Soldadura con los electrodos revestidos E 6010 y E 7018 en acero AISI 1025
Welding with coated electrodes E 6010 and E 7018 in AISI 1025 steel
Dennis Reyes-Carcasés1, Tomás Fernández-Columbié2, Dayanis Alcántara-Borges2, Isnel Rodríguez-González2
1Centro de Proyectos del Níquel, Moa, Holguín, Cuba. ]]>
2Instituto Superior Minero Metalúrgico de Moa, Holguín, Cuba.
Resumen
La soldadura de acero de bajo contenido de carbono es una práctica habitual en la industria del níquel, donde se fabrican componentes con aceros de estas características. El objetivo del trabajo fue establecer el comportamiento microestructural del acero AISI 1025 al ser soldado con dos tipos de electrodos (E 6010 y E 7018): el primero depositado como colchón y el segundo para garantizar la resistencia mecánica; ellos se realizaron en una plancha de 240 x 240 x 10 mm, con preparación en simple bisel. Las microestructuras obtenidas con el electrodo E 6010 son del tipo ferrita Widmanstátten, ferrita columnar y perlita intergranular, con una dureza de 345 HV; mientras que con el electrodo E 7018 las microestructuras son de ferrita Widmanstátten, austenita y martensita, con dureza de 332 HV. La disminución de dureza en este último caso está asociada al tratamiento térmico de recocido multipasadas.
Palabras clave: soldadura; acero de bajo carbono; electrodo E 6010; electrodo E 7018; microestructura.
Abstract
The welding of steel of low carbon content is a common practice in the nickel industry, where components with steels of these characteristics are manufactured. The objective of the paper was to establish the microstructural behavior of the AISI 1025 steel when it was welded with two types of electrodes (E 6010 and E 7018), the first one deposited as a mattress, and the second one to guarantee mechanical resistance; they were made in a 240 x 240 x 10 mm plate with simple bevel preparation. The microstructures obtained with the electrode E 6010 are of the ferrite type Widmanstátten, columnar ferrite and intergranular pearlite, with a hardness of 345 HV, while with the electrode E 7018 the microstructures are ferrite Widmanstátten, austenite and martensite, with hardness of 332 HV. The decrease in hardness in the latter case is associated with the thermal treatment of multipass annealing.
]]> Keywords: welding; low carbon steel; E 6010 electrode; E 7018 electrode; microstructure.
1. INTRODUCCIÓN
Actualmente la mayoría de los procesos de soldadura se llevan a cabo mediante la aplicación de calor a las piezas que serán unidas. Este calor es, a menudo, de suficiente intensidad y cantidad como para producir la fusión del material de las piezas. El calor aplicado a los materiales metálicos produce un cambio en su estructura metalográfica; cuando la temperatura alcanzada supera un determinado valor característico para cada metal o aleación, la modificación de la estructura conlleva a la variación de las propiedades de material.
En estudio realizado por Bao y Zhang (2010) se plantea que el efecto del calentamiento tiene influencias inmediatas durante el ciclo térmico del proceso de soldadura, generalmente aumenta el tamaño de grano de la zona afectada por el calor (ZAC) y también en la zona fundida. Este crecimiento de grano tiene como consecuencia la alteración de las propiedades mecánicas finales.
El efecto de la entrada de calor en la soldadura, independiente si alcanza o no la fusión del material, genera zonas afectadas por el calor que ocasiona transformaciones de fase, cambios en las propiedades mecánicas, esfuerzos residuales y distorsiones en la junta soldada (Bhatti et al. 2015). Estas zonas se conocen como zona fundida (ZF), zona afectada térmicamente (ZAT) y el metal base. Estas zonas son producto de la distribución de temperatura asociada a la entrada de calor.
Los picos de temperatura y el tiempo que toma en alcanzarlos permiten determinar completamente los efectos en los cambios macro y microestructurales de la junta soldada (Suresh 2014). La representación gráfica del cambio de la temperatura, con respecto al tiempo para un punto de análisis ubicado en la junta soldada, se conoce como ciclo térmico.
