










My SciELO
 Custom services
Custom servicesServices on Demand
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkTecnología Química
On-line version ISSN 2224-6185
RTQ vol.32 no.3 Santiago de Cuba Set.-Dec. 2012
ARTICULO ORIGINAL
Evaluación de la planta de tratamiento de agua para los generadores de vapor en la central termoeléctrica 10 de octubre de Nuevitas
Evaluation of the water treatment plant for the steam generators in the power plant 10 October Nuevitas
MSc. Cecilia Santana- RodríguezI; Dra. Martha Nápoles-GarcíaI; Dra. María de la Cruz-AragonesesII
I: Central termoeléctrica 10 de octubre
II: Universidad de Camagüey. martha.napoles@reduc.edu.cu
Resumen
El presente trabajo se realiza en la planta de Tratamiento Químico de Agua de la Central Termoeléctrica “10 de Octubre” de Nuevitas, con el objetivo de la evaluar la misma técnica y económicamente, para tener elementos tanto de su operación actual, así como fundamentaciones para propuestas de alternativas de mejoras. Los cálculos y análisis arrojaron resultados importantes, destacándose que el proceso de tratamiento químico del agua es efectivo a partir de la comparación realizada durante el período 2006 a 2008, donde se obtienen los por cientos de remoción por cada parámetro medible en cada uno de los equipos estáticos del mismo, estando en norma, especialmente la sílice que se remueve a valores de 7,6 % como promedio, por lo tanto la calidad del agua desmineralizada es satisfactoria para las condiciones de los generadores de una central termoeléctrica. El costo unitario de producción oscila en dependencia de la época del año, según las características del agua y la demanda de agua de reposición y de la generación, estando en el rango de 1,41 $/m3 (mayo) a 2,07 $/m3 (enero) del 2008. Estos resultados constituyen una fuente importante de información para continuar perfeccionando el trabajo en aras de ofrecer alternativas viables a la Unión Eléctrica Nacional (UNE).
Palabras Claves: tratamiento químico, porcientos de remoción, agua desmineralizada, central termoeléctrica.
Abstract
This work deals with the technical, economical and environmental evaluation In Water Treatment Plant of the Power Generation Plant "10 de Octubre" of Nuevitas in order to have so much element of their operation and to give some alternatives for improving its behaviour. Principal results are: Process Water Chemical treatment is effective, with removal percents in range in pre treatment and demineralization processes, environmental analysis is satisfactory, but only sludge is sending not to a correct treatment, unitary production costs is in function of year season, according to the water characteristics and the demand of its used, reposition or generation. Its average value is between 1,41 $/m3 (May ) a 2,07 $/m3 (January ) del 2008. In general water plant treatment evaluation is an important way in order to continue increasing operation alternatives in Electric National Union.
Keywords: chemical treatment, removal percents, demineralised water, power central.
INTRODUCCION
En la industria de procesos existen asociadas a estos las plantas auxiliares, que brindan la electricidad, aire comprimido, vapor, agua, etc. En función del producto principal que ofrezca dicha industria. Todos estos subsistemas asociados al principal deben interactuar armoniosamente para lograr la máxima calidad en el funcionamiento y desempeño del proceso.
En el caso de las termoeléctricas el producto principal es la electricidad siendo el resto de los componentes ya mencionados sus facilidades de apoyo en su operación.
Desde hace varios años la planta de tratamiento químico de agua (TQA) para alimentar Generadores de Vapor en la Central Termoeléctrica 10 de Octubre de Nuevitas ha presentado deficiencias en la efectividad operacional, detectándose en la el incremento del costo para lograr la calidad del agua tratada que se requiere. Esta situación se debe fundamentalmente al cambio de las propiedades del agua de abasto (cuya fuente sigue siendo la misma, pero se ve altamente afectada tanto por la sequía como por la lluvia), que contaminan la hidroreguladora de las Flores abastecida por el río Saramaguacán. La obsolescencia de la planta influye grandemente en esto, pues es imprescindible garantizar lo normado a alimentar en el generador de vapor. Esto significa que la tecnología existente tiene dificultades para satisfacer los requerimientos de calidad a la salida, siendo necesario evaluar la misma y hacer propuestas de mejoras que permitan de una forma más flexible asimilar estos cambios, relacionados con la variación de las características del agua.
