










 Custom services
Custom services text in
text in  English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkIntroducción
La industria del aserrado consta de una serie de operaciones que son necesarias para que la conversión de trozas en madera aserrada sea un proceso factible, al menos, desde el punto de vista económico; coincidiendo con Fregoso et al., (2017).
El número y complejidad de estas operaciones varían en dependencia de factores como el tamaño del aserradero, la tecnología empleada, la especie o grupo de especies utilizadas en el proceso, las características de la materia prima, el destino de los desperdicios de la madera procesada, dimensiones y grado de acabado del producto final, entre otros.
A nivel mundial se han implementado diferentes tecnologías que permiten mejorar los indicadores de la eficiencia en la pericia y habilidad del personal técnico del aserradero, también, en las características de la materia prima, las que parten, desde programas de optimización en los aserraderos (Vanzetti et al., 2019), hasta las basadas en la aplicación de prácticas de aserrado, apoyándose fundamentalmente en el análisis de las diferentes variables y la toma de decisiones de aserrado en un corto intervalo de tiempo.
A partir de los trabajos desarrollados por Álvarez et al., (2019), Leyva et al., (2017) y Morais et al., (2019), se determina que la conicidad y la calidad del proceso de transformación mecánica durante el aserrado, inciden directamente en la eficiencia de los procesos de aserrado, fundamentalmente, en el rendimiento de la madera aserrada. Por esta situación problemática es que, con este trabajo, se pretende determinar el rendimiento y calidad dimensional de la madera aserrada del Samanea saman Jacq en el aserrío San Justo, Empresa Agroforestal Guantánamo.
Materiales y métodos
Caracterización del área de trabajo
Esta investigación se realizó en el aserrío de San Justo, perteneciente a la Empresa Agroforestal Guantánamo, entre los meses de septiembre de 2018 a abril de 2019, ubicado en la avenida de los Estudiantes entre 6 y 7 Este; el mismo cuenta con 33 trabajadores, de estos 23 vinculados de forma directa a la producción y 10, de forma indirecta. El establecimiento posee: un área de almacenamiento de la madera en bolo y otra, para la madera aserrada al aire libre y bajo techo; un carro transportador, un guinche, una sierra de cinta, un péndulo y una canteadora.
Tamaño de la muestra
Los datos fueron tomados de una población de 100 trozas para la Samanea saman Jacq (Algarrobo), para determinar el número de unidades representativas para el estudio, teniendo como variable de interés el diámetro en la base de las trozas; para determinar el número de unidades representativas para el estudio, a partir de la ecuación expuesta por Chacko (1965), Freese (1967), Lima et al., (2019) y Álvarez et al., (2019) (Ecuación 1).
Donde:
n |
- tamaño de la muestra; |
t 2 á |
- valor tabular de t con (n-1) grados de libertad; |
S 2 |
Varianza estimada; |
E |
Error admisible |
Resultado en 76 trozas, y continuamos trabajando con la totalidad de las trozas analizadas (100 trozas), demostrando que el muestreo realizado es representativo del área en estudio, con un error absoluto (Ea) de 5,99 y un error relativo (Er) de 8,98, para un límite de error de un 10 %.
Determinación de la conicidad de las trozas
Para determinar la conicidad de las trozas se aplicó la fórmula utilizada por Santos et al., (2019) y Álvarez et al., (2019) (Ecuación 2).

Control dimensional de la madera aserrada
Siguiendo lo indicado por Denig (1990) y Álvarez et al., (2010), se tomaron muestras de 100 piezas, 10 en cada jornada de trabajo. En los surtidos de 25 y 50 mm según la Norma Ramal 43-17/ (1983).
A cada pieza se le tomaron seis mediciones, tres en cada canto, en forma equidistante a lo largo de las mismas, teniendo el cuidado de establecer una secuencia permanente de las mediciones respecto a la dirección de salida de las piezas de la sierra (Álvarez et al., 2019), con el objetivo de identificar eventuales problemas en los equipos. Las mediciones se realizaron con un pie de rey en áreas de madera sana, evitando nudos, pudriciones u otros defectos.
Debido a la complejidad y volumen de los cálculos, sobre todo en el cómputo de las variaciones de grosor en el aserrío cuando se dispone de una muestra grande, fue necesario encontrar una herramienta ágil y factible para el procesamiento de los datos (Álvarez et al., 2019).
Para ello, se utilizó el software Control versión 5.1 que permite determinar las dimensiones óptimas de aserrío; así como la determinación de la variación en grosor, que se basa en la formulación planteada por Brown (1986), para el cálculo de la dimensión óptima del surtido y de otros parámetros que a continuación pasamos a describir (Ecuación 3).
Cálculo de la dimensión óptima (D o ).
Donde:
D o |
- Dimensión óptima de corte de madera verde, mm; |
DF |
- Dimensión final, mm; |
TC |
- Tolerancia por cepillado en ambos lados del surtido, mm; |
%C |
- Tolerancia por contracción de la madera; |
%; Z |
- factor de dimensión mínima aceptable (adimensional); |
St |
- Variación total de aserrado, mm. |