Algunos investigadores (Fuentes et al. 2016; Utria et al. 2016) consideran que la temperatura de recristalización determina la velocidad de nucleación y crecimiento de los nuevos granos. En la práctica la temperatura real a la que la recristalización tiene lugar depende fuertemente de la deformación previa del material. El requisito fundamental para que un metal recristalice es la poligonización de los granos, esto implica un reacomodo de las dislocaciones para formar nuevos bordes, los cuales se moverán bajo la acción de la fuerza impulsora de la energía almacenada debido a la deformación. Como una primera aproximación, esta energía almacenada es proporcional a la densidad de dislocaciones.
Según Fernández y demás investigadores (2016) el tamaño de grano es un parámetro importante en los metales, siendo clave para la determinación de resistencia y la tenacidad. El ciclo térmico de la soldadura es tal que en la mayoría de los metales produce crecimiento de grano en la ZAC, en algún grado, influyendo también en el tamaño de grano del metal de aporte. En este sentido el tamaño de la zona recristalizada, zona recalentada o ZAC dependerá del tamaño del cordón de soldadura que, a su vez, estará relacionado con los parámetros del proceso.
En particular el espesor del metal base y la velocidad de enfriamiento son parámetros que reúnen todas las variables involucradas en la caracterización de la zona recalentada, por lo que cualquier combinación de espesor de metal base y velocidad de enfriamiento definen un tamaño de cordón y, por ende, el tamaño de la zona recalentada.
]]> El trabajo tuvo como objetivo establecer el comportamiento microestructural en la zona fundida (ZF), la zona afectada por el calor (ZAC) y la interfase, así como la dureza de la unión soldada en un acero al carbono AISI 1025, utilizando electrodos E 6010 y E 7018.2. MATERIALES Y MÉTODOS
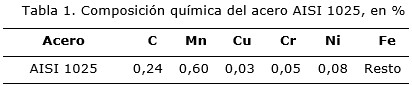
Para el desarrollo del trabajo se seleccionó como material base el acero AISI 1025, con dimensiones de 240x240x10 mm, y cuya composición química se muestra en la Tabla 1.
Tabla 1. Composición química del acero AISI 1025, en %
La composición química de los aceros se determinó mediante análisis espectral, en un espectrómetro de masa cuántico, ESPECTROLAB 230, con electrodo de carbón bajo arco sumergido en atmósfera de argón.
Para evaluar el comportamiento microestructural del acero la unión se preparó como se muestra en la Figura 1 (a). Se depositaron los cordones en las planchas a unir tal y como se muestra en la Figura 1 (b).
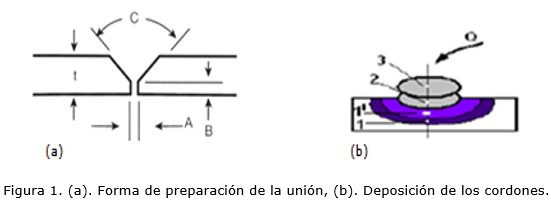
Donde:
t máximo - 10 mm; A - 2,5 mm; B - 2 mm; C - 60º.
]]> Se realizó el depósito de los cordones de soldadura con los materiales de aporte los electrodos E 6010 y E 7018 de 2,4 mm de diámetro. Se ejecutó la primera pasada con el E 6010 por su alta penetración en la soldadura de aceros suaves y baja aleación y para que sirviera de depósito de colchón; luego, con el electrodo E 7018 como revestimiento, ya que este se aplica en trabajos de alta responsabilidad y en materiales que requieren elevada ductilidad y tenacidad.En la Tabla 2 se muestran los parámetros de soldadura tenidos en cuenta para establecer el comportamiento de las velocidades de alimentación (Va) de ambos electrodos. El procedimiento establecido para la determinación de las velocidades de soldadura en los depósitos de cordones en las planchas con ambos electrodos se muestra en la Tabla 3.
