










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
El empleo de los aditivos en la molienda de minerales data de 1930 (Schneider 1969). Los aditivos son substancias sólidas, líquidas y gaseosas que se agregan en pequeñas dosis al molino, principalmente en la industria del cemento, con el objetivo de intensificar el proceso de la molienda o de modificar los parámetros del producto final. Schneider (1969) y Montante (1999) restringen el concepto a la modificación de las propiedades del producto final en la industria del cemento.
Básicamente, los aditivos se emplean en la industria del cemento con el objetivo de disminuir el consumo de energía (Revuelta et al. 2003; Schneider 1969), el incremento del rendimiento del molino (Kennedy 1936), para evitar el recubrimiento de las bolas (Bond y Agthe 1960) y para reducir el tiempo de residencia, entre otras aplicaciones.
Grzymek, Gustaw y Ostap (1965) utilizó ácido oleico y alcoholes en la molienda del cemento para reducir el tiempo de residencia. Estas substancias se emplean en la flotación de minerales como colectores y espumantes, son capaces de adsorberse en la interface solido/líquido y gas/líquido, respectivamente, reduciendo la tensión superficial en dichas interfaces. Otros aditivos utilizados en la industria del cemento son las puzolanas naturales y las escorias de los hornos y cenizas (Cuhadaroglu et al. 2013).
En los últimos tiempos se aprecia un uso cada vez más extendido del petcoque como un aditivo en diferentes industrias con diversos fines. Por las características de su composición química puede ser evaluado como aditivo en la molienda con el propósito de usarlo como reductor en el procesamiento de las lateritas por el proceso Caron. El petcoque es subproducto (residuo sólido) de la pirólisis lenta del petróleo crudo pesado para la producción de combustibles líquidos (Novoa 2011).
En la práctica de la molienda de minerales no se reporta el empleo del petróleo crudo como aditivo en la molienda (Schneider 1969; Revuelta et al. 2003; Cuhadaroglu et al. 2013), por lo tanto, su efecto es desconocido.
En 1992, obedeciendo a razones económicamente fundamentadas, la planta de carbón antracita que proveía el gas reductor a la planta de Hornos, fue eliminada del proceso tecnológico de la fábrica de níquel y cobalto de Punta Gorda y sustituida por la adición de petróleo en la banda de alimentación de los molinos a razón de 4-4,5 % de la masa del mineral (Coello-Velázquez et al. 2008).
Sin embargo, el conocimiento de estudio alguno sobre el efecto de esta sustancia en los indicadores energo-tecnológicos de la molienda fue su principal desventaja (Coello-Velázquez 1993a). Esta decisión estuvo asociada al alto grado de homogeneización que se logra en los molinos de tambor instalados en la mencionada planta.
Es importante recalcar que el objetivo supremo de los molinos es acondicionar el material laterítico hasta un tamaño del producto que se alimenta a los hornos de reducción (80-85 % de la clase - 0,074 mm por proyecto) que equivale a incrementar la superficie específica del material para poder lograr un óptimo contacto con los gases reductores en los hornos de reducción.
Se ha reportado (Coello-Velázquez 1993a) el efecto negativo del petróleo aditivo en los principales indicadores del molino, haciendo énfasis en la necesidad de cambiar el punto de adición del petróleo. Magoteaux (1998) confirma los resultados de Coello-Velázquez (1993a). Llorente (2003) estudia el efecto del petróleo en su encubrimiento en las paredes y medios moledores de los molinos.
La conminución de minerales ocupa un lugar importante en la tecnología carbonato-amoniacal para la producción de níquel y cobalto a partir de los minerales lateríticos (Coello-Velázquez 1993b, 1993c).
En la conminución, la energía consumida propiamente en la fragmentación del material es de menos del 1 % de la energía consumida por la máquina. En el contexto de la tecnología Caron, la molienda consume más del 21 % de toda la energía consumida por la fábrica (Coello-Velázquez 2001; Laborde, Coello-Velázquez y Angulo 2003).
El objetivo de este artículo es exponer los principales resultados del estudio sobre la influencia del petróleo aditivo en la molienda seca de los minerales lateríticos.
