y 2. Un aspecto relevante es que los resultados expuestos en este trabajo difieren de los de Lakshman, Sigh y Rajeshwar, Singh [10], al considerar que la resistencia a la tracción aumenta con el aumento de la intensidad y el flujo de gas argón. La importancia de este trabajo estriba en que la relación de los cambios morfológicos, mostrados en el mismo ofrece una explicación de mayor evidencia e implicación con las propiedades mecánicas que los tratados en la bibliografía expuesta en el mismo.
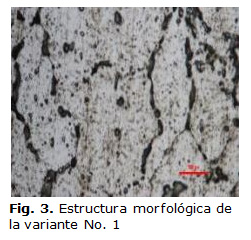
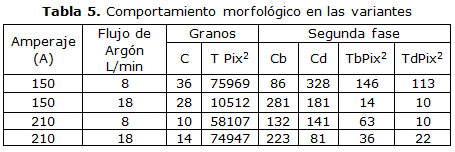
En la tabla 4 se muestra una relación que coincide con el comportamiento que debe existir entre la dureza y la resistencia a la tracción en este tipo de ensayo. Por otra parte, la combinación de los valores bajos de intensidad y flujo de argón indicó que hay un reflejo en el comportamiento de la morfología de esta variante, figura 3, con relación al resto, como se observó en la tabla 5. Lo anterior se pudo evidenciar gracias al uso del programa de análisis de imagen ImageTools, versión: 0.8.1.
]]> Leyenda:C: Cantidad de granos, Tpix2 Área promedio de los granos, Cb Cantidad de segunda fase en borde de grano,
Cd: Cantidad de segunda fase dentro del grano, TbPix2 Área de la segunda fase en borde de grano,
TdPix2: Área de la segunda fase dentro del grano.
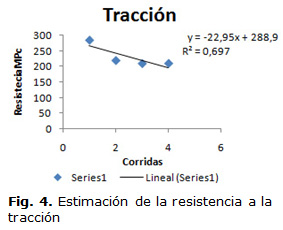
El empleo de los valores bajos en los parámetros de soldadura indicó que esta variante necesita de un poco más de tiempo para fundir los bordes de las planchas y como resultado, se observó un crecimiento de los granos que conforman la estructura, pero en el caso de la segunda fase se observó la menor cantidad de esta en borde y el resto dentro del grano, además de su crecimiento, tanto en uno como en el otro, en relación con el resto de las variantes. Esta combinación permitió que se den las mejores condiciones en los bordes de granos para que se mantenga la coherencia entre estos y se den los mayores resultados en la resistencia a la tracción, como se observó en la figura 4.
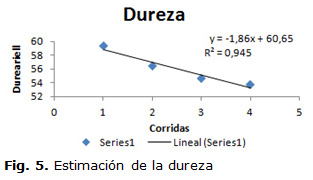
De igual forma, el hecho de aparecer el mayor número de la segunda fase dentro del grano, dificulta la deformación plástica, siendo ésta la causa del valor de dureza que experimentó esta variante con relación a las demás, como se indicó en la figura 5.
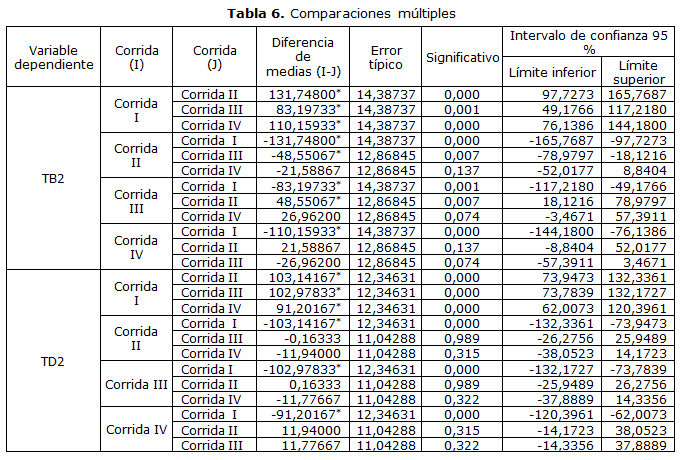
Se procede luego a analizar en cuál de las corridas existe una mayor diferencia significativa, esto se refleja en la tabla 6. Según estos resultados, al analizar los cambios morfológicos, que condujeron al incremento de las propiedades mecánicas, variando el amperaje y flujo de argón, se obtuvieron diferencias estadísticamente significativas entre los grupos de comparación, siendo favorable para la corrida I, lo que indicó que una intensidad de 150 amperios y un flujo de 8 L/min dio que la distribución de los granos en la segunda fase fuese más ventajosa para incrementar las propiedades mecánicas.