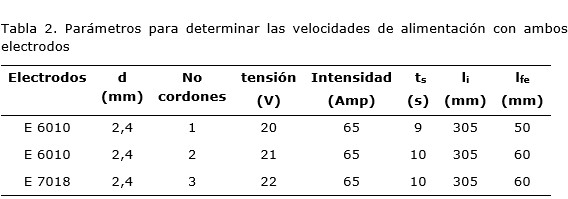
d – diámetro del electrodo, ts – tiempo de fusión del cordón de soldadura, li – longitud inicial del electrodo, lfe – longitud total fundida del electrodo.
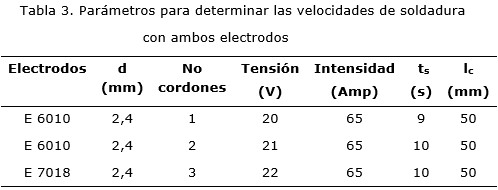
lc –longitud del cordón de soldadura, Vs – velocidad de soldadura.
Durante el proceso de soldadura manual por arco eléctrico los parámetros seleccionados definen la calidad de la unión soldada. La corriente de soldadura es proporcional a la velocidad de alimentación del alambre, para un diámetro, una composición y una longitud libre del electrodo.
2.1. Microestructura de las aleaciones
Para el análisis microestructural se empleó un microscopio óptico NOVEL modelo NIM-100, con cámara acoplada, instalada mediante el hardware IMI.VIDEOCAPTURE.exe. El análisis microestructural consistió en la observación de una muestra patrón del acero AISI 1025.
La Figura 2 corresponde a la muestra patrón del acero AISI 1025. Para revelar las estructuras, luego de la preparación metalográfica de las muestras donde se tuvieron en cuenta procedimientos como corte, desbaste y pulido, se realizó el ataque químico con nital al 2 %, una parte de ácido nítrico y tres partes de ácido fluorhídrico, en un tiempo de 15 s.
]]>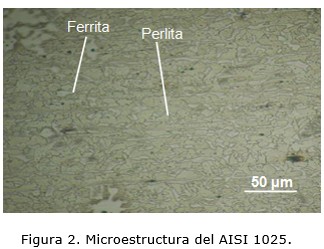
La figura anterior muestra la microestructura del acero AISI 1025, donde se observa una estructura de ferrita + perlita. Los granos de ferrita (zonas claras) y colonias de perlita (zonas oscuras) presentan una estructura de granos equiaxial, como resultado del proceso de conformado en caliente de este material.
Se seleccionó la zona del metal base, alejado de donde pudiera tener influencia el ciclo térmico de soldadura. El objetivo de este análisis fue obtener una muestra, sin afectación en su estructura cristalina, que permitiera determinar posibles cambios ocurridos tanto en la ZF como en la influencia térmica.
2.2. Ensayo de microdureza
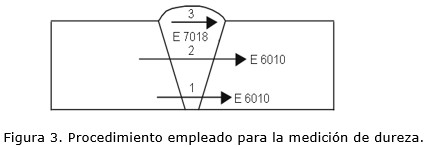
En la medición de la microdureza se utilizó un microdurómetro modelo PMT-3 No. 168, con objetivo acromático acoplado y compensación libre trinocular de tubo inclinado a 30º. Las superficies de las probetas se prepararon de la misma manera que para el análisis microestructural, desbaste y pulido; la carga aplicada fue de 0,49 N, en un tiempo de 15 s. El indentador empleado fue el de pirámide de diamante, con un ángulo de 136º según la ASTM E 92–82. En la Figura 3 se muestra el procedimiento empleado para la medición de dureza en las probetas.
La dureza de las probetas se ensayó en dos formas:
a) Dureza longitudinal: luego de realizado el cordón se rectificó la parte superior de este para obtener una superficie plana y realizar la dureza a lo largo del cordón.
b) Se realizaron un total de cinco mediciones para cada caso posible por cordón con una separación entre lectura de un milímetro.
3. RESULTADOS Y DISCUSIÓN
]]> 3.1. Análisis de los parámetros del proceso de soldaduraDurante el proceso de soldadura, la energía calorífica se reparte entre el metal base y el de aporte a lo largo de todo el cordón, a medida que el arco avanza. En el aporte térmico se engloban la energía transferida por unidad de tiempo (proporcional al producto de tensión e intensidad) y la velocidad (v) de transporte de la fuente de esa energía (avance del arco).