MATERIALES Y MÉTODOS
Se realizaron dos series de ensayos: la primera, con el objetivo de obtener las regularidades del efecto del petróleo aditivo en las clases granulométricas de +0,149 mm y -0,074 mm (+100 mesh y -200 mesh, respectivamente) en el producto de molienda a nivel de laboratorio. La segunda serie con el objetivo de establecer si el petróleo aditivo ejerce o no influencia perceptible en la molienda industrial.
Para las pruebas de laboratorio se tomaron tres muestras de petróleo de un volumen de un litro del petróleo alimentado directamente en la banda transportadora de alimentación a los molinos. La muestra de mineral se tomó en la banda transportadora de alimentación al molino con una masa de aproximadamente 50 kg. Para ello después de una parada de la banda, se tomó un metro de banda tres veces por espacio de tres turnos de 8 h.
La muestra primaria se homogeneizó y cuarteó hasta 50 kg. Una vez en laboratorio, esta muestra se redujo de tamaño hasta 6,3 mm en un triturador de mandíbulas de laboratorio, luego se homogeneizó y cuarteó hasta alcanzar el peso de 500 g para las pruebas de molienda.
Los ensayos de molienda requirieron de una preparación previa para garantizar la homogeneización del petróleo con el mineral, las muestras se homogeneizaron 4 min en el interior del tambor del molino sin bolas. El tiempo de molienda fue de 15 min a una velocidad de giro del tambor de 70 % de la velocidad crítica en un molino de tambor de 40X48 cm.
Para los ensayos industriales se realizaron corridas de 24 horas con dos regímenes tecnológicos: con petróleo y sin petróleo, cumplimentando el programa organizado por la planta y el Consejo Técnico de la Empresa. El porcentaje de petróleo aditivo se fijó en 3 %, garantizando la humedad en los niveles de 4 %-4,5 %. Se tomaron muestras cada 15 min para la determinación de la humedad antes del molino, formando una muestra primaria cada 4 h.
Las muestras para la determinación de la composición granulométrica en la alimentación del molino se tomaron en igual intervalo de tiempo formando un compósito cada 6 h. Las pruebas se realizaron en el molino ML-2 de la planta de molienda de la empresa de Punta Gorda (ECG). La productividad se medió con ayuda de la pesa en las correas del transportador TR.- 3.2. Se realizaron mediciones de la potencia en el molino ML-2. Los resultados se trataron estadísticamente con ayuda del Excel. Para la determinación del tamaño de las partículas se empleó el análisis de tamiz según Wills y Finch (2016).
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
Comportamiento de las clases granulométricas del producto molido
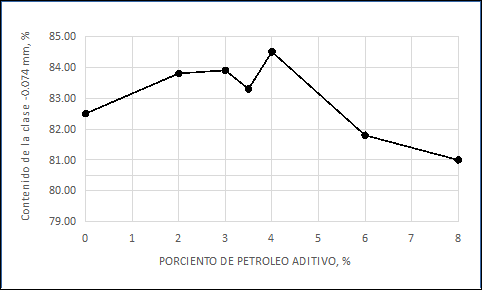
Los resultados del estudio del comportamiento de las clases granulométricas del producto de la molienda al adicionar petróleo se muestran en las Figuras 1, 2 y 3.
A juzgar por los resultados de las tablas, el petróleo aditivo ejerce una débil influencia en la formación de la clase -0,074 mm (Figura 1). El valor de la varianza de esta clase en el producto molido es pequeño (Llorente 2003), aunque la tendencia del comportamiento de esta clase es de aumentar hasta el valor de 4 % de adición de petróleo, punto a partir del cual comienza a disminuir la formación de dicha clase granulométrica.
