










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.35 no.3 Santiago de Cuba set.-dic. 2015
ARTICULO ORIGINAL
Aplicación de un tratamiento ecológico superficial para el perfil de aluminio
Application of an ecological surface treatment for aluminum profile
Brenda Luisa McNeil MontañesI, Lilia del Carmen González OrtegaI, Rigoberto Marrero ÁguilaII
I: Laboratorio de Ensayos de Tropicalización (LABET). Centro de Tecnología y Calidad (CTEC). Ministerio de Industria (MINDU). brenda@labet.co.cu
II: Facultad Ingeniería Química. Instituto Superior Pedagógico José Antonio Echeverría (ISPJAE). rigo@quimica.cujae.edu.cu
RESUMEN
El aluminio una vez que se ha extruido, forma una capa protectora superficial de óxido de aluminio, la cual resulta impermeable a la humedad, gases y agentes contaminantes. Sobre ella no se debe pintar, debido a su bajo espesor y mal anclaje para pintura. Mediante el tratamiento químico superficial del perfil de aluminio, se logra la preparación del mismo. Esto se realiza sumergiendo los perfiles en las disoluciones ácidas y de lavados para dejarlos limpios y por último el pasivado de la superficie, que consigue una mayor penetración y estabilidad de la pintura. La planta lacadora de aluminio Lacalum, única de su tipo en el país, utilizó la tecnología de tratamiento químico superficial con soluciones acuosas que contenían iones hexavalentes de cromo para formar una capa protectora sobre el perfil de aluminio, que resultaba perjudicial para la salud, por lo que sustituyó por una nueva tecnología de tratamiento no crómico, de avanzada y respetuosa con el medio ambiente; así como la introducción de una planta de tratamiento para los residuales del proceso. En general, estas mejoras permiten obtener un mejor producto con el menor impacto posible en lo ambiental, en lo social, por la humanización del trabajo y en lo económico por la disminución de los costos. Con este trabajo se dan a conocer las especificaciones que se deben cumplir durante este tratamiento químico superficial no crómico del perfil de aluminio para el posterior lacado; así como las mejoras para el medio ambiente.
Palabras clave: medio ambiente, perfil, tratamiento, no-crómico, superficial.
ABSTRACT
Once aluminium is extruded, in contact with oxygen, forms quickly an aluminium oxide superficial protector layer, which is not penetrated by humidity, gases or polluting agents. This layer has a low thickness and is a bad base for painting anchorage. Through the chemical superficial treatment of the aluminium profile (degreased, deoxidized and cleaning), it is possible its preparation to eliminate the thin oxide superficial layer and dirty and to form a layer of better features. This process is carried out submerging the profiles in the sour dissolution and in the cleaning dissolution (water from the aqueduct and also treated water, without ions) to leave them clean and lastly it is carried out the surface passivation treatment, also called chemical conversion treatment, to obtain bigger penetration and stability of the paintings. The lacquered plant of aluminium, Lacalum, which is the only one of this type in the country, used to employ and old technology of chemical superficial treatment using watery solutions that contained hexavalents chromium ions, in order to form a protector layer on the aluminium profiles. This chemical treatment is very harmful to health, that why it was decided its substitution for a new advanced and respectful with the environment technology of non-chromium treatment; as well as the installation of a treatment plant for the process residuals. In general, these improvements allow obtaining a better product with the smallest impact to the environment as possible, and better in social aspect, thanks to the humanization of the work, and also in economic aspect, because of the decrease of the production costs. In this work, specifications, that most be considered during this non-chromium superficial chemical treatment of the aluminium profiles, are given to obtain a later lacquered; as well as the improvements for the environment.
Keywords: environment, profile, treatment, non- chromium, superficial.
INTRODUCCION
La combinación de la ligereza con la resistencia mecánica y la alta conductibilidad eléctrica y térmica ha convertido al aluminio y sus aleaciones en materiales de construcción muy importantes en arquitectura, tanto con propósitos estructurales como ornamentales [1].
El aluminio resiste a la corrosión en condiciones ordinarias y es inoxidable al aire libre, por recubrirse de una débil capa de óxido natural que protege al resto. No se pinta sobre esta capa protectora naturalmente formada debido a su bajo espesor (0,5 micras) y es moderadamente permeable, por lo que es una mala base para el anclaje de pintura [2].
Por lo anteriormente expuesto, se debe eliminar la capa de óxido natural tratando al aluminio con productos químicos que al reaccionar con el metal base, forman una capa superficial, la cual está químicamente anclada.
Una vez obtenido el aluminio puro este debe tratarse para la obtención de las diferentes aleaciones. Una vez obtenida la aleación de aluminio se pasa por un tocho de extrusión, lo que se lleva a cabo en un taller de fundición, con el objetivo de la elaboración de los perfiles de aluminio [1].
Los perfiles de aluminio que se utilizan en la carpintería están conformados por aleaciones específicas y su composición química debe estar dentro de las especificaciones nominales de la AA6060 o AA 6063 con un tratamiento temple T-5, Con estos procesos se obtienen características mecánicas adecuadas y correcto aspecto de superficie [1].