En la Tabla 4 se muestran los resultados obtenidos de las velocidades de alimentación y de soldadura durante el depósito de los cordones en el acero AISI 1025 con los electrodos E 6013 y E 7018. Se obtuvieron los resultados a partir de los parámetros establecidos en las Tablas 2 y 3.
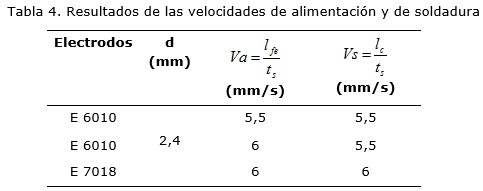
Se observa en la Tabla 4 que para los electrodos E 6010 y E 7018, con diámetros de 2,4 mm, la variación de la velocidad de alimentación fue de 5,5 mm/s hasta 6 mm/s, de igual manera ocurre con la velocidad de soldadura. La estabilidad en los parámetros analizados debe mantener proporcionalidad para lograr una adecuada apariencia del cordón.
El empleo de una velocidad de soldadura muy grande origina una disminución de la energía térmica por unidad de longitud, donde no se logra fundir la raíz de los bordes. Dado que la velocidad de soldadura es constante, la velocidad de crecimiento del cristal tendrá que variar considerablemente, dependiendo de la posición en la isoterma de líquidos; sobre la línea central detrás de la fuente de calor en movimiento el crecimiento del cristal será más veloz, mientras que en el borde del cordón el crecimiento será más lento. Este efecto tiene consecuencias importantes en el desarrollo microestructural y en la tenacidad de la soldadura, según lo planteado por Almaguer y Estrada (2015).
3.2. Análisis microestructural de la zona fundida en el depósito con electrodo E 6010
En la caracterización microestructural de la zona fundida en el depósito con el electrodo E 6010 se realizó la observación en la ZF del borde superior del cordón y en el centro. Figuras 4 (a) y 4 (b).
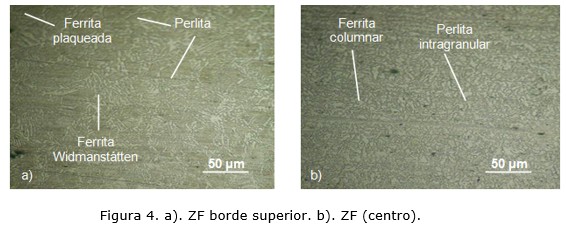
En la Figura 4(a) se muestra la microestructura del recubrimiento obtenido; fue observada en una zona cercana al borde. Se puede apreciar la presencia de una red de ferrita en forma de placa (zonas claras) y de ferrita Widmanstátten (estructura acicular); también se observa una estructura perlítica que corresponde a las zonas grises. La austenita se muestra en los límites de grano.
]]> La formación de la ferrita en forma de placa está asociada a que es la primera fase que se forma producto del enfriamiento de los granos de austenita al pasar la línea de transformación Ar3 y se desarrollan en las fronteras de los granos austeníticos, ya que estas son las vías más fáciles de difusión y se observan en la microestructura, como capas alargadas continuas de ferrita.La microestructura de la Figura 4(b) presenta una microestructura de granos más finos con relación al material base, compuesto por estructura de ferrita columnar y perlita intragranular. Esto se puede explicar en términos de un proceso de recristalización forzada por un incremento en la temperatura y el posterior enfriamiento brusco de las zonas cercanas a la zona de fusión, generándose una zona de grano más fina, lo que trae como consecuencia una diferencia en cuanto a las propiedades mecánicas.
De las microestructuras analizadas se puede plantear que luego de la aplicación del primer cordón se observa una banda de transformación intermedia entre el metal base y el cordón de soldadura, creada por la influencia del campo térmico del cordón sobre el metal base que, según su morfología, corresponde con una estructura formada por una mezcla dispersa de perlita y ferrita, que coincide con lo planteado por García y Salas (2011).