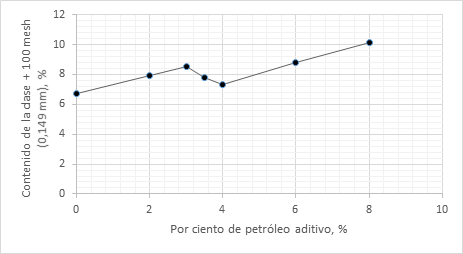
Un cuadro diferente es el caso de la clase +0,149 mm (Figura 2); con el aumento de la adición del petróleo, el contenido de esta clase se incrementa hasta llegar a valores cercanos a un 11 %. La causa fundamental puede estar relacionada con el fenómeno de la aglomeración de las partículas finas. La dependencia es prácticamente lineal. El coeficiente de correlación es de 0,77.
Como se muestra en la Figura 3, el aumento del porcentaje del petróleo aditivo provoca un incremento de la cantidad de material adherido a las bolas con una dependencia lineal positiva (el coeficiente de correlación lineal es de 0,94). Efecto similar se observa en las paredes del molino (Figura 4), cuyo coeficiente de correlación es de 0,92. En este caso el efecto de adición de petróleo es mayor a partir de 4 % de adición. Este elemento muestra el efecto negativo de la adición de petróleo en la alimentación del molino, efecto que puede incrementarse al aumentar la humedad de la mena.

Resultados de las pruebas industriales
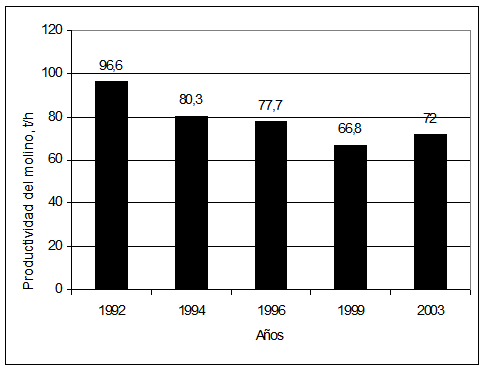
En la Figura 5 se muestra una data cronológica del comportamiento de la productividad promedio de los molinos desde 1992 (comienzo de adición de petróleo) hasta octubre de 2003. Los resultados muestran una disminución de la productividad de los molinos en el periodo evaluado. A nuestro juicio, la reducción de la productividad guarda relación en primer término con el efecto que provoca la adición del petróleo propiamente en el molino. Su efecto acumulativo genera tupiciones de las tuberías, disminución de la eficiencia del separador de aire y de todo el sistema de transporte neumático (Coello-Velázquez 1993a). La desviación promedio de la productividad con respecto al año 1992 es de 22,4 t/h, que representa en el año cerca de 200 000 t (García y Llorente 1999).
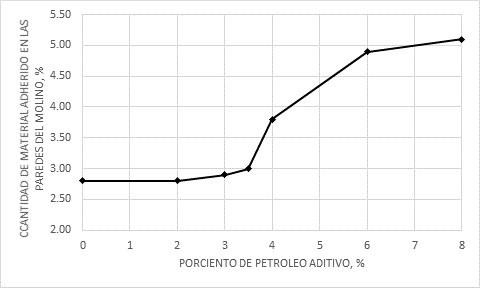
Figura 4 Influencia del petróleo aditivo en la cantidad de material adherido en las paredes del molino.
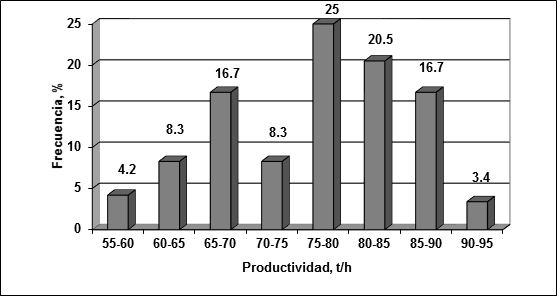
Las Figuras 6 y 7 muestran los histogramas de la productividad del molino La primera, sin petróleo aditivo y la segunda con adición de petróleo.
