










Meu SciELO
 Serviços customizados
Serviços customizadosServiços Personalizados
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkTecnología Química
versão On-line ISSN 2224-6185
RTQ vol.38 no.3 Santiago de Cuba set.-dez. 2018
ARTICULO ORIGINAL
Propuesta de automatización para el pasteurizador de la fábrica de cervezas Hatuey de Santiago de Cuba
Automation Proposal for the Pasteurizer of the Hatuey Beer Factory of Santiago de Cuba
MSc. Mónica Mulet Hing, MSc. Angela Giralt Sánchez, Ing . Angel Antonio Remesal Bychko
Facultad de Ingeniería Eléctrica. Universidad de Oriente. Santiago de Cuba. Cuba. e-mail: mmhing@uo.edu.cu
Resumen
El presente trabajo consiste en una propuesta de automatización para el pasteurizador del área de embotellado de la Fábrica de Cervezas Hatuey de la provincia de Santiago de Cuba, para así mejorar el estado técnico del mismo y tener un mayor control del proceso de pasteurización desarrollado por este, para obtener una mayor calidad en el producto finalizado. Se diseñó un lazo de control de temperatura para cada zona de la máquina, ya que al realizar un correcto control de la temperatura garantizamos la correcta pasteurización del producto. Para la realización del mismo se tuvo en cuenta las variables presentes en el proceso pues es de vital importancia la correcta elección de la instrumentación a utilizar. Se realiza además la programación del PLC Mitsubishi de la serie FX3U, el autómata se programó utilizando lenguaje de Contactos (LD) y la interfaz para su conexión con la interfaz gráfica es RS-485. Su implementación permitirá elevar notablemente la calidad del funcionamiento del sistema anteriormente mencionado, ya que propiciará estabilidad en el proceso en general y así garantizaría una mayor calidad de la cerveza o malta, así como mayor comodidad para interactuar con el proceso a los trabajadores de esta planta.
Palabras Claves : Automatización, Pasteurizador, Sensores, Autómata, Temperatura.
Abstract
The present work consists of an automation proposal for the pasteurizer of the bottling area of the Hatuey Beer Factory in the province of Santiago de Cuba, in order to improve the technical state of the same and to have a greater control of the pasteurization process developed by this, to obtain a higher quality in the finished product. A temperature control loop was designed for each zone of the machine, since by correctly controlling the temperature we guarantee the correct pasteurization of the product. For the realization of the same one took into account the variables present in the process because it is of vital importance the correct election of the instrumentation to use. The programming of the Mitsubishi PLC of the FX3U series is also performed, the PLC was programmed using the Contacts language (LD) and the interface for its connection with the graphic interface is RS-485. Its implementation will significantly increase the quality of the operation of the aforementioned system, as it will provide stability in the process in general and thus ensure a higher quality of beer or malt, as well as greater convenience to interact with the process to the workers of this plant
Key words : Automation, Pasteurizer, Sensors, Automaton, Temperature.
INTRODUCCION
La automatización industrial es el uso de sistemas o elementos computarizados y electromecánicos para controlar maquinarias o procesos industriales. Como una disciplina de la ingeniería más amplia que un sistema de control, abarca la instrumentación industrial , que incluye los sensores, los transmisores de campo, los sistemas de control y supervisión, los sistemas de transmisión y recolección de datos y las aplicaciones de software en tiempo real para supervisar y controlar las operaciones de plantas o procesos industriales. [6]
La automatización en las industrias consta de muchos años atrás desde el surgimiento de las primeras industrias se necesitaron métodos para lograr una mayor calidad en los productos así como eficiencia y se vio la necesidad de reducir el trabajo del hombre.
En la actualidad existe una tendencia a una sociedad moderna automatizada, lo que significa ir perfeccionando en las industrias toda la automatización e instrumentación existente, con el objetivo de lograr mejores resultados productivos, mayor eficiencia y que esta se corresponda con la calidad requerida.
La industria cervecera no escapa de lo hablado anteriormente ya que en esta también se requiere de la automatización de las diferentes etapas del proceso de elaboración de la cerveza con el fin de mejor la calidad del producto y así elevar las ventas y los consumos de esta ya que la competencia en el mercado es muy dura.