La planta de tratamiento químico de agua fue proyectada hace 37 años para una calidad de agua diferente de la que actualmente suministra el Instituto Nacional de Recursos Hidráulicos (INRH) para abastecer originalmente a 6 unidades, las cuales generaban una potencia instalada de 567 MW para un consumo de 13 m3/h, solo trabajan 4, 1 en reparación capital y 3 disponibles al Sistema Eléctrico Nacional (SEN).
En todos estos años se han hecho modificaciones durante los mantenimientos planificados a la parte de generación pero siempre considerando que el suministro de agua es el previsto por diseño.
Otro aspecto es el referido a la calidad de los productos químicos, siendo el de mayor impacto el hidróxido de calcio suministrado por el Empresa Geominera proveniente de los yacimientos de Senado, teniendo un alto por ciento de impurezas que afectan a la etapa primaria del pre tratamiento donde debe haber una remoción significativa de la dureza total, materia orgánica y sílice. No se ha visto afectada la producción de la planta por no recibir a tiempo el suministro de estos productos.
Los períodos de lluvia o intensa sequía han provocado cambios en parámetros definitorios en la producción de agua tratada como son la conductividad, la dureza total que rebasan los 1000 µS/cm-1 y 500 mg/l, unido a esto se puede señalar que en los intercambiadores iónicos no han sido sustituidas las resinas durante estos años de explotación, trayendo como consecuencia envenenamientos en algunos equipos estáticos de intercambio en la desmineralización.
Los filtros mecánicos han sufrido averías que han provocado limitaciones en la producción, perdiéndose parte del material filtrante, deterioro en el cabezal inferior distribuidor, siendo una dificultad el que no se cuente con bombas y esquemas que permita una mejor maniobrabilidad para los operadores y controlar situaciones de afectaciones inesperadas, además, la arena usada durante su explotación no fue tamizada como se hiciera al inicio del proyecto.
La CTE 10 de Octubre se encuentra realizando el estudio de propuesta de adquisición de una planta de Ósmosis Inversa con un Costo aproximado de $ 7 millones, cuya inversión no se ha llevado a cabo por razones estratégicas del MINBAS. Existe la alternativa de la adquisición de la planta existente en Las Camariocas (Holguín) cuyo costo está valorado en $ 200 000 pesos aproximadamente (pero que su deterioro a pesar de no ser utilizada también constituye un problema a la hora de afrontar la asimilación de la tecnología), esta variante que constituye un proceso de estudio de transferencia tecnológica es ya una realidad de implementación. Sin embargo la evaluación de la tecnología existente no se ha llevado a cabo, de allí que sea importante establecer hasta que punto se alcanzan las remociones en las diferentes etapas de la planta de tratamiento y lograr con las que se pretenden montar una operación flexible, sin deshacerse de esta que durante años realiza la operación, requiriendo de ser favorable el resultado se prevea su mantenimiento y reparación.
FUNDAMENTACION TEORICA
Existen dos fuentes naturales de agua, estas son: aguas superficiales provenientes de ríos, lagos, mares, represas y lagunas y el agua subterránea, comúnmente conocida como agua de pozo. Dependiendo de la fuente de donde provienen, el agua tiene, diferencias bien marcadas en cuanto a sólidos suspendidos y/o sólidos disueltos. Estos reciben el nombre de impurezas cuando son de orígenes naturales y contaminantes cuando son de origen industrial o municipal. (Díaz, 1987) [1].
Los sólidos disueltos en el agua están formados por una gran variedad de elementos y compuestos químicos cuya clasificación se detalla por algunos autores, observándose que se pueden agrupar en cinco categorías atendiendo a la composición del agua lo que estará estrechamente ligado con el tratamiento que se realice, (Díaz, 1987) [1], (Rodríguez, 1986) [9], los cuales se describen a continuación:
- Componentes primarios: concentración mayor a 5 mg/L.
Bicarbonato, calcio, cloruro, magnesio, materia orgánica, sílice, sodio, sulfato, sólidos totales disueltos.
-
Componentes secundarios: concentración mayor a 0,1 mg/L.
