










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
La simulación de procesos desempeña un papel importante para la explotación del potencial de bioprocesos (Woinaroschy y Taraş, 2009). El SuperPro Designer es un simulador que ha sido utilizado para determinar los parámetros de diseño de los procesos tecnológicos y para la creación de nuevos productos químicos o bioquímicos (Ghasem, 2011). Las principales ventajas de este simulador consisten en una gran base de datos de compuestos químicos, operaciones unitarias e información económica (Woinaroschy y Taraş, 2009).
Los ácidos orgánicos se pueden obtener de productos derivados de procesos microbiológicos que son utilizados para diversas aplicaciones. Uno de los ácidos orgánicos más utilizados es el ácido cítrico, gracias a su baja toxicidad en comparación con otros acidulantes (Adeoye y col., 2015).
El Aspergillus niger es un hongo filamentoso que juega un papel importante en el campo de la biotecnología, el cual se destaca a nivel industrial tanto en la explotación de ácidos orgánicos, así como para enzimas hidrolíticas (Andersen y col., 2011). Este microorganismos permite degradar con eficacia los principales polisacáridos que se encuentran en los residuos vegetales (De Souza y col., 2013) y es uno de los principales productores de enzimas comerciales para la conversión de biomasa vegetal, debido a su alta capacidad de producción de enzimas. Este es el microorganismo preferido en la producción de ácido cítrico, debido al alto rendimiento por unidad de tiempo incluso a valores de pH bajos, con la capacidad de fermentar una amplia gama de sustratos baratos (Narasimha y col., 2012).
El uso de nuevos procesos biotecnológicos utilizando hongos ha ganado gran interés en la actualidad para la producción de ácido cítrico, en comparación con la síntesis química que resulta un procedimiento costoso. La fermentación sumergida es el método más utilizado a nivel industrial. Sin embargo, los estudios realizados en fermentación en estado sólido generaron importantes cantidades de ácido cítrico (Narasimha y col., 2012).
En el año 2014, la producción de ácido cítrico en Colombia fue aproximadamente de 40 000 toneladas por año y se espera que la demanda crezca en los próximos años (Muñoz-Villa y col., 2014), y si se consideran las crecientes aplicaciones industriales del ácido cítrico (bebidas, dulces, conservas, verduras procesadas, alimentos congelados, frutas y hortalizas enlatadas, cosméticos, artículos de tocador y limpieza de metales) (Rosas y Terán, 2015), se ha planteado el aprovechamiento de residuos agroindustriales para la obtención de ácido cítrico mediante la reutilización de materiales de desecho (Husseiny y col., 2010).
En la actualidad, en el Ecuador no existen precedentes sobre la producción de ácido cítrico a escala industrial, debido a la escasa información local, de una propuesta tecnológica y metodológica apropiada a nivel de la zona de estudio (Rosas y Terán, 2015).
Para la realización del presente trabajo se propuso como objetivo el diseño del proceso tecnológico de la obtención de ácido cítrico a partir del bagazo de caña disponible en la provincia de Pastaza mediante la fermentación en estado sólido de dichos residuales.
MATERIALES Y MÉTODOS
2.1. Metodología para el diseño del proceso
Se utilizó el método secuencial del diseño de procesos, propuesto por Pérez-Martínez y col., (2012) que describe un análisis multicriterial para la integración de los aspectos técnicos, ambientales y económicos, el cual permite la obtención de resultados cualitativamente superiores.
2.2. Metodología para el diseño asistido por computadora
La simulación se realizó siguiendo los pasos planteados por (Julián-Ricardo y col., 2018) y se utilizó la herramienta informática SuperPro Designer v9.0. Se seleccionó este simulador por su aplicación a procesos tecnológicos y consta de dos pasos: recopilación de la entrada de los datos (modo de operación, registro de materiales, construcción del diagrama de flujo y procedimiento operacional) y el proceso de simulación (análisis económico y medioambiental). Estos pasos coinciden con los planteados por Pérez-Martínez y col., (2012).
2.3. Entrada de datos para la simulación
2.3.1. Fuentes de información
La recopilación de datos e información fue indispensable para el análisis del proceso tecnológico de la obtención de ácido cítrico, se obtuvo a partir de investigaciones ya realizadas por diferentes autores (Albernas-Carvajal y col., 2017; Amenaghawon y col., 2013; Rodríguez y col., 2019).
