










 Custom services
Custom services Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
Las ceras se definen químicamente como una mezcla compleja y variable de alcanos de cadena larga, hidrocarburos, ácidos grasos, cetonas, aldehídos, alcoholes, ésteres y esteroides tales como σ-sitosterol, stigmasterol, cetosteroides y cetohidroxiesteroides (Asikin y col., 2012). Según su origen, se clasifican en minerales, sintéticas o naturales (producidas por organismos vivos). En el reino vegetal, las ceras que cubren las diferentes partes de la planta actúan como barrera física y/o química con el exterior, controlando la transferencia de masa y el ataque de enfermedades (Lecomte, 2009). En los animales se encuentra en la piel como un material graso (Szafranek y col., 2008); (Araújo, 2018).
En Cuba desde la década de los 40 del pasado siglo se comenzaron a investigar las características de la caña de azúcar como fuente proveedora de cera, lo que se realizó fundamentalmente por empresas norteamericanas cuyo objetivo era obtener una cera cruda que posteriormente tratarían en plantas de su país para darle un destino final, siempre partiendo de la cachaza o torta de los filtros. Posteriormente algunas de estas plantas de cera cruda incluyeron en su tecnología el refinado de las mismas obteniendo mediante tratamiento físico, basado en la temperatura de los solventes, tres fracciones: la cera refinada, la fracción grasa y un residual llamado resina. La diferencia entre estas tres fracciones se encuentra en el contenido de ácidos grasos, que es mayor en la fracción grasa, disminuye en la cera refinada y es muy poco en la resina (Díaz-de los Ríos y Hernández, 2020).
Por otra parte, el procesamiento químico de diferentes tipos de ceras ha sido objeto de estudio desde hace varios años, debido al interés que han despertado, por sus múltiples aplicaciones, los productos que de ella se obtienen, divididos en forma general en dos grupos, material saponificable y material insaponificable. Aunque existen varias propuestas tecnológicas para su procesamiento, ellas se basan fundamentalmente en dos reacciones: la transesterificación y la saponificación.
Por transesterificación de la cera se obtiene biodiésel, combustible muy similar al gasóleo obtenido del petróleo y materia insaponificable, que también se obtiene mediante saponificación. A través de la saponificación además se produce jabón. A partir del jabón, por neutralización, se obtienen los ácidos grasos que poseen mayor valor agregado que el jabón ya que encuentran muchas más aplicaciones industriales.
Los ácidos grasos representan el 35,5 % de la cera y comprenden 15 % de ácidos volátiles, 15 % de ácidos grasos solubles en carbonato de sodio y 70 % de ácidos no volátiles, los que a su vez están constituidos por 22 % de hidroxiácidos y 56 % de ácidos grasos normales. Estos últimos contienen 5,8 % de ácido oleico, 2 % de ácido linoleico y 24,5 % de ácidos de 28 a 30 átomos de carbono (Cañete y López, 2000). Ledón (Ledón y col., 2007) evalúa la obtención de una mezcla de ácidos grasos a partir del aceite de cera de caña de azúcar, en la cual los componentes principales son los ácidos palmítico, oleico, linoleico y linolénico.
Los ácidos grasos se utilizan fundamentalmente en la fabricación de jabones metálicos, que constituyen materia prima en la industria cosmética, en la agricultura para combatir infecciones en diferentes cultivos, como plastificantes y emulsionantes y en la fabricación de neumáticos, pinturas y barnices (Barbosa y Barrera-Arellano, 2020).