Amoniaco, borato, fluoruro, hierro, nitrato, potasio y estroncio.
-
Componentes terciarios: concentración mayor a 0,01 mg/L.
Aluminio, arsénico, bario, bromuro, cobre, plomo, litio, manganeso, fosfato y zinc.
-
Componentes trazas: concentración menor a 0,01 mg/L.
Antimonio, cadmio, cromo, cobalto, mercurio, níquel, estaño y titanio.
-
Componentes transitorios:
Acidez - alcalinidad, ciclos biológicos (ciclo del carbono, ciclo del oxígeno, ciclo del nitrógeno y el ciclo del azufre) y reacciones del tipo redox. Siendo importante la determinación de los mismos para definir el tratamiento a seguir.
Las aguas pueden clasificarse de acuerdo con su contenido de dureza en aguas blandas, ligeramente duras, moderadamente duras y aguas duras.
La eliminación de estas impurezas, de acuerdo a la calidad final deseada, las cuales están presentes en el agua como sólidos disueltos, sólidos suspendidos, en estado coloidal, como color, etc. son reducidos o eliminados mediante procesos de separación sólido - líquido (filtración, sedimentación, etc.), por proceso de aireación (oxidación), intercambio iónico, etc.
El uso final que va a tener el agua, definirá que impurezas se deberán eliminar para evitar o minimizar los efectos secundarios que ella puede producir. Por ejemplo, si el agua es para uso doméstico o potable necesitará un tratamiento en particular. Si el uso final del agua es industrial, requerirá también un tratamiento específico.
Los problemas de corrosión y depósitos causados por el agua y sus impurezas están relacionados con los factores siguientes: solubilidad de las impurezas, pH, acidez y alcalinidad del agua y condiciones de oxidación y reducción (Palacios, 2006) [8]
Estos factores son importantes conocerlos detalladamente, porque forman parte de los conocimientos que se deben tener sobre la química básica del agua para poder entender los problemas que se mencionaron al inicio y que son parte del quehacer diario en el área de tratamiento de agua.
Termoeléctricas
La presión del vapor (150 kg/cm2) (14.8 MPa) determina la temperatura y la capacidad energética, pero también la calidad del agua de alimentación.
La regla general expone que cuanto más alta sea la presion, más estricta deberá ser la calidad del agua de alimentacion de la caldera. Los problemas causados por las impurezas en el agua de alimentación son: Ffrmación de costras o incrustaciones, corrosión, formación de burbujas de aire (Priming) y adherencia del vapor al cilindro (de minerales volátiles) (Nordell, 1984) [6]
Por tanto algunos parámetros más importantes a controlar del agua de alimentación son: pH, dureza cálcica y magnésica, concentración de oxígeno, sólidos disueltos, sólidos suspendidos y concentración de materia orgánica.
El análisis de estas definirá la tecnología a utilizar que conforman la planta de tratamiento químico de agua dentro de las que se encuentran: ósmosis inversa, dosificación química y desalinización por evaporación.
METODOS UTILIZADOS Y CONDICIONES EXPERIMENTALES
Descripción del flujo tecnológico de Tratamiento Químico de Agua (TQA)
El agua cruda utilizada en la Planta de Tratamiento Químico de Agua, viene de la presa Santa Ana, del río Saramaguacán, hasta la casa de bombas en el Corojal, impulsada hasta la Planta de Filtros, de donde baja por gravedad a los Tanques de Almacenamiento de Agua Cruda en la Central, los que en conjunto tiene una capacidad de 30 000 m3. De estos es succionada por las bombas de agua cruda hasta los clarificadores. En estos equipos el agua es clarificada mediante la dosificación de cal Ca(OH)2 y coagulante Al2(SO4)3, debiéndose eliminar un 60 % de materia orgánica y 50 % de sílice en los clarificadores. De estos el agua pasa a los Filtros Mecánicos (FM), los cuales contienen arena sílice.
Este material filtrante retiene las partículas más pequeñas que escapan del clarificador. Los filtros mecánicos (FM) se deben contra lavar cuando la diferencia de presión de la entrada y la salida es mayor de 0,3 kPa ó cuando el clarificador se comience a rebosar. De los filtros mecánicos (FM) pasa el agua a la cisterna de agua filtrada, la cual tiene una capacidad de 250 m3, la mayor parte de esta se utiliza en la producción de agua desmineralizada, el resto se utiliza en el insumo de la Planta, así como para almacenar en el tanque de 10 000 m3 que constituye una reserva.