En el proceso de pasteurización, los microorganismos que son utilizados para la fermentación y putrefacción de la cerveza son mayoritariamente eliminados mediante temperaturas elevadas. Por temas de coste y funcionalidad, este proceso se realiza con un pasteurizador flash.
En un sistema industrial se deben considerar dos procesos, el de pasteurización y el de limpieza de los equipos e instrumentos del sistema.
Por todo lo antes expuesto, el objetivo de este trabajo consiste en realizar una propuesta de automatización para el pasteurizador del área de embotellado de la Fábrica de Cervezas Hatuey de la provincia de Santiago de Cuba, de tal manera que la pasteurización se realice de forma automática, obteniendo así ventajas en coste, producción y sobre todo, calidad del producto final.
Trabajo con autómatas. Generalidades y ventajas [1]
Controladores lógicos programables (PLC)
Un autómata programable es un dispositivo de automatización industrial que dispone de n entradas y m salidas digitales y/o analógicas que lo comunican con el proceso a controlar u otros dispositivos, donde la relación funcional entre las entradas y salidas se establece a través de un programa. Puede considerarse como una microcomputadora de propósito específico que además está diseñada para controlar en tiempo real y en un medio industrial procesos secuenciales.
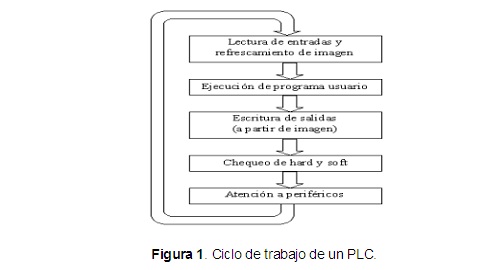
En países industrializados se trata de normalizar los lenguajes de PLC, pero manteniendo su raíz estructurada. Por otro lado la IEC-1131, que normaliza el mercado internacional desde 1993, incluye sólo lenguajes estructurados a pesar de los cambios evolutivos que frecuentemente asume dígase por ejemplo la inclusión de la lógica borrosa en los PLC. El trabajo del PLC se realiza en forma cíclica y las operaciones que se ejecutan en cada uno de estos ciclos es como se muestra en la figura1.
Ventajas del uso de los PLC
No todos los autómatas ofrecen las mismas ventajas sobre la lógica cableada, ello es debido principalmente, a la variedad de modelos existentes en el mercado y las innovaciones técnicas que surgen constantemente. Tales consideraciones nos obligan a referirnos a las ventajas e inconvenientes que proporciona un autómata de tipo medio estandarizado.
Diseñados y construidos para su aplicación en ambiente industrial.
Son equipos flexibles, por su carácter programable.
Son fáciles de instalar y reutilizables.
Gran capacidad de procesamiento de información.
Mayor número de entradas y salidas.
Las operaciones son controladas por software, debiendo tener conocimientos de programación para poder variarla.
Puede conectarse a una computadora, permitiendo tener interfaces gráficas de usuarios, con animaciones del proceso en tiempo real.
Concentración de los lazos.
Permite configurar los lazos.
Tecnología moderna.
Elevado por ciento de confiabilidad.
MATERIALES Y MÉTODOS
Descripción del flujo de producción del Pasteurizador de la Fábrica de Cervezas Hatuey
Para el proceso de pasteurización en la Fábrica de Cervezas Hatuey de Santiago de Cuba la cerveza o malta debe transitar por varias etapas para la obtención de un producto final con la calidad requerida dentro del dispositivo de pasteurización:
Llegada al Pasteurizador Flash.
Intercambiadores de calor.
Sistema de temperatura de salida. Sistema de inyección superior de .
Sistema de tanque de almacenamiento.
Sistema de tanque CIP (Cleaning in Place).
El pasteurizador presentaba 3 modos de operación:
Modo de inicio: la función de este modo es llevar todas las variables del proceso al inicio del estado de operación usando agua. Este proceso consiste en hacer circular el agua por el Pasteurizador sin llegar al tanque de almacenamiento, para lograr con esto los valores de referencia de la temperatura y el flujo que debe circular por el mismo, pues la esencia del mismo, es calentar y enfriar la cerveza rápidamente. Una vez que el sistema está en equilibrio el modo de operación puede ser cambiado al modo de Corrida.