La materia insaponificable, producto que se obtiene tanto por transesterificación como por saponificación representa el 60 % de la cera extraída con n-hexano. Esta fracción contiene 2,7 % de hidrocarburos, 17,1 % de esteroles, de los que se ha aislado stigmaesterol y sitosterol (Cañete y López, 2000). El 72,1 % restante son alcoholes, los que según Laguna (Laguna y col., 1997) se encuentran en una proporción definida: tetracosanol (C24) 0,01-2 %, hexacosanol (C26) 3-10 %, heptacosanol (C27) 0,1-3 %, octacosanol (C28) 60-70 %, nonacosanol (C29) 0,1-2 %, triacontanol (C30) 10-15 %, dotriacontanol (C32) 5-10 % y tetratriacontanol (C34) 0,1-5 %. Esta composición evidencia que los alcoholes principales son el octacosanol, triacontanol, dotriacontanol y hexacosanol, en ese orden. El resto se encuentra en forma de trazas. Estos productos han tenido diferentes aplicaciones, en el sector alimentario se han usado para elaborar preparaciones nutricionales y alimentos funcionales con propiedades energizantes (Ries, 1991); (Ries y col., 1993); (Nagoshi y Kawashima, 1996); (Borowski y col., 2000). Como ingrediente cosmético han formado parte de cremas antienvejecimiento, limpiadoras y de afeitar (Naeem y col., 2009); (Aftab y col., 2010). En el campo farmacéutico se han usado para prevenir y tratar el envejecimiento y trastornos relacionados a este tales como: ateroesclerosis, obesidad, e hipertrigliceridemia. En el caso de la materia insaponificable de la cera extraída de la cachaza, su aplicación se vincula solo a la obtención de policosanol (Gouni-Berthold y Berthold, 2002); (Arruzazabala y col., 2002); (Rodríguez-Echenique y col., 1994); (Irmak y col., 2008); (Sibel y col., 2006); (Marinangeli, y col., 2010); (Asikin y col., 2012). Además, estos productos han sido utilizados como fertilizantes, reguladores del crecimiento y la maduración, abono, compost, y preservantes de cosechas (Idrees y col., 2010); (Naeem y col., 2011); (Naeem y col., 2012); (Masroor y col., 2014).
En este trabajo se hace un resumen de los resultados que hasta este momento se han alcanzado en los procesos de tratamiento químico de la cera de caña de azúcar en la Universidad Central “Marta Abreu” de Las Villas y la Universidad Ignacio Agramonte Loynaz de Camagüey, con el objetivo de establecer los procesos de obtención de productos con usos potenciales, a partir del tratamiento químico de la cera de caña de azúcar.
MATERIALES Y MÉTODOS
2.1 Procedimientos para el tratamiento químico de la cera de caña de azúcar.
El procesamiento químico de las ceras, debido al interés que han despertado, por sus múltiples aplicaciones, los productos que de ella se obtienen, ha sido objeto de estudio desde hace varios años. Aunque existen varias propuestas tecnológicas para su procesamiento, ellas se basan fundamentalmente en dos reacciones: la transesterificación y la saponificación.
2.1.1 Transesterificación.
En la transesterificación o alcohólisis un alcohol actúa como reactivo nucleofílico sobre el éster (cera), intercambiando la porción alcohólica del mismo. Es un proceso reversible, catalizado por ácidos (H2SO4 o HCI seco) o base (usualmente ion alcóxido), representado por el equilibrio mostrado en la Figura 1:

Para desplazar el equilibrio a la derecha, favoreciendo la transformación de la cera, es necesario usar un gran exceso de alcohol o remover uno de los productos de la reacción. La segunda vía es la más factible ya que conduce a la realización completa de la reacción.
Químicamente, en la transesterificación se rompe el enlace C-O de la molécula de cera, propiciando la sustitución nucleofílica del grupo OR1 por el grupo OR2 del alcohol atacante. Los alcoholes que se usan son de cadena corta, principalmente metanol (Rashid y col., 2008) y etanol (Alamu y col., 2008). El metanol es más barato y presenta algunas ventajas químicas y físicas como una mayor velocidad de reacción y facilidad para disolver el hidróxido de sodio y de potasio. Sin embargo, es necesario tener en cuenta su elevada toxicidad e inflamabilidad. El etanol, por su parte, se produce a partir de materias primas renovables como: azúcar de caña y de remolacha, vegetales y otros materiales celulósicos (Girard y Fallot, 2006). En Cuba es de particular interés debido a su menor costo en comparación con el metanol, además de no poseer sus desventajas.
Los catalizadores empleados en la transesterificación pueden ser químicos homogéneos (ácidos y alcalinos), químicos heterogéneos o enzimáticos. De ellos los más usados a nivel industrial son los alcalinos homogéneos, que son más rápidos y menos costosos que los ácidos u otros catalizadores. Las bases fuertes como el hidróxido de sodio y de potasio son las más utilizadas.
En el caso particular de la cera extraída de la cachaza, Feyt (Feyt, 2007) propone una tecnología para su tratamiento por transesterificación con etanol al 96 % volumen, en presencia de etóxido de sodio. En este caso la cera se extrae de la cachaza con nafta. Luego García Prado (García-Prado, 2011); (García-Prado y col., 2019) con el objetivo de eliminar el uso de nafta, extrae la cera con etanol y propone un procedimiento de transesterificación a escala piloto, igualmente con etanol en presencia de etóxido de sodio.