Las bombas de agua filtrada impulsan la misma a los equipos de intercambio iónico para su total desmineralización. Los primeros intercambiadores que entran en contacto con el agua filtrada son los catiónicos de primera etapa. Se encuentran instalados cuatros equipos para permitir una producción continua del agua. Estos equipos están cargados con resina WOFFATIT KS-10, regeneradas en ciclo de hidrógeno capaz de detener los cationes de calcio, magnesio, sodio, y cederle al agua el hidrógeno, por lo que la convierte en agua acidulada.
Con el mismo impulso de las bombas de agua filtrada el agua llega a los intercambiadores catiónicos de segunda etapa cargados con resina WOFFATIT KPS y WOFFATIT KS-10 (se cuenta en la Planta con tres Unidades), Estos equipos son similares a los anteriores, su función consiste en evitar los escapes de sodio (Na+), calcio (Ca2+) y magnesio (Mg2+) hacia los intercambiadores aniónicos. A continuación de los intercambiadores catiónicos el agua entra a los intercambiadores aniónicos débiles (se tienen 3 Unidades). Los mismos están cargadas con resina débilmente básica PUROLITE A-100, KASTEL A 101, WOFFATIT AD-41, AMBERLITE 93 SP, los cuales son capaces de intercambiar los radicales aniones de los ácidos fuertes que tiene el agua desde los cationes por hidróxido (HO-), además de absorber la materia orgánica, lo que parcialmente desmineraliza está dejando pasar los ácidos débiles (ácido sílico y carbónico).
Estos intercambiadores al igual que los intercambiadores catiónicos se agotan dejando pasar ácidos fuertes a los aniones fuertes por lo que se regeneran con hidróxido de sodio (NaOH).
A continuación de los intercambiadores aniónicos débiles se encuentran los intercambiadores aniónicos fuertes, los que están cargado con resina WOFFATIT SBW, Varium ATM, regenerada en ciclo hidróxido (OH)- y su función es la de retener los radicales aniónicos de los ácidos débiles y aportarle (OH)- al agua, o sea, retener el ácido silícico y el carbónico, ocurre lo mismo en este equipo cuando comienza a tener escape de sílice. Después de los aniones fuertes se encuentran situados los intercambiadores cargados con resina catiónica WOFFATIT KPS-MB y la aniónica AMB 200C, Varium ATM y su función es la de retener los escapes de los cationes, mejorando la calidad del agua. Estos intercambiadores cuando se agotan se regeneran simultáneamente con ácido y sosa. De los lechos mezclados el agua pasa para los tanques de agua desmineralizada, se cuenta con tres tanques cada uno con una capacidad de 1000 m3, de estos tanques el agua desmineralizada es succionada por las bombas de igual nombre para la reposición de los bloques de generación, el agua desmineralizada también se utiliza en menor medida en el insumo de la Planta de Tratamiento Químico del Agua. Es importante señalar que el esquema de desmineralización está encaminado según lo consultado en la literatura a la eliminación fundamentalmente de la sílice que contiene el agua cruda por ser un elemento que provoca incrustaciones severas difíciles de contrarrestar.
Análisis del comportamiento de las características del agua
Existe variabilidad en la calidad del agua que se recibe en la Central, la cual en algunos momentos es altamente significativa siendo necesario un estudio detallado en el tiempo. En este trabajo se realiza un estudio del comportamiento de los distintos parámetros medibles según las Normas Ramales de Tratamiento de Agua de la Unión Nacional Eléctrica.
Se realizó un muestreo desde 2006 hasta la actualidad cuya información condensada se reporta a continuación.
Los parámetros fundamentales determinados fueron alcalinidad parcial, alcalinidad total, dureza total, conductividad, turbidez y sílice. En las figura 1 y 2 se presenta una muestra de las tendencias durante el período determinado.
A partir de los datos medidos se reportan los siguientes resultados.
RESULTADOS Y DISCUSION
Ver a continuación la figura 1 y figura 2.