2.3.2. Modo de operación
El SuperPro Designer permite simular en modo continuo y discontinuo. En el presente trabajo se escogió el modo continuo, el cual permite simular el acondicionamiento y pretratamiento del bagazo y la producción de ácido cítrico. Este coincide con el modo de operación publicado por Soccol y col. (2006) donde fueron utilizados fermentadores tipo tambores rotatorios. Estos mismos equipos se propusieron utilizar en las etapas de pretratamiento del bagazo para convertir el proceso discontinuo propuesto por Albernas-Carvajal y col. (2017) en continuo.
2.3.3. Registro de Materiales
En el proceso simulación del proceso de obtención de ácido cítrico se utilizaron los siguientes materiales: bagazo, enzimas, celulosa, glucosa, lignina, ácido sulfúrico, hidróxido de sodio y de calcio, etanol, yeso, citrato de calcio, vapor, xilosa, agua y nutrientes. El microorganismo utilizado en la fermentación en sustrato sólido fue A. niger.
2.3.4. Construcción de diagrama de flujo
El diagrama de flujo se construyó en el simulador SuperPro Designer a partir de la información de las tecnologías para la producción de ácido cítrico. El bagazo de caña es acondicionado (Amenaghawon y col., 2013) y pretratado (Albernas-Carvajal y col., 2017) para su posterior fermentación-separación-purificación (Harrison y col., 2015).
2.3.5. Procedimiento operacional
Se configuran las operaciones involucradas en las etapas de acondicionamiento y pretratamiento del bagazo y producción del ácido cítrico. Estas operaciones permiten primero acondicionar el bagazo para su posterior transformación en un sustrato que es asimilable por el microorganismo A. niger (Soccol y col., 2006). El ácido cítrico que presente en el licor producto de la fermentación es separado por dos etapas de reacción-filtración primero con ácido sulfúrico y posteriormente con hidróxido de calcio, para finalmente ser purificado en una etapa de cristalización.
2.4. Proceso de simulación
La simulación del proceso permitió la resolución de los balances de masa y energía, el dimensionamiento del equipamiento y la estimación del costo de inversión y producción a partir del diagrama de flujo del proceso y la caracterización de las corrientes de salida, en función de si son productos, co-productos o residuos para cada una de las cantidades de bagazo propuestas.
2.5. Análisis económico
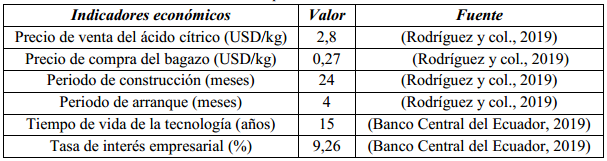
Se determinaron las partidas de los costos de inversión y producción y los indicadores dinámicos económicos. Los periodos de construcción y de arranque de la planta se tomaron según la tabla 1 y en función de las condiciones imperantes en Ecuador para este tipo de empresa. El resto de los datos se consideraron los valores definidos por defecto en el SuperPro Designer por no estar disponible en el Ecuador.
Se estableció que el proceso opera los dos primeros años al 50% y 70% de su capacidad y el resto al 90% en función del tiempo de vida del proyecto, que el cinco por ciento del flujo de producto es defectuoso y que el impuesto sobre los ingresos es del 12 % (SRI, 2019).
RESULTADOS Y DISCUSIÓN
3.1. Producto
Ecuador importa de China el 54,83% de ácido cítrico, con un crecimiento anual de importaciones equivalente al 1% con una cuota mundial de 35,15%, se considera que el crecimiento de las importaciones permite identificar que actualmente existe una demanda de 3 138 000 kg/año de ácido cítrico en el Ecuador con tendencia al incremento (Internacional Trade Center, 2018).
3.2. Selección de la tecnología
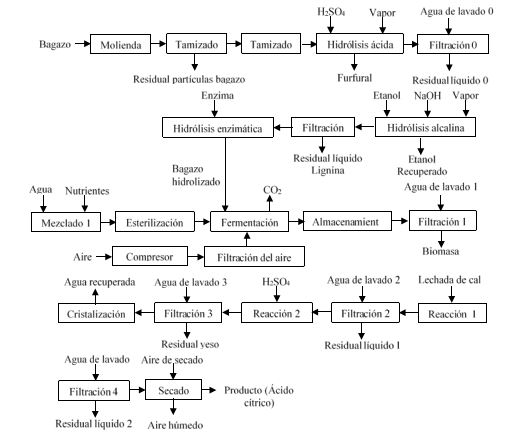
La tecnología aplicada en la producción de ácido cítrico consiste en operaciones preliminares para el acondicionamiento, pretratamiento, fermentación, preparación del medio de cultivo, separación y purificación. Del proceso de fermentación de las distintas matrices se obtiene el CO2, biomasa, agua recuperada, yeso, azúcares fermentables, aire con agua como se puede visualizar en la (Fig. 1).