Como la cera extraída de la cachaza es una mezcla de varios componentes, producto de su transesterificación se obtiene el éster, según sea el alcohol que se utilice y una mezcla de sustancias. La mezcla contiene el alcohol descrito en la ecuación general de la transesterificación, más todas aquellas sustancias insolubles, inicialmente presentes en la cera que no reaccionan bajo estas condiciones. A esta mezcla Afinisha (Afinisha y Arumughan, 2012) la denomina materia insaponificable. Por tanto, la transesterificación de la cera extraída de la cachaza se representa mediante la reacción mostrada en la Figura 2:

2.1.2 Saponificación
La hidrólisis de ésteres ha sido extensamente estudiada debido a su importante rol biológico, químico, medioambiental y en procesos industriales. La reacción puede ser catalizada por ácidos o bases. Como plantea Bursali (Bursali y col., 2006), es bien conocido que cuando la hidrólisis de una grasa, aceite o cera ocurre en condiciones alcalinas se produce jabón (sal de ácido graso) y alcohol. A esta reacción se le llama saponificación. En este caso, para obtener el ácido carboxílico, se adiciona un ácido mineral al jabón. De forma general la saponificación se puede representar mediante la siguiente reacción química (Figura 3):

El mecanismo de esta reacción ha sido ampliamente explorado aceptándose el de adición-eliminación por pasos, con la formación de un intermediario tetraédrico (Zhang y col., 2005); (Nihal y col., 2006), ver Figura 4.
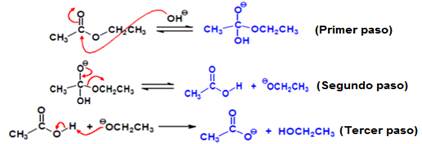
El mecanismo antes descrito explica una de las mayores ventajas de la saponificación en comparación a la transesterificación, es una reacción esencialmente irreversible, puesto que el ion carboxilato, estabilizado por resonancia, muestra poca tendencia a reaccionar con un alcohol. Además, en esta reacción la presencia de agua no constituye un inconveniente.
La reacción química general que los describe es la siguiente propuesta por Vera, (2000) y San Anastacio, (2017) (Figura 5):

2.2 Etapas de los procesos.
A partir de la descripción de los procesos de transesterificación y saponificación propuestos por Feyt (Feyt, 2007) y San Anastacio (San Anastacio y col., 2016) respectivamente, se establecen las etapas de los mismos que se representan en la Figura 6 y Figura 7.

A simple vista se observa que el procedimiento de transesterificación consta de menos etapas que el de saponificación. Ambos comienzan con una etapa de extracción. Luego, en la transesterificación se evapora el solvente para posteriormente llevar a cabo dicha reacción. Sin embargo, en la saponificación, concluida la extracción se realiza la reacción. Este paso de evaporación marca una gran diferencia entre ambos procedimientos, en uno pasan a la etapa de reacción química solo los extractables y en el otro, todo el extracto (solvente y extractables), lo que aumenta considerablemente el volumen. Los dos requieren la preparación de una segunda sustancia para la reacción, etóxido de sodio como catalizador en la transesterificación y sosa alcohólica como reactante en la saponificación.
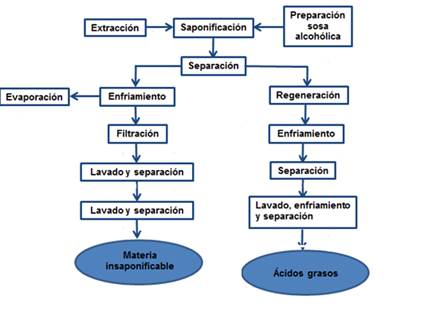
Concluida la reacción, en la transesterificación, se enfría para precipitar la materia insaponificable, que se separa por filtración y se lava. Por su parte, en el procedimiento de saponificación, al finalizar la reacción, se separan por decantación dos fases, una acuosa y otra orgánica. En la fase orgánica se encuentra disuelta la materia insaponificable que al igual que en la transesterificación se precipita por enfriamiento, se separa por filtración y se lava. Por tanto, el tratamiento para obtener materia insaponificable no difiere sustancialmente entre los dos procedimientos, la gran diferencia se encuentra en el tratamiento del coproducto. En la transesterificación, el filtrado luego de separada la materia insaponificable, se evapora para obtener el etiléster. En el caso de la saponificación, como se aprecia en la Figura 7, la obtención del coproducto es más compleja, a tal punto que involucra otra reacción química, en la cual a partir de sus sales en presencia de ácidos diluidos se regeneran los ácidos grasos que se precipitan por enfriamiento, se separan y requieren procesos de lavado, seguidos de enfriamiento y separación.