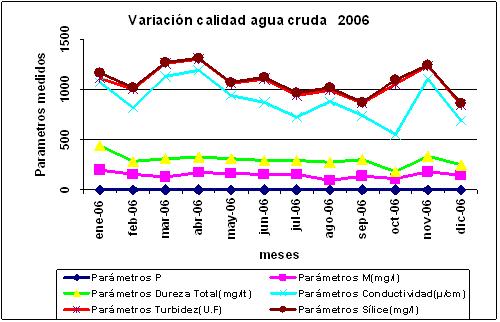
Fig. 1 Comportamiento de los diferentes parámetros en año 2006.
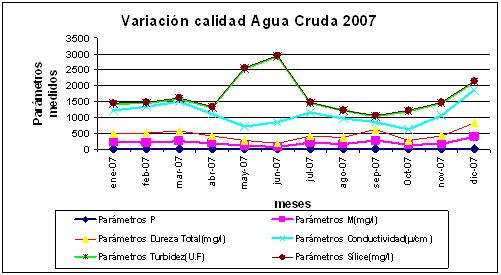
Fig. 2 Comportamiento de los diferentes parámetros en año 2007.
Se puede observar que los parámetros dureza parcial y total tienen un comportamiento aceptable dentro del rango establecido lo que se corresponde con los consumos de productos químicos que se analizan en el epígrafe siguiente, no siendo así con el resto que provocan un aumento de la utilización de los mismos.
La parte de producción de agua sin mineral se afecta sensiblemente provocando un pH ácido en el agua lo que condiciona la ocurrencia de un proceso de decapado de los carbonatos en el clarificador y un auto lavado de los filtros mecánicos. Esto induce a un aumento de la dureza del agua filtrada por lo que para resolver esta problemática se diseñó un esquema que permite desviar el flujo obviando los by pass de los filtros mecánicos hasta tanto no se encuentre un poli electrolito que trabaje en medio básico y permita obtener agua alcalina. Otra dificultad que se tiene en esta época del año, es que no se cuenta con bombas ni esquemas que permitan una mejor maniobralidad por parte del operador lo que daría mayor confiabilidad a la operación y permita la optimización de esta variante tecnológica. A continuación se muestra la figura 3 que ilustra el comportamiento de las características del agua cruda durante el año 2007, notándose que en los meses de Mayo y Junio, época de lluvia los valores de la turbidez se elevan significadamente y en contraposición a esto la dureza total disminuye provocándose el fenómeno descrito anteriormente.
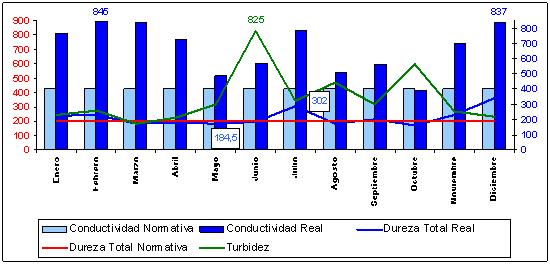
Fig. 3 Comportamiento de los parámetros en la época de lluvia año 2007
Ver a continuación la tabla 1.
Tabla 1
Comparación de los consumos específicos de los productos químicos 2007-2008 con la norma
| Producto Químico | Unidades | Consumo Específico Normado | Consumo Específico promedio | |
| 2007 | 2008 | |||
| Ácido Sulfúrico | meq/g | 0.180 | 0.225 | 0.2038 |
| Hidróxido de Sodio | meq/g | 0.100 | 0.103 | 0.1634 |
| Hidróxido de Calcio | kg/m3 | 0.280 | 0.236 | 0.3976 |
| Sulfato de Alúmina | kg/m3 | 0.100 | 0.042 | 0.0472 |
Es importante plantear que en el período analizado del 2008 hasta mayo, se ve un incremento del consumo de hidróxido de calcio debido fundamentalmente a la mala calidad de la materia prima como se reflejara en los resultados que se muestran.
Análisis del tratamiento químico interno
Ver a continuación la tabla 2.