Modo de corrida: cuando se opera en este modo, la cerveza debe pasar a través
de la temperatura y presión de pasteurizado por un periodo de tiempo y luego enfriarse a una temperatura que permita el almacenaje en el tanque de almacenamiento.
Modo CIP: los tubos del proceso y el tanque de almacenamiento son limpiados usando una secuencia de lavados.
Descripción del funcionamiento del pasteurizador flash [5]
El pasteurizador flash tiene como característica principal de operación usar un intercambiador de placas con tres zonas de temperaturas específicas:
Zona de intercambio
Zona de calentamiento
Zona de enfriamiento
En la figura 2 se puede apreciar un circuito básico para un pasteurizador flash. La cerveza se mantiene en el tanque de cerveza filtrada, desde donde es bombeada al pasteurizador de placas por las tres secciones.
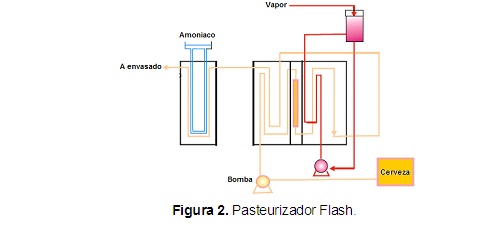
La primera sección, llamada regenerativa, de intercambio o ahorro energético, donde la cerveza entrante se encuentra en contracorriente con la ya pasteurizada que cede calor a la primera. Esta sección se puede calcular con unos coeficientes de recuperación energética del 80 – 95%.
La segunda sección, es la pasteurización propiamente dicha, donde la cerveza se calienta hasta unos 72°C. Esto se lo realiza con un circuito secundario cerrado donde se mantiene circulando vapor de agua externo. Como el parámetro físico a controlar es la temperatura, por sus características, la regulación es lenta por lo que los cambios a realizar deben ser pequeños, de esta forma no se cometerá errores de desviación con respecto al valor nominal requerido.
La tercera sección, es la de enfriamiento, donde la cerveza se enfría a 0°C con amoniaco. Esta etapa final es de gran importancia debido a que la cerveza por ser un producto de obtenido de material orgánico y de forma natural, si se la deja durante un tiempo largo expuesta a altas temperaturas, tenderá a fermentarse y por consecuente con dañarse. Además el cambio extremo de temperatura no es propicio para algunos microorganismos por lo que colabora con el proceso de eliminación de los mismos.
En el tubo de mantenimiento la cerveza está a 72°C durante unos 30 segundos. El tratamiento total en el pasteurizador lleva sólo dos minutos, con lo que las cualidades organolépticas de la cerveza no se ven afectadas. [8]
El circuito lleva unas válvulas de seguridad de forma que si no se alcanza la temperatura de pasteurización, la cerveza no pasa al tanque de mantenimiento, recirculándose hasta que se restablecen las condiciones de funcionamiento normal.
Importancia de una eficaz pasteurización
Si se lograra la correcta implementación de un control para el proceso de pasteurización, se obtendría un proceso de envasado más rápido y con más calidad, así como una cerveza de mayor calidad al eliminarle las bacterias que se destruyen con este proceso. El correcto funcionamiento de cada uno de los componentes, así como la programación del autómata que controla el proceso, reduciría las pérdidas y garantizaría la eficiencia de la producción, además, es de gran importancia por su influencia en el proceso tecnológico de la fábrica en el acabado de cerveza y la producción de maltas.
Propuesta de Automatización del pasteurizador. [8]
El pasteurizador de la fábrica de cervezas Hatuey tiene 6 zonas donde en cada una de estas es necesario controlar la temperatura para completar el proceso correctamente. Para esto es necesario medir la temperatura y en consecuencia de las mediciones actuar sobre el proceso regulando las válvulas en dependencia de la temperatura medida hasta llegar a la temperatura que se requiere en cada zona. A continuación, en la figura 3, se brindan los datos de los instrumentos que se proponen para el buen funcionamiento del proceso.