2.3 Estudio de las aplicaciones de las fracciones obtenidas por saponificación.
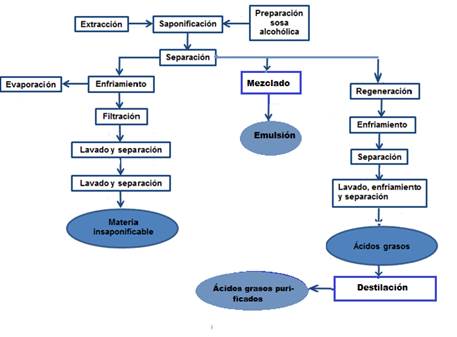
Se aplica la fracción de jabones obtenidos en la separación de fases como agente emulsificante en la formulación de emulsiones cera - agua (Casdelo, 2005). Estas emulsiones son utilizadas para sustituir la emulsión de parafina en el proceso de fabricación de tableros de bagazo. Se evaluó la influencia del porciento de cera en la emulsión sobre el porciento de dilatación en agua de los tableros, parámetro establecido por las normas cubanas para evaluar la calidad de los mismos. Se determina además la estabilidad, tamaño de partículas, comportamiento reológico. Por otra parte, los ácidos grasos que se obtienen luego de la última etapa de lavado y separación, son sometidos a un proceso de destilación a presión reducida con el objetivo de purificarlos, o sea eliminar la mayor cantidad posible de impurezas y el agua que no fue eliminada en las etapas de separación. Como resultado debe obtenerse una mezcla de ácidos grasos purificados de color amarillo claro y mejores propiedades físico químicas. Una vez determinadas las condiciones de trabajo a nivel de laboratorio para la preparación de la emulsión y la separación de los ácidos grasos, se procede a realizar la integración del aprovechamiento de la fracción saponificable (jabones) al esquema propuesto por Vera, (2000). Con este proceso se realiza en dos ocasiones una prueba a nivel industrial en la Empresa Azucarera Majibacoa, de la provincial Las Tunas, Cuba.
La fracción insaponificable se prueba como estimulador del crecimiento de frijol Phaseolus vulgaris L., (San Anastacio y col., 2017) para lo que se determina la dosis necesaria a aplicar a semillas de la planta.
RESULTADOS Y DISCUSIÓN
3.1 Tratamiento de la fracción saponificable.
Se someten los ácidos grasos obtenidos en el proceso propuesto por Vera, (2000) a un proceso de destilación a presión reducida. Los índices de acidez (I.A) y saponificación (I.S) son un reflejo de la composición química de una mezcla y atendiendo al hecho de que mientras mayor sea el grado de purificación que se logre, es decir, mientras mayor cantidad de impurezas se eliminen, mayor será el valor de estos parámetros, es por esto que se decide evaluar la calidad final del producto a través de la determinación de dichos índices y el índice de refracción a las muestras obtenidas. Los resultados obtenidos para las muestras destiladas (A.G.D) fueron comparados con los correspondientes a la fracción sin destilar (A.G.B.) y con los siguientes patrones: Ácido esteárico, ácido oleico y ácido palmítico. En la Tabla 1 se aprecian los resultados:
Tabla 1 Magnitudes físico-químicas determinadas a las diferentes muestras de ácidos grasos
|
|
|
||
|---|---|---|---|
| Fracción A.G.B | 110,55 | 57,13 | 1,417 |
| Ácido oleico | 140,25 | - | 1,461 |
| Ácido esteárico | 238,42 | - | - |
| Ácido palmítico | 224,4 | - | - |
| Fracción A.G.D. | 167,19 | 98,45 | 1,439 |
Al comparar los resultados de los I.A e I.S de las muestras obtenidas después del proceso de destilación con los respectivos valores de los ácidos grasos brutos, sin destilar, se observa que en todos los casos se obtienen mezclas más purificadas, con índices superiores a los de la fracción inicial, es decir, se aprecia que en todos los casos se eliminan impurezas de la fracción bruta que afectan estos índices. Los valores elevados para el índice de saponificación, son característicos en los ácidos grasos, tal y como se aprecia en el caso de los patrones, lo que a su vez es concordante con los resultados obtenidos para la mezcla de ácidos grasos (tanto brutos como destilados).