La planta Lacalum utilizó la tecnología de tratamiento químico superficial con soluciones acuosas que contenían iones hexavalentes de cromo aplicado para formar una capa protectora sobre el perfil de aluminio, para la posterior aplicación del recubrimiento de pintura.
Debido a que el tratamiento químico con cromo es perjudicial para la salud, fue sustituido por la instalación de nuevas tecnologías de avanzadas y respetuosas para el medio ambiente para poder obtener un producto de la más alta calidad y lograrlo con el menor impacto posible en lo ambiental, en lo social por la humanización del trabajo y en lo económico disminución de los costos. Los cambios se realizaron con las siguientes etapas [3]: La etapa de tratamiento químico con cromo por una tecnología exenta de cromo, se mejora la preservación del medio ambiente y la introducción de una planta de tratamiento de residuales.
Con motivo de de esta inversión en la planta LACALUM, al Laboratorio de Ensayos de Tropicalización (LABET) se le dio la tarea de realizar una inspección al proceso tecnológico con el objetivo de evaluar y fijar las exigencias mínimas que deben implantarse a las instalaciones y a las materias primas a través de la normativa. Se realiza la preparación del perfil de aluminio con el objetivo de lograr [3]: Remover la grasa, el polvo y otros contaminantes como grafito, mejorar el aspecto superficial, eliminar los residuos de óxido y aplicar una capa de conversión que mejore la resistencia a la corrosión.
El procedimiento para la preparación del aluminio utiliza el sistema de tratamiento químico por inmersión y tiene contemplado el diseño de canasta, los carros de transportes de material (perfiles de aluminio), acomodo del material (perfiles de aluminio), configuración de la línea, desagües de las cubas y el uso del agua desmineralizada (para los enjuagues posteriores al desengrasado y limpieza).
El tratamiento químico superficial del perfil de aluminio para proceso lacado puede llevarse a cabo por dos tecnologías que se diferencian en el uso de la cromatización o no. Ambas tecnologías están regidas y controladas por la organización internacional QUALICOAT, la cual las integran las plantas lacadora de todos los países desde el año 1986 y radica en Suecia. En esta etapa del proceso deben seguirse una serie de especificaciones y exigencias técnicas para lograr la calidad requerida en el producto terminado.
El objetivo general de este trabajo es dar a conocer las especificaciones técnicas que se deben cumplir durante el tratamiento químico superficial no crómico del perfil de aluminio para el proceso de lacado, por la importancia que revisten las mismas dentro de esta novedosa aplicación.
MATERIALES Y METODOS
En este trabajo se fijan las exigencias mínimas que deben implantarse a las instalaciones y a las materias primas a través de las normativas de calidad vigentes. Se realiza la remodelación de las cubas de la etapa de pretratamiento de la planta para adecuarlas a la nueva tecnología. Esta es una tecnología que aventaja a la anterior por el hecho de no usar el cromo hexavalente que desde el punto de vista medio ambiental resulta muy perjudicial y esta tecnología al final reporta resultados iguales que la antigua tecnología.
En una primera cuba (figura 1) se realizan a la vez las tres operaciones con el uso de ACID-136, que es un producto líquido que se utiliza para el desengrase, desoxidado y decapado de la superficie del perfil de aluminio por inmersión. Con este tratamiento después de 10 minutos queda eliminado todo rastro de grasa u óxido [3], la suciedad y aceites, la suciedad más resistente al proceso para obtener una superficie más uniforme del aluminio y elimina el óxido de la superficie del perfil. En una segunda cuba se realiza un primer enjuague con agua de la red y una tercera cuba para un enjuague posterior con agua desionizada para eliminar los posibles sobrantes. Por último, en una cuarta cuba se realiza el proceso de pasivado. En esta etapa se produce una capa de conversión casi incolora sobre el aluminio y se lleva a cabo con el uso del producto BULCOAT 2000 [3].

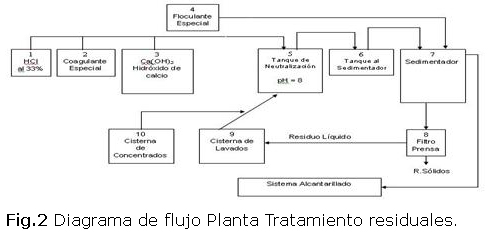
La segunda parte del trabajo consiste en la instalación de la planta de tratamiento de residuales (figura 2). Este tratamiento de residuales forma parte del proceso de inversión de que fue objeto la planta lacadora para la implantación de la tecnología no crómica en el lacado, como parte de la política medio ambiental que se viene desarrollando en los últimos años, para la eliminación de sustancias como el cromo hexavalente, usados en la anterior tecnología para la creación de la capa pasiva sobre la superficie del aluminio. [4]
Posteriormente se realizó un estudio detallado del proceso de producción de la planta, para determinar los puntos de descarga de estos residuales.