3.2.1. Comportamiento microestructural en la ZAC
Se analiza el perfil microestructural del depósito en la zona afectada por el calor (ZAC) para el electrodo E 6010. Las Figuras 5(a) y 5(b) se corresponden con el análisis de la ZAC en el borde superior y en el centro del cordón.
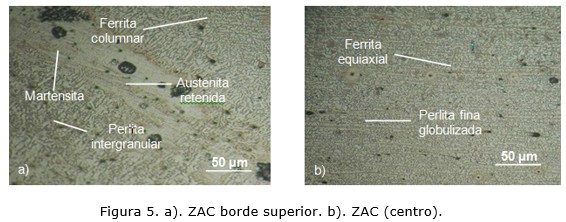
En la Figura 5(a) se muestra un detalle de la intercara del cordón en zona afectada por el calor, donde se puede apreciar una variación morfológica local, la cual está compuesta por una sección de estructuras del tipo ferrita columnar y la perlita se encuentra en pequeñas cantidades de forma intergranular. La austenita presente se exhibe en forma de granos, así como la presencia de martensita sobre una matriz de austenita retenida.
La microestructura de la Figura 5(b) está constituida por una estructura de ferrita equiaxial y por perlita fina globulizada. Esta intercara en la unión soldada es un estrecho límite que separa la zona de fusión del material de aporte del electrodo, de la zona afectada por el calor, constituida por una banda completa y delgada de metal base parcial o completamente fundido durante el proceso de fusión, el cual se ha solidificado inmediatamente después, pero antes de mezclarse con el metal en la zona del cordón.
En ambas microestructuras, por las morfologías obtenidas, se puede observar el efecto del tratamiento térmico que ejerce el pase de relleno sobre la raíz y entre pase; esto origina un reacomodo columnar típico de la solidificación del metal. Ha sido planteado por Burgos y García (2003) que el tipo de proceso, las variables de proceso utilizadas y las características térmicas del metal base controlan el valor del gradiente térmico crítico; mientras que la velocidad de crecimiento del cristal es controlada por la velocidad de soldadura y la dirección de crecimiento relativa a la dirección de soldadura, parámetros que definen la geometría del cordón.
3.2.2. Comportamiento microestructural de la ZF con electrodo E 7018
]]> Las microestructuras que se observan en las Figuras 6(a) y 6(b) se corresponden con la zona fundida realizada con el electrodo E 7018. Se realizó el análisis en el borde superior y en el centro de la soldadura.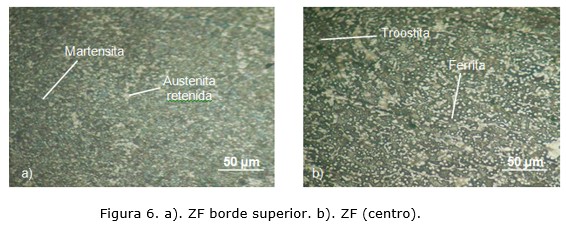
En la Figura 6(a), zona fundida obtenida del depósito con el electrodo E 7018, se puede observar la presencia de martensita en color más oscuro sobre una matriz de austenita retenida (representada por las zonas blancas). Las zonas mucho más oscuras de la microestructura representan la presencia de martensita, pero en forma masiva.
Para el último cordón y por la influencia térmica que este ejerce sobre el metal depositado, que se convierte en un tratamiento térmico, se observa en la Figura 6(a) una transformación estructural compuesta por troostita y una pequeña cantidad de ferrita distribuida por la frontera de los granos y de pequeñas dimensiones.
Las variaciones, tanto del gradiente térmico como de la velocidad de solidificación local al desplazarse sobre la línea de fusión desde el lateral hacia la línea central del cordón, causan un cambio progresivo en la subestructura de solidificación al cruzar un cordón de soldadura. A las velocidades de soldadura normalmente utilizadas se ha observado un gradual aumento de la naturaleza dendrítica al acercarse hacia la línea central del cordón (Susmel 2012).