Es importante señalar que sería de mucha utilidad para el futuro evaluar la influencia del calor introducido en los resultados expuestos en este trabajo.
]]>CONCLUSIONES
A valores de amperajes y flujo de argón por encima de 150 y 8 l/min, el tamaño de los precipitados disminuye siendo este fenómeno, conjuntamente con la evaporación del magnesio, por efecto de las altas temperaturas, las causas principales en la disminución de las propiedades mecánicas de la soldadura de la aleación de aluminio 5086 H-116.
Se observa que la presencia del microconstituyente Mg2Si es importante, ya que éste, como lo muestran los resultados, juega un papel preponderante en comparación con el tamaño de los granos, pues al disminuir su presencia en borde de grano se crean las condiciones para obtener los mayores valores de resistencia mecánica El hecho de obtener la mayor presencia de este microconstituyente dentro del grano, hace que aumente la resistencia a las deformaciones plásticas dentro de éste, observándose los mayores valores de dureza.
La disminución de la cantidad de las segundas fases en borde de grano, a expensa del aumento de su tamaño, mejora la resistencia a la tracción.
REFERENCIAS
1. Singh L, Vinay S, Singh N. Study The Influence of TIG Welding Parameters On Weld Characteristics Of 5083 Aluminum Alloy. International Journal of Engineering Science and Innovative Technology. 2013;2(5):33-42.
2. Srinivas MS. To investigate the effect of process parameters on mechanical properties of TIG welded 6351 aluminum alloy by anova. International Journal of Engineering Research 2014;2(9):18-29.
3. Yao L, Wenjing W, Jijia X, et al. Microstructure and mechanical properties of aluminum 5083 weldments by gas tungsten arc and gas metal arc welding Materials Science and Engineering A 549. 2012;35:7-13.
4. Miguel Eguía A, Coello Sobrino J, Manjabacas Tendero MC, et al. Consideraciones sobre la soldabilidad de la aleación AA 5186 mediante el procedimiento GMAW. Ingeniería e Industria. 2013;88(3):325-33.
5. Yan B C, Yu Gang M, Li-quny L, et al. Joint performance of laser-TIG double-side welded 5A06 aluminum alloy. Trans Nonferrous Met. 2009;9:26-31.
6. CWB Group-Industry Services. Welding Procedure Guide. USA: CWB Group; 2008. [Citado 25 de mayo de 2016] Disponible en: https://www.cwbgroup.org/document/710
7. Jinqiao X. Aluminum Welding Wire, Welding Wire, Welding Material manufacturer/supplier in China, offering Aws A5.10 Er5356 1.2 mm Aluminum Welding Wire, Aws A5.18 Er70s-6 CO2 Copper Coated Welding Wire, Good Quality MIG Welding Wire with Metal Spool Er70s-6 and so on. China: Welding Material Co., Ltd; 2010. [Citado 24 de junio de 2016]. Disponible en: http://www.made-in-china.com
]]>8. American Society for Testing and Materials. Standard test Method for tension testing of metallic materials. USA: West Conshohocken; 2015. [Citado 24 de junio de 2016] Disponible en: http://trove.nla.gov.au/version/217247501 .
9. Heidman R, Johnson C, Ykou S. Metallurgical analysis of Al/Cu friction stirs spot welding. Science and Technology of Welding and Joining. 2010;15:597-604.
10. Lakshman S, Rajeshwar S. Evaluation of TIG Welding Parametric Influence on Tensile Strength of 5083 Aluminium Alloy. Industrial Mechatronic and manufacturing Engineering. 2013;7(11):118- 28.
11. Singh L, Shah V, Singh NK. Study the influence of TIG Welding parameters on Weld Characteristics of 5083 Aluminium Alloy. International Journal of Engineering Science and Innovative Technology. 2013;2(5):102-10.
12. Singh RKR, Sharma C, Dwivedi DK. The microstructure and mechanical properties of friction stir welded Al-Zn-Mg alloy in as welded and heat treated conditions. Materials and Design. 2011;32:682-7.
]]>
Recibido: 1 de septiembre de 2016.
Aceptado: 4 de diciembre de 2016.
Jorge Antúnez-Quesada, Universidad Tecnológica de Maracaibo. Maracaibo, Venezuela
Correo electrónico: collazo@mecanica.cujae.edu.cu
{kind=link}
{kind=link}
{kind=link}