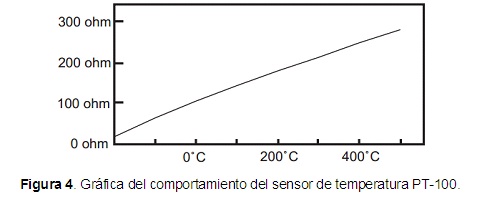
Un Pt100 es un sensor de temperatura. Consiste en un alambre de platino que a 0 °C tiene 100 ohm y que al aumentar la temperatura aumenta su resistencia eléctrica. El incremento de la resistencia no es lineal pero si creciente y característico del platino de tal forma que mediante tablas es posible encontrar la temperatura exacta a la que corresponde.
Válvulas de control
La válvula automática de control generalmente constituye el último elemento en un lazo de control instalado en la línea del proceso y se comporta como un orificio cuya sección de paso varia continuamente con la finalidad de controlar un caudal en una forma determinada.
Estrategia de Automatización [2]
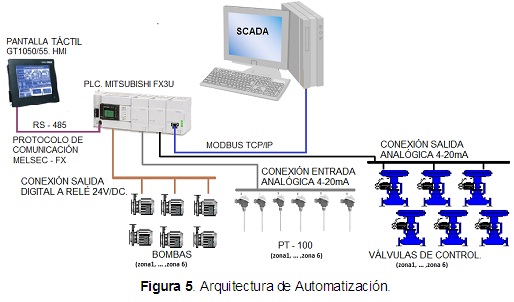
En el nivel de control se emplea un PLC Mitsubishi de la serie FX3U el mismo tiene incluido sistemas de comunicación para equipos periféricos, en este caso a la pantalla táctil GT 1050/55 (de la misma familia Mitsubishi del PLC) para interactuar con el proceso. Se propone un SCADA en la oficina del jefe de planta donde a través de su registro histórico se determina el comportamiento de las temperaturas en las zonas. Dicho histórico sirve como herramienta para el personal del Laboratorio, que es el encargado de llevar y supervisar la calidad de la cerveza y la malta.
Para establecer la comunicación con estos dispositivos primeramente se tienen en cuenta el cableado de los mismos. El PLC FX-3U tiene un módulo de comunicación Ethernet FX3U-ENET mediante el cual, utilizando el protocolo Modbus TCP/IP se comunica con el SCADA EROS. El HMI o Interfaz gráfica GT 1050/55 establece su comunicación con el PLC en cuestión a través de la red RS 485 utilizando el protocolo MELSEC-FX propio del fabricante, este protocolo es muy potente y fácil de configurar.
Los elementos del campo formado por válvulas, sensores de temperatura y bombas van a estar divididos en dos ramales, una para lo que es el conexionado de las señales 4-20 mA utilizando el módulo de entrada analógica FX2N-8AD, aquí entran los lazos de control PID de temperatura en las diferentes zonas y el otro ramal formado por la conexión de las salidas digitales a relé 24V/DC del PLC hacia los contactores magnéticos trifásicos de las bombas de las diferentes zonas.
En la figura 5 se muestran las tendencias de automatización destinadas para dicha propuesta:
Funcionamiento del lazo de control [4]
El lazo de control de temperatura para cada una de las zonas del pasteurizador se proyectó de la siguiente manera:
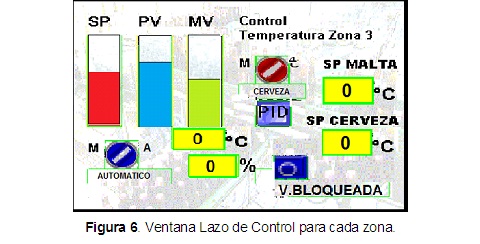
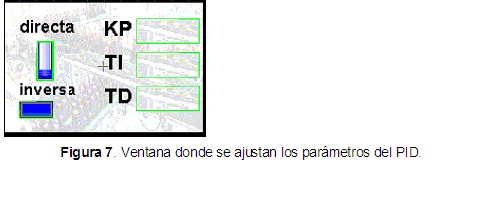
En la pantalla gráfica GT 1050/55 se propone la siguiente interfaz (ver figura 6) donde se muestra una ventana de control de temperatura. Cada zona tendrá una ventana compuesta por los siguientes elementos: un botón automático/ manual del lazo, un set point (SP) para la malta y otro para la cerveza, un botón que conmuta entre los dos set point, también tendrá teclado numérico para introducir los set point y la abertura de la válvula en caso de que se opere en modo manual, un botón de bloqueo para el caso que exista un fallo en la bomba de agua y barras en colores que muestran en tiempo real el por ciento (%) del SP, la variable del proceso (PV) y la variable manipulada (MV), y por último a través del botón PID se accede a la ventana donde se ajustan las ganancias (Kp, Ti, Td) del lazo de control PID implementado en el PLC.