3.2.3. Comportamiento microestructural de la ZAC con electrodo E 7018
Las Figuras 7(a) y 7(b) se corresponden con la ZAC de la unión soldada con electrodo E 7018. Se muestra la intercara del cordón afectado en esta zona.
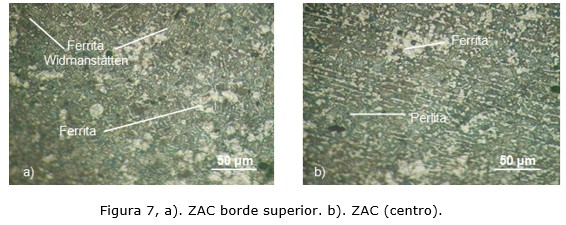
En la Figura 7 se presenta la microestructura del depósito obtenido en la ZAC. En la Figura 7(a) se exhibe una sección de estructuras del tipo ferrita Widmanstátten y granos bien definidos de ferrita. En la Figura 7(b) se observa que al aplicar en el cordón un tratamiento térmico posterior, las fases presentes son del tipo ferrita, de perlita, con zonas claras y oscuras, respectivamente, y austenita en los límites de grano.
En la región sobrecalentada de grano grueso, la ferrita proeutectoide se nuclea en las juntas del grano austenítico y forma también agujas dirigidas hacia el interior de los granos grandes existentes (estructura de Widmanstaetten). Estructuras similares aparecerán también en el enfriamiento del metal fundido.
]]> Las propiedades mecánicas de la ZAC varían con respecto al acero base y se notará un ligero aumento en la dureza, límite elástico y resistencia a la tracción; mientras que la estructura basta de la zona recalentada (estructura Widmanstátten) suponen una disminución de la resiliencia y, como consecuencia, un aumento en la fragilización, que en algunos casos se recomienda un posterior tratamiento térmico con la finalidad de regenerar el grano, según el criterio de Maroef, Olson, Eberhart y Edwards (2012).3.2.4. Análisis microestructural de la interfase del cordón
Las Figuras 8(a) y 8(b) muestran cortes transversales de la unión soldada, donde en la interfase del cordón se observan variaciones en las estructuras obtenidas.
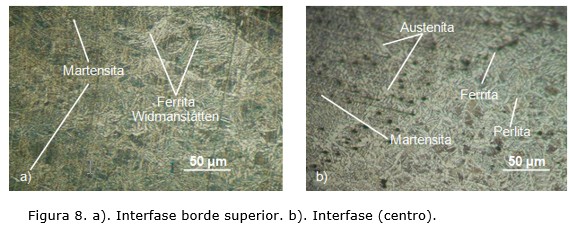
En el Post Welding Heat Tratement (PWHT) tiene lugar la difusión de elementos segregados durante el proceso de solidificación, disminuyendo el gradiente de concentración de estos. Como consecuencia de este fenómeno difusivo la austenita retenida ya no se inestabiliza 8(a) y puede transformarse finalmente en martensita 8(b).
En la Figura 8(a) se observa la evolución microestructural en función de la distancia a la línea de fusión. Se aprecia la fase martensita y la austenita retenida. Dicha martensita se presenta más oscura en la zona inferior del depósito, debido al revenido que realizaron los sucesivos cordones depositados.
3.3. Análisis de la microdureza longitudinal
En la Tabla 5 aparecen los resultados de los ensayos de dureza realizados en los depósitos de los cordones con los electrodos E 6010 y E 7018. Se consideró, en el depósito del electrodo E 6010, luego de realizado los dos pase de soldadura; y en el E 7018 solo la dureza del cordón final.
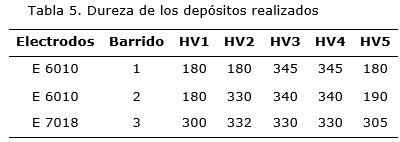
Se observa que en los cordones evaluados, aunque presentan variaciones en cada una de las mediciones a lo largo del ensayo, las primeras mediciones están relacionadas con la dureza del material base (MB). En un primer cordón con el electrodo E 6010 se obtiene una dureza de 345 HV, la que disminuye hasta 330 HV con el tercer cordón realizado con el electrodo E 7018. Las durezas reportadas en todos los ensayos no afecta la integridad del elemento soldado, por lo tanto, los cordones, desde el punto de vista de la dureza, presentan buena resistencia.