3.3. Definir el esquema tecnológico
El esquema tecnológico (Fig. 2) para la producción de ácido cítrico está en función de la (Fig. 1). El esquema se conformó con los equipos que permiten llevar cada una de las operaciones definidas en el acápite anterior. La descripción está en función de las tres etapas, el acondicionamiento de la materia prima, pretratamiento del bagazo y la producción del ácido cítrico.
3.3.1. Acondicionamiento del bagazo
El acondicionamiento se realizó un molino de martillos y tamizado hasta un tamaño de partícula entre 1,2 a 1,6 mm (Fig. 2) (Soccol y col., 2006).
3.3.2. Pretratamiento del bagazo
Antes de ingresar la materia prima al proceso de fermentación, se realiza una etapa previa de pretratamiento. En la hidrólisis ácida se obtienen los siguientes productos: furfural, lignina, hemicelulosa y celulosa. El furfural es el producto de la hidrólisis ácida con ácido diluido y la xilosa se obtiene por las altas temperaturas (Albernas-Carvajal y col., 2017). Los productos de las hidrólisis básica y enzimática son la lignina, celulosa, hemicelulosa, glucosa y xilosa. La lignina solubilizada y azúcares fermentables es el efluente que sale para la hidrolisis enzimática y es separada en un proceso de filtración.
El bagazo de la caña de azúcar hidrolizado se traslada a la siguiente etapa donde ocurre la fermentación para formar el ácido cítrico que en pasos posteriores es separado y purificado (Fig. 2). Varios de los productos utilizados en la hidrólisis ácida y básica pueden ser recuperados y reutilizados en el proceso y contribuir a la reducción del costo de producción.
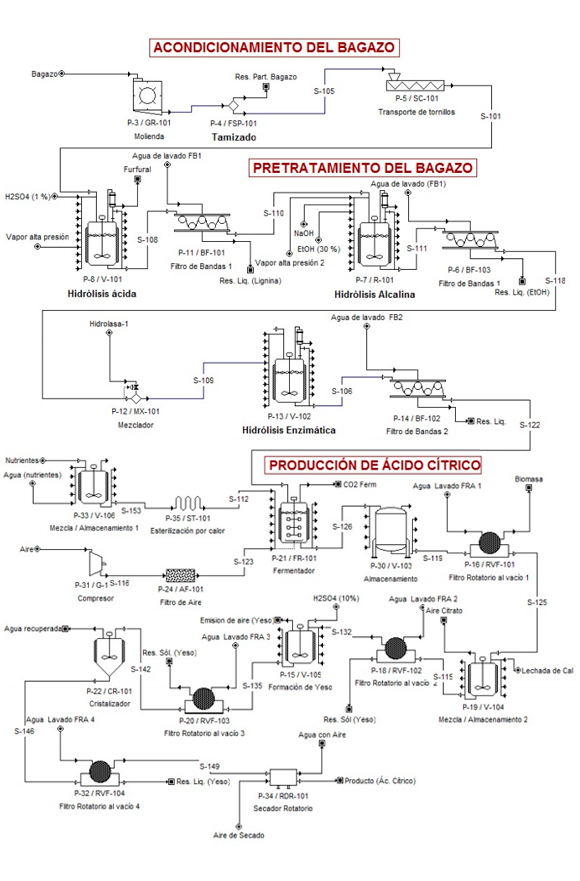
3.3.3. Producción de ácido cítrico.
La corriente del bagazo hidrolizado que se obtiene en la etapa anterior contiene agua y azúcares fermentables como xilosa y glucosa, los cuales pasan a una etapa de mezclado, consecutivamente de la pre-fermentación con adición de aire por medio de un compresor, de este procedimiento se obtiene un sustrato apto para la fermentación total de los azúcares y un excedente de CO2. En esta etapa se separa el citrato cálcico por precipitación agregando hidróxido de calcio (Harrison y col., 2015) posteriormente se añade el ácidos sulfúrico para separar el yeso que se precipita y el ácido cítrico es cristalizado en un cristalizador.