Tabla 2
Valores promedios de los consumos de productos químicos en el tratamiento interno
| Comportamiento del Tratamiento Interno Mes Mayo 2008 | ||||||
| Productos Químicos | PO4 | N2H4 | NH3 | M3/hop | M3/MW | |
| Consumidos | Kg | 58,83 | 68,85 | 24,8 | * | * |
| Existencia | Kg | 1675 | 800 | 830 | * | * |
| Gr/ MW | ** | 0,42 | 0,5 | 0,18 | * | * |
| % Pureza | ** | 29 | 64 | 21,2 | * | * |
| M3 Agua Rep | 48252 | * | * | * | 27,68 | 0,35 |
| Horas de Op | 1743,45 | * | * | * | * | * |
| MW Generados | 137559 | * | * | * | * | * |
Cálculo de los por cientos de remoción en la etapas de pre tratamiento y desmineralización
A partir de los datos de parámetros medidos en la entrada del pre tratamiento (agua cruda), salida de los clarificadores (evaluándose por separados), filtros mecánicos y salida de lechos mezclados. Ver Anexo 5 A, B, C, se realiza el cálculo de los por cientos de remoción para tener un criterio preliminar del comportamiento de estos, como se demuestra en las tablas 3, 4 y 5:
Tabla 3
Por ciento de remoción Clarificador 1
| % Remoción | ||||
| Alcalinidad total | Dureza toral | |||
| M (mg/L) | DT (mg/L) | Turb (UF) | SiO2 (mg/L) | |
| Promedio | 72,34 | 58,76 | 51,27 | 42,49 |
Tabla 4
Por ciento de remoción Clarificador 2
|
| % Remoción | |||
|
| M (mg/L) | DT (mg/L) | Turb (UF) | SiO2(mg/L) |
| Promedio | 71,95 | 59,09 | 56,23 | 42,53 |
Tabla 5
Comparación de la remoción total del pre tratamiento y la desmineralización
| Remoción total (%) | Remoc desmineraliz (%) | |
| Promedio | 76,89 | 60,06 |
Ver a continuación la figura 4.

Fig. 4 Comparación de la remoción de sílice en pre tratamiento y Desmineralización.
Análisis estadístico
Se realizó una prueba de hipótesis para comparar si existen diferencias significativas entre la operación de los equipos que se encuentran duplicados como el clarificador, cuyo estado técnico difiere de uno a otro en cuanto el deterioro obteniéndose los siguiente en la tabla 6:
Tabla 6
Resultados del análisis estadístico
| Equipo | Parámetro M | Media | Diferencia Significativa | |
| Clarificador | 1 | M(ppm) | 61,12 | no(se cumple Ho) |
| 2 | M(ppm) | 62 | ||
| Clarificador | 1 | Sílice(ppm) | 9,4 | no (se cumple Ho) |
| 2 | Sílice(ppm) | 9,7 | ||
| Clarificador | 1 | Dt(ppm) | 82,9 | Sí (se cumple H1) |
| 2 | Dt(ppm) | 85 | ||
| Clarificador | 1 | Turbidez(UF) | 83,9 | Sí (se cumple H1) |
En cuanto a la dureza total y turbidez si se observan diferencias en la operación de los clarificadores, reportándose mejores resultados en el de peor estado técnico, debiéndose esto a que con este equipo se toman medidas extremas para garantizar los resultados deseados a la salida.
La calidad de la materia prima para el proceso de descarbonatación en los clarificadores no es la óptima pues como promedio el hidróxido de calcio contiene un por ciento de arena que ha alcanzado valores de 27 %.
Los equipos de intercambio iónico alcanzan muy bajos rendimientos producto al mal estado de las resinas y la pérdida de la capacidad de intercambio de las mismas por los largos períodos de explotación a que han sido sometidas. Trazas de tuberías sin recubrimiento y destruidos por la corrosión.
La mala calidad del agua que se recibe, es desfavorable en cuanto a sus características, se ha ido acentuando en el año en curso donde hemos recibido agua con 585 mg/L de dureza total, 105 mg/L de cloruros en forma de cloruro de sodio NaCI y conductividades por encima de los 1000 μS/cm-1.
Existe desviación en los consumos específicos normados de los productos químicos debido a la mala calidad del agua que se recibe y al tiempo de explotación de las resinas las cuales poseen bajas capacidades de intercambio sin embargo a pesar de estos problemas se observa que la planta aún es capaz de producir un agua de calidad adecuada para el uso final que es la generación lo que se puede observar en los por cientos de remoción calculados para las distintas etapas y las características final del agua desmineralizada que cumple la norma.