Donde:
Sd |
- desviación estándar del proceso de aserrado dentro de las piezas (mm.); |
Se |
- desviación estándar del proceso de aserrado entre piezas, mm. |
Donde:
S 2 (X) |
- representa la varianza de las medias de los grosores de cada pieza muestreada; |
n |
- número de mediciones por pieza |
Por otra parte, se debe tener en consideración la variable Dimensión Critica (Dc), que está relacionada con la dimensión de la madera verde, si se pudieran producir piezas sin variación de aserrado. La expresión matemática que posibilita determinar esta dimensión es la siguiente (Ecuación 7).
El porciento de contracción tangencial (Álvarez et al., 2019), de la especie evaluada se determina a partir de los trabajos desarrollados por Ibáñez et al., (2001), definido en 2,30 %.
Determinación del rendimiento de la madera aserrada
Para obtener el rendimiento en porcentaje se empleó la relación siguiente (Barth et al., 2016; Orozco et al., 2016; Casagrande et al., 2019) (Ecuación 8).

Donde:
Rv |
- Rendimiento volumétrico total, %; |
Vma |
- Volumen de madera aserrada, m3; |
Vt |
- Volumen de madera en trozas, m3 |
El volumen de madera aserrada total en cada troza en los aserraderos, se determina sobre la base de las mediciones lineales obtenidas de madera aserrada de acuerdo con las expresiones que se exponen a continuación (Ecuación 9).

Donde
Vma |
- Volumen de madera aserrada de una troza, m3; |
a i , g i I i , |
- ancho, grueso y longitud de la pieza i obtenida de una troza o grupo de troza, m; |
n |
- Número de piezas aserradas de una troza |
El cómputo del volumen en bruto de cada troza se efectuó a través de la fórmula de Smalian, teniendo en consideración el trabajo desarrollado por Casagrande et al., (2019), como se muestra en la siguiente ecuación (Ecuación 10).

Análisis estadístico
A cada una de las variables antes mencionadas (diámetros en los tres extremos, longitud, conicidad, rendimiento y grosor de los diferentes surtidos), se les comprobaron los postulados estadísticos, aditividad de efectos, la no correlación de errores y se les realizaron los test de normalidad (Kolmogorov-Smirnov) y homogeneidad de varianza (Di Rienzo et al., 2009).
Resultados y discusión
Caracterización de la materia prima
En la Tabla 1, se observa el análisis descriptivo de las trozas utilizadas, teniendo en consideración los valores máximos, mínimo, medio, desviación típica (SX) y el error estándar (E.E). Las variables analizadas en estas trozas son las siguientes: diámetro mayor (Dg), Diámetro menor (Df) y longitud (L). La magnitud del diámetro mínimo es de 29 cm pudiendo llegar alcanzar 118 cm con una longitud media de 2,50 cm (Tabla 1)
Tabla 1 - Análisis descriptivo de las trozas
| Factor | Media ( |
Mínimo | Máximo | Desviación típica (SX) | E. E |
|---|---|---|---|---|---|
| Dg, cm | 75,05 | 35,00 | 118,00 | 25,29 | 2,53 |
| Df, cm | 67,79 | 29,50 | 110,00 | 22,79 | 2,28 |
| L, m | 2,50 | 2,10 | 3,70 | 0,37 | 0,24 |
La dimensión de las trozas es uno de los factores que más afecta el rendimiento en la madera aserrada, pues a medida que aumenta el diámetro el rendimiento, también aumenta, por lo que tiene una influencia positiva, esto coincidió con la opinión de especialistas como Álvarez et al., (2010) , Ortiz et al., (2016) y Leyva et al., (2017), en investigaciones realizadas donde indican que el diámetro de la troza es uno de los factores de mayor incidencia en el aserrío; demostrándose que en la medida que el diámetro aumenta, también se incrementa el rendimiento de las trozas en el aserrío; por lo tanto, el procedimiento de trozas de pequeñas dimensiones implica bajos niveles de rendimiento y menor ganancia en los aserraderos.
Análisis de la conicidad
Este defecto es el más importante que debemos tener en cuenta a la hora de trabajar la madera. De las trozas evaluadas, el 45 % tienen una conicidad pequeña, el 27 % mediana y 28 % grande. Con valores máximos de 11,90 cm/m, medios de 2,91 cm/m, desviación típica de 2,95 y un error de 0,295.
Por otra parte, podemos establecer a partir de la norma brasileira de clasificación de maderas latifolias (IBDF, 1984), que las trozas de las cuatro especies investigadas, pueden ser clasificadas como trozas de calidad superior o SU, partiendo del hecho de que estas mismas trozas presentan conicidades por debajo del 3 cm/m, definiendo además que estas magnitudes de conicidad no tendrán una influencia negativa sobre la eficiencia del aserradero, coincidiendo con Santos et al., (2019); reafirmando los planteamientos de Zhang et al., (2005) y Leckoundzou (2011), expuestos en la siguiente expresión matemática, que tiene como referencias el análisis de elasticidad (Ecuación 11).