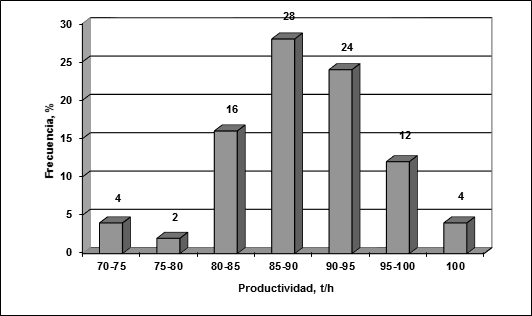
El histograma de la productividad de los molinos sin la adición del petróleo muestra una distribución con un alto grado de homogeneidad, donde prevalecen las productividades en el intervalo de 85-90 t/h, aunque es destacable la presencia de frecuencias relativamente altas (24 %) en el intervalo de productividades de 95-100 t/h, de manera que en el intervalo de productividades de 80-100 t/h hay una frecuencia de un 52 %. Ello indica que en este régimen de operación el molino garantiza una productividad cercana a la productividad de proyecto (120 t/h).
En cambio, en la Figura 7, el cuadro es totalmente diferente. Nótese que en la distribución es más heterogénea que el régimen sin adición de petróleo. La frecuencia de productividad más alta (moda) es la que caracteriza la clase de productividad de 75-80 t/h, menor en 10 t/h que la distribución de las productividades en el régimen de operación sin la adición del petróleo.
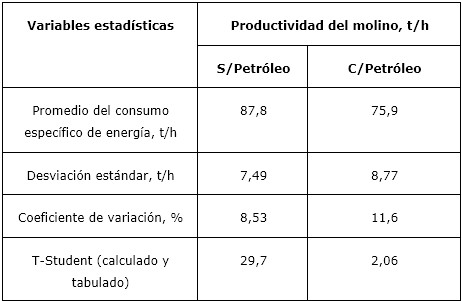
Los resultados de la Tabla 1 confirman el incremento de la heterogeneidad de la productividad del molino en 3,1 % y disminuye en aproximadamente 11,9 t/h. Los valores de la t-Student dejan claro que hay diferencias significativas entre las productividades medias de ambos regímenes tecnológicos.
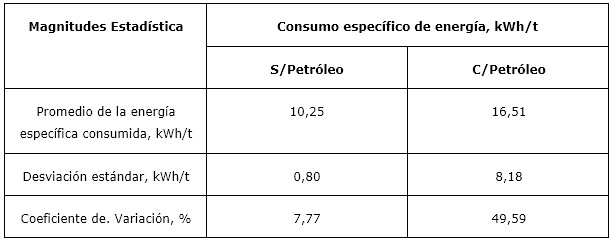
A juzgar por los resultados de la Tabla 2, la adición del petróleo en los molinos tiene un mayor efecto en el consumo energético de la instalación, cuyo valor es mucho mayor para el régimen tecnológico con adición de petróleo; su diferencia con respecto al otro régimen es de 6,26 kWh/t por cada molino.
El efecto del petróleo en la operación del molino tiene un efecto visible en la heterogeneidad de este importante indicador. Existe una gama de razones de su efecto. Una de las razones es el de la adhesión de las paredes del molino y los ductos de la instalación (Figura 8).

CONCLUSIONES
La adición de petróleo en la alimentación del molino produce efectos negativos en los indicadores energo-tecnológico del molino. Incide en la formación de la clase + 0,149 mm, incrementando su contenido en el producto molido. El comportamiento de la clase -0,074 mm ante la adición del petróleo es parabólico, con el incremento del petróleo aumenta con un punto de inflexión en 4 %. El incremento del petróleo aditivo en la molienda provoca un aumento en la adhesión de material en las paredes del molino y de las bolas.
Queda demostrada la influencia en la productividad de los molinos. Su efecto ocasiona la disminución de la capacidad del molino a costa del alto nivel de incrustación en las paredes y sistema aerodinámico de la instalación. La productividad de los molinos se reduce en aproximadamente 12 t/h, lo que significa una reducción a nivel de planta de 48 t/h (más de 380 000 t/año).
Se reportan efectos negativos en el consumo energético de la instalación. Como resultado de la adición del petróleo en la alimentación del molino el consumo energético del molino aumenta hasta 16,51 kWh/t, lo cual representa una pérdida de 6,26 kWh/t por molino. Este consumo energético constituye una pérdida de 198,32 MWh/h con cuatro molinos en operación.