En los resultados de los consumos promedios del tratamiento interno en el mes de estudio se observa que:
-
El consumo específico del hidrato de hidracina se comporta en 0,5 g/MW, estando en la norma, sin embargo durante el mes tuvo variación significativa debido a la infiltración de oxígeno en el sistema de calentamiento de baja (condensado) sobre todo en las unidades mayor generación.
-
En cuanto al amoníaco y el fosfato trisódico las medias están en norma. En este período no hubo alteraciones significativas en el régimen de caldera.
Evaluación Técnica preliminar
Un primer estudio del desempeño tecnológico del equipamiento instalado de la planta de tratamiento se ha realizado, evaluándose las potencialidades de las distintas etapas para llevar el agua cruda a las condiciones exigidas para la generación del vapor. Esto se ha hecho a través del cálculo de los por cientos de remoción en los clarificadores 1 y 2 separadamente y en la etapa de desmineralización Se puede observar en las tablas que aparecen en el epígrafe los por cientos de remoción donde existe en la etapa de pre tratamiento como promedio un 76.89 % de remoción de sílice, por encima de los normado (50 %), indicando esto que las operaciones cumplen satisfactoriamente su objetivo a pesar de las dificultades tecnológicas. En el resto del proceso (etapa de desmineralización) alcanza un promedio del 60.06 % de remoción de las cantidades de salida del pre tratamiento, estando el promedio (7,6 µg/L) por debajo de la norma (20 µg/L) en la salida de la desmineralización. Se muestra en los anexos los gráficos correspondientes.
Valorando el resto de las remociones en la etapa de pre tratamiento se observa que la alcalinidad total (M) está entre un 72.34 % de remoción, la dureza total en un 59 % y la turbidez existe una diferencia entre el clarificador 1 y 2 operando con mayor eficiencia este último debido a que sus por cientos de remoción son de 51,27 y 56.23 % respectivamente. Esto se debe a problemas mecánicos que presenta el primer clarificador en las bandejas superiores no permitiendo una sedimentación más efectiva.
CONCLUSIONES
Existen problemas con la calidad de la materia prima hidróxido de calcio Ca(OH)2 debido al alto contenido de impurezas por encima del 6 %.
No se ha considerado una política de mantenimiento adecuada para la planta de tratamiento lo que se observa en el estado técnico desfavorable de los equipos dinámicos y estáticos en el proceso.
Se recibe un agua con altas conductividades, turbidez y dureza, durante todo el año, lo que afecta el costo de operación de la planta por m3 de agua tratada.
Existe una variación en los por cientos de remoción de los equipos con relación al diseño original, que puede estar dado por la variabilidad del agua cruda o a los efectos debidos al hombre.
BIBLIOGRAFIA
1. DIAZ BETANCOURT R. Tratamiento de aguas y aguas residuales. La Habana. 1987. 510 p.
2. Centro de documentación e información técnico económica. Fundamento teórico de calderas y tratamiento de aguas. Ministerio de la Industria Básica 1995.
3. Hernández Santiago José Francisco. Manual de Potabilización de Aguas. 1997.
4. Klie John H. Mobile purifier units. Water and Wastewater international. Vol. 20 issue 7. 2005.
5. Klie John H. Mobile purifier units. Water and Wastewater international. Vol. 20 issue 4. 2005.
6. NORDELL Esquel. Tratamiento de agua para la industria y otros usos. Edición Revolucionaria. 1984.
7. Ockershause, R. W. Control of coagulation processes utilizing aluminium sulphate. Philadelphia, American Chemical Society, 1964.
8. Palacios, O. Tratamiento del agua, Colección técnica Volumen III, INEL 2006.
9. RODRIGUEZ, J R. Tratamiento de agua para las instalaciones energéticas nucleares. Impreso en Combinado Poligráfico Osvaldo Sánchez. J R Rodríguez Beltrán. 1986.
Recibido: Mayo 2012
Aprobado: Septiembre 2012
MSc. Cecilia Santana- RodríguezI. Central termoeléctrica 10 de octubre