]]> La disminución de la dureza en el depósito con electrodos E 7018 está asociada a que cuando se realiza soldadura multipasada esta se convierte en un tratamiento térmico de recocido, lo cual disminuye la dureza previa. Entre las diferentes pasadas se produjo un revenido de los cordones previos, las zonas afectadas por el calor pueden producir una importante caída de dureza, principalmente en las de mayor calor aportado.4. CONCLUSIONES
· La velocidad de alimentación y de soldadura determinados para los electrodos (E 6010 y E 7018) con diámetro de 2,4 mm, en la unión soldada del acero AISI 1025, permiten establecer que la estabilidad de ambos parámetros garantizan una adecuada apariencia del cordón.
· En el análisis microestructural realizado en las diferentes zonas del cordón con ambos electrodos se obtienen estructuras no propensas al agrietamiento y que garantizan la continuidad metalúrgica en el cordón de soldadura.
· En los perfiles de dureza realizados se determina que esta disminuye en la medida en que se realiza la soldadura multipasada porque actúa como un tratamiento térmico de recocido que provoca el alivio de tensiones en los cordones.
5. REFERENCIAS
Almaguer, P. y Estrada, R. 2015: Evaluación del comportamiento a fatiga de una unión soldada a tope de acero AISI 1015. Ingeniería Mecánica, 18(1): 31-41.
Bao, R. y Zhang, X. 2010: An inverse method for evaluating weld residual stresses via fatigue crack growth test data. Engineering Fracture Mechanics, 77(23): 3143-3156.
Burgos, J. y García, Y. 2003: Obtención del campo de temperaturas en juntas soldadas mediante el empleo de MEF. Revista de la Facultad de Ingeniería de la U.C.V., 18(2): 31-37.
Bhatti, A.; Barsoum, Z.; Murakawa, H. y Barsoum, I. 2015: Influence of thermo-mechanical material properties of different steel grades on welding residual stresses and angular distorsion. Materials and Design, 65(12): 878-889.
]]> Fernández, T.; Alcántara, D.; Rodríguez, I. y Sablón, L. 2016: Deposición de un recubrimiento base níquel para la unión metalúrgica del acero al carbono y el hierro fundido. Minería y Geología, 32(3): 159-174.Fuentes, R.; Fernández, T.; Gámez, O. y Durán, N. 2016: Microestructura de una unión disímil AISI 321 y una aleación A 351 grado HK-40 obtenida mediante soldadura manual por arco eléctrico. Minería y Geología, 32(2): 112-123.
García, A. y Salas, R. 2011: Metalurgia de uniones soldadas de aceros disímiles (ASTM A240–A537) y comportamiento mecánico ante cargas monotónica y cíclica. Revista Latinoamericana de Metalurgia y Materiales, 32(11): 36-48.
Maroef, I.; Olson, D.; Eberhart, M. y Edwards, G.2002: Hidrógeno atrapado en la soldadura de un acero ferrítico. Revisión Internacional de materiales,47(4): 191-223.
Suresh, K. 2014: Analytical Modeling of Temperature Distribution, Peak Temperature, Cooling Rate and Thermal Cycles in a Solid Works Piece Welded by Laser Welding Process. Procedia Materials Science, 6(2): 821-834.
Susmel, L. 2012: Modified Wöhler Curve Method and multiaxial fatigue assessment of thin welded joints. International Journal of Fatigue, 43(4): 30-42.
Utria, M.; Leyva, B.; Fernández, T. y Rodríguez, I. 2016: Efecto de las tensiones en la unión soldada tubo-brida del transportador de mineral reducido. Minería y Geología, 32(1): 76-92.
Recibido: 21/02/17 ]]>
Aceptado: 14/09/17
Dennis Reyes Carcasés, Centro de Proyectos del Níquel, Moa, Holguín, Cuba dreyes@ceproni.moa.minem.cu
]]>