Todo lo cual define que la propia evaluación de la calidad de las trozas a ser utilizadas como materia prima en la industria del aserrado. Afectan al producto final y a la misma eficiencia del proceso de transformación coincidiendo en este sentido con Andrea et al., (2019).
Análisis de la dimensión optima de la madera aserrada
Control dimensional
Para el surtido de 25 mm la madera se debe cortar a 29,94 mm y se corta a 26,73 mm y para el surtido de 50 mm la madera se corta a 51,59 mm y se debe cortar 60,12 mm. En ambos casos, la madera se corta por encima de las dimensiones preestablecidas, aunque no lo suficiente para compensar las pérdidas de volumen debido a la contracción, hasta alcanzar 12 % de humedad y a la variación de aserrado como se muestra en la Tabla 2.
Tabla 2 - Variaciones dimensionales del aserrado de Samanea saman Jacq.
| 25 mm 50 mm | ||
|---|---|---|
| Dimensión media, mm | 26,73 | 51,59 |
| Dimensión óptima, mm | 29,94 | 60,13 |
| Dimensión crítica, mm | 25,48 | 50,95 |
| Desviación estándar dentro de las piezas, mm | 1,62 | 2,42 |
| Desviación estándar entre piegas, mm | 2,16 | 5,01 |
| Desviación estándar Total (Total del proceso) | 2,71 | 5,56 |
Resultados similares a los obtenidos para el Pinus caribaea según Álvarez et al., (2005) en Pinar del Rio para los (surtidos 13; 50 y 100 cm) en Rigo Fuentes, además a los obtenidos por Leyva et al., (2017), para los surtidos 25 y 50 mm para el Pinus cubensis en aserrío de Yateras, municipio de Guantánamo.
Además, se presentan también los resultados relacionados con la variación total de aserrado para los surtidos de 25 y 50 mm en la especie con valores entre 2,71 y 5,56. Resultados similares a los obtenidos por Álvarez et al., (2005) para el establecimiento Rigo Fuentes para la misma especie antes mencionada con valores que de cierta manera, se acercan a los encontrados, sin embargo, se encuentran por encima de los valores 1,14 1,75 mm reportados por Steele et al., (1992). La gran variación del corte es resultado de las variaciones dentro y entre las piezas.
La gran variación de grosor dentro de las piezas se debe, no solo a las desviaciones excesivas de la hoja de sierra respecto a su trayectoria normal, sino también a la deficiente alineación de las escuadras del carro, lo que propicia la obtención de todas las piezas interiores (piezas pegadas a las escuadras del carro) con notable defecto de cuña hacia una sola dirección y de piezas exteriores (piezas alejadas de la escuadra del carro) libres o aleatorias, afectadas por este defecto hacia una u otra dirección.
Además, al carro transportador le faltaban dos escuadras, siendo otra causa por la cual los surtidos no salen uniformes. La gran variación de grosor que se observa entre piezas, se debe también a las imprecisiones cometidas por el aserrador que en muchas ocasiones proyecta esquemas de cortes que tienden a subdimensionar o a sobredimensionar las piezas interiores.
El control estadístico del proceso de aserrado demuestra que el proceso está fuera de control y, por lo tanto, es necesario analizar la calidad de la materia prima, la maquinaria utilizada y la habilidad del operador; coincidiendo con lo expuesto por Young et al., (2007), Barrera et al., (2016), Leyva et al., (2017) y Álvarez et al., (2019), en sus investigaciones.
Aspectos fundamentales para logar una mayor eficiencia en la industria forestal donde el uso de modelos matemáticos son herramientas muy valiosas en los aserraderos.
Determinación del rendimiento
Al determinar el rendimiento del Samanea saman Jacq. en el aserrío de San Justo, se obtuvieron valores del rendimiento que oscilan entre un 15 % y un 85 %, con valores promedios de 52,8 % (Figura 1).
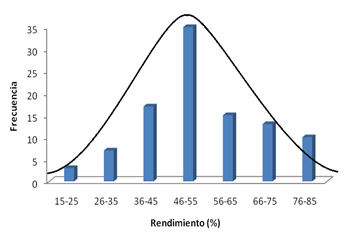
La mayor frecuencia del rendimiento está entre 46 % y 55 %, el mismo varía en las trozas pequeñas y más grandes. Este rendimiento pudo ser mejor, pero influyeron algunos factores como, por ejemplo: la longitud, conicidad, diagrama de troceado, tipo de sierra, calidad de las trozas y el diámetro. Este último es de gran influencia en el rendimiento según Meza y Simón (2006), para trozas de diámetros pequeños este es menor, pero a medida que la clase diamétrica aumenta los rendimientos aumentan.
Conclusiones
Las trozas evaluadas tienen un diámetro mínimo de 29 cm pudiendo llegar alcanzar 118 cm con una longitud media de 2,50 cm con un rendimiento promedio de 52,8 %.
La madera se asierra por encima de las dimensiones preestablecidas, aunque no lo suficiente para compensar las pérdidas de volumen debido a la contracción y a la variación de aserrado que ocurren entre y dentro las piezas, por lo que se debe tener en cuenta debido a las condiciones técnicas de las maquinarias y a la habilidad del personal.