En lo correspondiente al uso de la disolución de jabones de ácidos grasos obtenidos de la cera en la formulación de emulsiones para tableros de bagazo, primeramente, se estudia la dependencia entre la tensión superficial y la concentración de la Sustancia Superficialmente Activa (SSA), se partió de la disolución de jabones y se prepararon disoluciones de diferentes concentraciones, utilizando agua destilada, la que fue usada también como líquido patrón. A cada una de las disoluciones preparadas se les determinó la tensión superficial (() aplicando el método de la presión máxima de burbuja. Los experimentos se llevaron a cabo a 30 ºC. Los resultados que se corresponden con el valor medio de cinco determinaciones, son mostrados en la Tabla 2 donde se observa una disminución de la tensión superficial al aumentar la concentración del agente emulsificante, característica de la acción de un agente tensoactivo en disolución.
Tabla 2 Valores de la tensión superficial de diferentes disoluciones de agente emulsificante
| 0,019 | 48,264 | 1,685 10-3 |
| 0,041 | 40,220 | 3,636 10-3 |
| 0,060 | 37,203 | 5,321 10-3 |
| 0,082 | 34,187 | 7,27 10-3 |
| 0,101 | 32,176 | 8,957 10-3 |
| 0,120 | 32,176 | 10,643 10-3 |
| Agua pura | 72,800 | - |
Donde:
C: Concentración molar (mol/L), σ: tensión superficial (din/cm), magnitud de la adsorción
Γi= ni / A (mol/cm2), ni: Cantidad de sustancia exceso del componente i en la capa superficial (mol), A: Área de la capa superficial (cm2).
De acuerdo a los resultados anteriores las moléculas de los jabones de ácidos grasos se acumulan en la superficie del agua, disminuyendo la tensión superficial y por tanto la energía libre superficial. En este caso, (δσ / δCi) < 0, siendo Γi > 0 y la adsorción positiva.
Lo anterior justifica el empleo de esta fracción como agente emulsificante, pues al ser capaz de reducir la tensión superficial del agua de 72,80 din/cm hasta 32,176 din/cm, las moléculas del tensoactivo pueden orientarse en la interfase cera - agua y estabilizar la emulsión.
Para determinar la composición de la emulsión se fabrican tableros con diferentes valores de la misma y se obtiene el valor óptimo teniendo en cuenta las propiedades del tablero. En la Tabla 3 se muestran los resultados.
En el proceso de optimización (Casdelo, 2005) se concluye que los porcentajes óptimos de cada componente en la mezcla (emulsión) que responden al menor valor de la dilatación en agua durante 24 horas de los tableros fabricados son: 71,18 % de agua; 13,86 % de jabones; 14,96 % de cera.
Tabla 3 Propiedades finales determinadas a los tableros para diferentes proporciones en la emulsión
|
|
|
|||||||
|---|---|---|---|---|---|---|---|---|
| 39,6 | 54,5 | 5,9 | 34,40 | 46,20 | 80,30 | 104,50 | 5,78 | 693,00 |
| 34,8 | 47,8 | 17,4 | 17,00 | 26,50 | 46,40 | 70,10 | 5,83 | 697,00 |
| 34,4 | 60,4 | 5,2 | 30,70 | 46,00 | 94,20 | 112,00 | 5,97 | 684,00 |
| 30,8 | 53,8 | 15,4 | 10,50 | 22,90 | 42,10 | 75,60 | 6,04 | 688,00 |
| 19,7 | 72,4 | 7,9 | 4,60 | 14,70 | 19,60 | 38,50 | 6,73 | 595,00 |
| 16,7 | 61,1 | 22,2 | 12,60 | 23,40 | 55,30 | 70,20 | 6,95 | 617,00 |
| 16,5 | 76,9 | 6,6 | 6,60 | 18,00 | 32,70 | 47,30 | 7,02 | 675,00 |
| 14,3 | 66,6 | 19,1 | 7,20 | 15,70 | 50,00 | 90,20 | 7,20 | 690,00 |
| - | - | - | - | NC 15-25 | - | - | NC 5-11 | 400-750 |
De esta forma el proceso representado en la Figura 7 queda modificado como se muestra en la Figura 8.
3.2 Tratamiento de la fracción insaponificable.
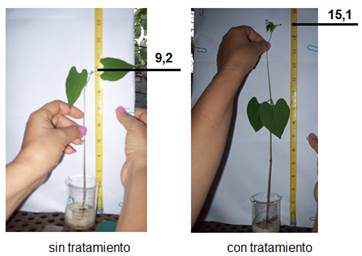
Para determinar la aplicación de la materia insaponificable se analiza la influencia de la misma sobre la germinación del frijol. Para ello se usa el grano de frijol previamente peletizado con materia insaponificable.