Ver figura 7.
Sistema de control propuesto [3]
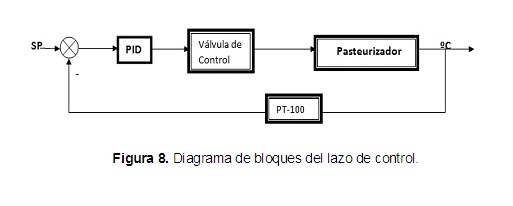
El diagrama de bloques que se muestra en la figura 8 conforma el lazo de control que se propone para el control de la temperatura en el pasteurizador de la zona de embotellado de la fábrica.
Programación y validación de la solución
La tarea básica del control se reduce al manejo de las señales de entradas de los elementos involucrados, es decir a abrir o cerrar las distintas válvulas en cada uno de los pasos del proceso en dependencia de las variables sensadas. Por tanto, el uso de un PLC para esta aplicación es el adecuado, pues este tipo de equipamiento está destinado para solucionar tareas de mando y regulación en maquinarias e instalaciones, brindar el máximo efecto de automatización al mínimo costo, la posibilidad de operar de forma autónoma e interconectado en red, programación y uso particularmente fáciles, así como la opción de conectarse con unidades de interfaz hombre-máquina que permite la parametrización, entrada de datos y visualización.
Una vez descrito detalladamente el funcionamiento de los lazos de control y determinadas las señales de entradas y salidas para el control del proceso, se obtuvo el algoritmo de funcionamiento, el cual no es más que la secuencia o pasos lógicos que se deben cumplir durante el proceso , en dependencia del cumplimiento o no de determinadas condiciones, para una buena comprensión de los mismos.
La obtención del algoritmo de control de la planta, resulta de vital importancia para la programación del autómata, pues se pretende que el personal calificado de la fábrica sea capaz de operar los PLC a nivel de programación. Esto garantiza que el algoritmo sea robusto, flexible y de fácil entendimiento, siendo capaz de adaptarse en un futuro a nuevas características de funcionamiento del mismo.
Validación de la programación mediante la simulación
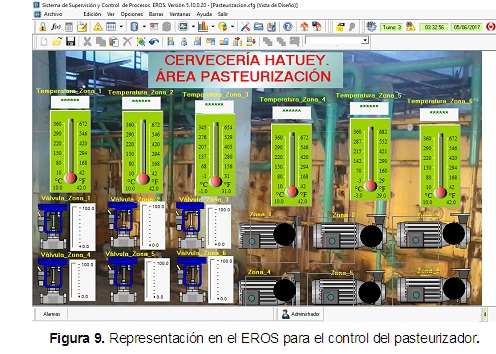
El sistema de supervisorio (SCADA) que se propone es el software de supervisión EROS, que trabaja en ambiente Windows, el cual permite las lecturas de las mediciones, así como el trabajo con los lazos de regulación (cambios en el Set Point, constantes, modo de operación manual o automático, etc.)
El software EROS es el sistema de supervisión y control de procesos que se destaca por la facilidad con que puede ser operado y configurado. Ofrece funciones predeterminadas (estadísticas, alarmas, recetas y datos históricos), lo que disminuye los costos de puesta en marcha. Posee una capa de red poderosa que a través del protocolo TCP-IP, habilita la comunicación entre diferentes computadoras y permite la operación remota. Actualmente se conecta con autómatas, redes MODBUS, servidores OPC y otros dispositivos.