3.4. Estimación de la capacidad de la planta, costos del equipamiento e indicadores económicos y ambientales
La cantidad de materia prima consumida por el proceso es inferior a la cantidad de caña de azúcar potencial que se puede producir en las áreas cultivables de las parroquias Tarqui, San José, Fátima y Puyo. Las áreas cultivadas de caña de todas estas parroquias representan 5 400 ha (Instituto Nacional de Estadística y Censos, 2018) y tienen un potencial de producción de 186,41 t/d bagazo después de ser procesado en la obtención de panela y aguardiente.
Los residuos generados en la producción de ácido cítrico son yeso, biomasa, lignina, hidrolasas y emisiones de CO2. Estos se destinan para la producción de nuevos productos o energías para reducir el impacto ambiental. Es el caso de la biomasa que se obtiene de la fermentación se puede convertir en alimento animal (Aguilar-Navarro y col., 2014). En el caso del yeso puede ser utilizado como fertilizante de suelos áridos (López-Aguilar y col., 2012).
El CO2 puede ser recuperado para su utilización en la industria alimentaria tanto en las bebidas gasificadas como en la extracción de pigmentos, colorantes, entre otros (del Valle y Aguilera, 1999) y la lignina puede ser mezclada con otros combustibles para generar energía y puede ser despolimerizada para obtener compuestos de interés industrial (Chávez-Sifontes y Domine, 2013).
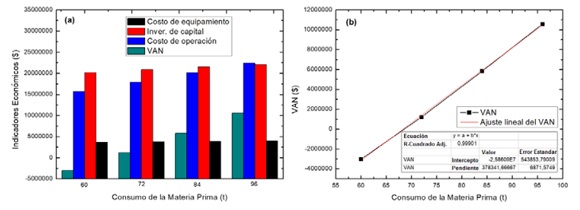
Para la determinación de los indicadores económicos se dimensionaron y seleccionaron los equipos involucrados dentro del proceso tecnológico, lo cual permite calcular el costo de cada uno de los equipos que conforma la planta, para poder estimar el costo total de inversión. Los costos de los equipos fueron calculados tomando en cuenta si la inversión se hubiese generado en el año 2018, considerando cuatro capacidades diferentes de ácido cítrico (3 841 712, 4 610 054, 5 378 396 y 6 146 739 kg/año), para un consumo de materia prima de 60, 72, 84 y 96 t/día respectivamente.
En la (Fig. 3) (a), se observa que el VAN para un consumo de 60 t es negativo con un valor de US$ -3 021 000. En cambio, para las demás capacidades el valor es positivo con un valor de USD 1 217 000, 5 827 000 y 10 576 000 y un periodo de recuperación de la inversión de 6,27, 5,24 y 4,51 respectivamente. Estos valores son acordes al monto de la inversión (Pérez-Martínez y col., 2012).
La regresión lineal de las cantidades de bagazo consumidas y los valores del VAN obtenidos de la simulación arrojó el siguiente modelo matemático, mostrado en la ecuación 1:
 () 1
() 1
Este modelo se ajusta a una ecuación lineal. El coeficiente de determinación R2 de 0,999 (Fig. 3 (b)) corrobora el ajuste de los valores obtenidos con el modelo lineal. El valor del error estándar es elevado, pero se justifica este resultado la media de los valores obtenidos del VAN y el número de simulaciones que se hicieron (Seber y Lee, 2003).
Este modelo permitió determinar que la cantidad de bagazo igual o mayor que 68,35 t/día el VAN es positivo y a partir de este valor se puede generar rentabilidad en la empresa. Siendo este valor, el punto de isocosto, a partir del cual el proceso estaría en el umbral de ganancias Además, el costo aproximado de venta del ácido cítrico es de 2 800 USD/t, lo que se asemeja al valor planteado por (Rodríguez y col., 2019) tomando en cuenta las diferentes condiciones económicas de los países.
CONCLUSIONES
La cantidad mínima de bagazo que se recomienda consumir para alcanzar el punto de isocosto es de 68,35 t/d. Este valor bagazo consumido es inferior a la disponibilidad de bagazo potencial de la provincia de Pastaza y permitiría cubrir la demanda de ácido cítrico de Ecuador al año.
Los valores del VAN obtenidos de la simulación con el SuperPro Designer fueron de -3 021 000, 1 217 000, 5 827 000 y 10 576 000 USD para un consumo de bagazo de 60, 72, 84 y 96 t/d y una capacidad de producción de 3 841 712, 4 610 054, 5 378 396 y 6 146 739 kg/año y un periodo de recuperación de la inversión de 6,27, 5,24 y 4,51 años respectivamente. Siendo factibles los procesos que consumen 72 t/d o más de bagazo.