En la Tabla 4 se presenta la longitud promedio del tallo de las plantas de semillas sin tratar y tratadas. A los cinco días la longitud promedio del tallo de las plantas de semillas tratadas es 4,5 cm mayor que la de las semillas no tratadas. Con los días esta diferencia se incrementa y a los 21 días, como muestra la Figura 9, es de 15 cm. Las primeras hojas en las plantas que no reciben tratamiento aparecen a los 19 días, sin embargo, en las tratadas, a los cinco días aparecen las primeras y a los 18 ya se observan las segundas.
Tabla 4 Longitud promedio del tallo del frijol germinado en algodón
| Longitud del tallo (cm) | 2,5 | 7 | 8,5 | 17,2 | 16,3 | 28,5 | 23,4 | 38,4 |
*A-semillas de frijol no tratadas y B-semillas de frijol tratadas
Una vez concluida la prueba en algodón se realiza un experimento en sustrato. Para ello se emplean 80 bolsas de polietileno llenas con sustrato compuesto con 30 % de materia orgánica y 70 % de capa vegetal. Los granos de frijol se peletizan con dos dosis de materia insaponificable, 0,1 y un miligramo. A los 21 días de sembradas se evalúa el comportamiento de diferentes parámetros que según Miransari (Miransari y Smith, 2014) describen el comportamiento de auxinas (longitud y grosor del tallo) y citoquininas (número de ramificaciones y de hojas). Los valores promedio para cada uno de estos parámetros aparecen en la Tabla 5.
Tabla 5 Resultados promedio para el frijol sembrado en bolsas con sustrato a los 21 días
| Longitud del tallo (cm) | 12,17 | 14,17 | 9,5 |
| Grosor del tallo (mm) | 2,83 | 3,25 | 3,05 |
| Número de ramificaciones | 3,33 | 4,67 | 3 |
| Número de hojas | 12 | 13,33 | 11 |
| Área foliar (cm2) | 131,02 | 168,21 | 131,02 |
La comparación de los resultados del experimento en sustrato mediante una prueba de múltiple rango con un 95 % de confianza muestra, que para todos los parámetros evaluados los valores obtenidos para el tratamiento con 0,1 mg difieren estadísticamente del tratamiento con un miligramo y el control. Por su parte, entre el tratamiento con un miligramo de materia insaponificable y el control se aprecian diferencias estadísticamente significativas en todos los parámetros excepto en el área foliar.
Estos resultados evidencian que el empleo de 0,1 mg de materia insaponificable en el tratamiento previo de granos de frijol, ocasiona una estimulación del crecimiento en los parámetros evaluados, que alcanzan resultados superiores en comparación con el tratamiento control.
CONCLUSIONES
La tecnología de saponificación para el tratamiento de la cera de caña presenta más versatilidad que la de transesterificación, aunque ambas pueden ser utilizadas en función del producto deseado.
Se comprobó que la disolución de jabones de ácidos grasos extraídos de la cera cruda presenta propiedades tensoactivas adecuadas para la formulación de emulsiones de cera dura en agua, en calidad de emulgente. El hecho de que la emulsión de cera y de parafina presenten comportamientos similares en cuanto a tamaño y distribución de partículas, estabilidad sedimentacional y comportamiento reológico, hace posible la sustitución de la emulsión de parafina por la de cera, obteniéndose tableros de partículas de bagazo con propiedades finales similares y comprendidas en el rango establecido por las normas cubanas.
La tecnología para la obtención de la mezcla de ácidos grasos a partir de la disolución de jabones resulta novedosa, pues no existen antecedentes en la literatura consultada. Tanto la fracción bruta como la purificada mediante destilación a presión reducida, originan las mismas respuestas cromatográficas y espectros IR que los patrones.
Se demuestra la acción estimuladora de la materia insaponificable sobre el crecimiento de Phaseolus vulgaris L., en dosis de 0,1 mg por semilla.
Una vez incluidas las tecnologías de formulación de la emulsión y de obtención de ácidos grasos dentro del esquema tecnológico se obtiene una propuesta integral para el aprovechamiento de la cera cruda de caña la que constituye un aporte a la industria de los derivados de la caña de azúcar, pues se refiere a un punto de vista diferente de abordar el tratamiento de este producto.