Constituye además, un potente registrador histórico que permite visualizar y analizar la información de todas las variables que se configuran de forma sencilla y en línea, lo que permite que un usuario no especializado con orientaciones sencillas pueda configurarlo sin tener que depender de especialistas para ello. Su ambiente de trabajo es amistoso y la presentación es agradable, otorga un conjunto de posibilidades que lo hacen sumamente robusto y flexible para todos los requerimientos de este trabajo.
El uso del supervisor EROS da la posibilidad de manipular un número prácticamente ilimitado de variables, además todas las señales tanto analógicas como digitales que son procesadas por el autómata son visualizadas en la pantalla de la PC. Los mímicos posibilitan visualizar las variables y la interacción física de los diferentes elementos del proceso, pueden ejecutarse comandos para el control manual o régimen de operación automático. Para realizar cambios de parámetros y acción de reguladores, el operador con solo pulsar en la pantalla de la PC los íconos designados para ello puede monitorear y controlar el proceso. Además de mostrar una ventana de mando mediante la cual se puede seleccionar arranques y paradas de emergencia en dicho proceso.
La HMI o interfaz de Usuario Mitsubishi Gt 1050/55
La HMI o interfaz de usuario es el medio con el cual el usuario puede comunicarse con una máquina, equipo, computadora o dispositivo, y comprende todos los puntos de contacto entre el usuario y el equipo. Normalmente suelen ser fáciles de entender y fáciles de accionar, aunque en el ámbito de la informática es preferible referirse a que suelen ser "amigables e intuitivos" porque es complejo y subjetivo decir "fácil".
En la figura 10 se observa la pantalla táctil GT 1050/55, la cual brinda una gran ventaja ya que al ser Mitsubishi al igual que el PLC que se propone, brinda una fácil comunicación entre ambos y así facilita el trabajo.

CONCLUSIONES
Con el desarrollo de la propuesta de automatización realizada para el proceso de pasteurización en el área de embotellado de la Fábrica de Cervezas Hatuey de Santiago de Cuba, se logró:
• Caracterizar la instrumentación propuesta a utilizar en el campo.
• La elaboración del diseño de una estrategia de automatización basado en un PLC.
• Se realizó el algoritmo de control para facilitar la compresión de la programación.
• Se programaron las secuencias establecidas para el control de las variables más importantes del proceso, con la ayuda de la función PID implementada en el autómata Mitsubishi FX3U.
• Se realizaron las descripciones técnicas de cada uno de los elementos que intervienen en la propuesta de automatización.
• Con el desarrollo de esta propuesta se pretende dar solución a problemas existentes en la fábrica donde han existido grandes pérdidas por no realizarse una pasteurización correcta y salir defectuoso el producto. Esta propuesta de diseño se validó a nivel de simulación, dándole solución a los problemas que dieron origen a este estudio.
BIBLIOGRAFÍA
1. PORRAS CRIADO A. etal Autómatas Programables, Fundamentos, Manejos, Instalación y Prácticas, Edición Revolucionaria, 1999, p. 211. Cuba
2. BALDA, M. "Control Automáticos para Procesos". Editorial Universitaria. La Habana, Cuba, 1966.
3. BISHOP R. &DORF, R. Sistemas de Control Modernos. 8va Edición. Editora LTC. Río de Janeiro. Brasil. 2001.
4. OGATA, Katsuhiko. Ingeniería de Control Moderna. Tomo I y II. Edición Revolucionaria, 1997. Cuba
5. SHINSKEY, F. G: "Aplicación, diseño y Sintonización". Sistemas de Control de Procesos. Guía de laboratorio. McGraw Hill. Interamericana de México, 1996
6. ULRICH, D. "Diseño y economía de los procesos de la ingeniería química'', Nueva Editorial Interamericana S.A.de C. Méjico, 1988.
7. LORENZO LLADÓ G. Automatización de una Planta Industrial. Universidad de Alicante. España. 2010. 242 p.
8. Beer pasteurization: (manual of good practice) Prepared by the EBC Technology and Engineering Forum. Nürnberg: Getränke – Fachverlag Hans Carl, 1995.
Recibido: Marzo 2018
Aprobado:Julio 2018
MSc. Mónica Mulet Hing. Facultad de Ingeniería Eléctrica