Se determina que los mismos son provenientes de la cuba de decapado y desengrase de los perfiles, de las cubas de enjuagues posteriores y de la cuba del tratamiento de pasivado, es decir, los residuales provienen sólo de la etapa de tratamiento químico.
El tratamiento se encuentra totalmente automatizado, desde el control del pH, niveles de tanques y cisternas, cantidades de productos y reactivos inyectados. El único proceso manual que se realiza es la limpieza (muy sencilla) de las gavetas del filtro prensa para desprender el sedimento sólido.
Por experiencias anteriores en el extranjero se conoce que estos líquidos residuales después de tratados correctamente en plantas similares, cumplen o deben cumplir con las especificaciones planteadas en la Norma Cubana implantada en 1999 para el vertimiento de aguas residuales a las aguas terrestres y alcantarillado. [5].
El proceso de tratamiento de los residuales líquidos de esta planta consiste en síntesis en las siguientes etapas: (Ver diagrama de flujo figura 2). Los residuos de las cubas se separan en dos cisternas: una (10) para los concentrados de ACID 136 I y BULCOAT 2000 y otra (9) para los residuos de los lavados con agua. Mediante bombeo se lleva el residuo de agua de enjuague hasta un tanque Neutralizador (5) y a esta corriente se le inyecta en pequeña cantidad el residuo de la cisterna de (10) concentrados. En este tanque neutralizador a través de un proceso automático de inyección de ácido clorhídrico al 33% o de hidróxido de calcio y la adición de coagulante especial se logra estabilizar el pH a 8 en estos residuos líquidos. Este líquido se bombea a un tanque (6) que sirve de almacenaje para posteriormente ser bombeado a un tanque sedimentador (7) en figura 3.

En el sedimentador (7) en figura 2 y 3 como su nombre lo indica se sedimentan los sólidos, con la ayuda de la adición de un floculante especial bombeado al mismo desde el tanque (4) figura 2 y 4, lo cual facilita que los sedimentos desciendan al fondo y el líquido claro saldrá por reboso por la salidas superiores diseñadas en el tanque para este propósito. El lodo del fondo del sedimentador se bombea hacia un filtro prensa (8) figura 2 y 3 que separa la porción sólida de la líquida en este residuo, la líquida se envía de nuevo a la Cisterna de aguas residuales de enjuagues y los residuos sólidos se están almacenando.

Antes de comenzar el tratamiento químico superficial del perfil de aluminio, se procede a revisar que el perfil de aluminio [3] no presente ralladuras mayores de 0,1 ± 0,01 mm de profundidad que no posean contaminación (grasa, suciedad, etc.) y que no existan zonas oxidadas, manchadas no cambios en la coloración. Si los perfiles presentan suciedad estos serán limpiados antes de entrar en el proceso de tratamiento químico con aire comprimido de poca presión aplicado a todo el perfil. Las zonas que continúen sucias (de grasas, etc.) se limpiarán con un paño limpio.
La línea de tratamiento por lo general consta en total con seis tanques y un horno de secado:
Desengrase y Ataque aluminio, Lavado agua de red (2 tanques), Lavado con agua desmineralizada (2 tanques), conversión o pasivado, Secado (horno para secado de los perfiles a 130 ºC).
Ver a continuación la tabla.
A la hora de trabajar con la cuba de limpieza ácida, no se deben introducir piezas de hierro o cualquier otro material reactivo que pueda contaminar el baño, eliminar residuos de grasa de la superficie y recoger periódicamente los residuos sólidos del fondo de la cuba.
El contenido de los residuales provenientes del proceso de tratamiento químico superficial del aluminio son ácidos provenientes de la composición de los productos que se añaden a los baños (en pequeñas proporciones) y pequeñas cantidades de metales (solubles y particulados) productos del proceso de decapado al que se someten los perfiles de aluminio y algún otro resto de grasa que se encuentre adherido a la superficie del perfil y se incorpora al baño por el proceso de desengrase. Teniendo en cuenta la fiscalización de los parámetros de trabajos de las cubas, junto con las medidas y cuidado que se deben tener con la cuba de limpieza con ácido, que han sido expuestas anteriormente, se puede lograr mejorar la eficiencia de trabajo de la planta de tratamiento de residuales, incluyendo la regulación de los parámetros de trabajo.
CONCLUSIONES
1. Cumpliendo con las especificaciones técnicas establecidas en la etapa de tratamiento químico superficial del perfil de aluminio, se garantizan la calidad del lacado y la protección del medio ambiente.
2. Fiscalizando los resultados de la hoja analítica de los ensayos del comportamiento de los baños, las medidas que hay que tener en cuenta con la cuba de limpieza ácida, así como la regulación de los parámetros de trabajo de la planta de tratamiento de residuales, se puede cumplir con las especificaciones planteadas en la Norma Cubana implantada en 1999 para el vertimiento de aguas residuales a las aguas terrestres y alcantarillado.
BIBLIOGRAFIA
1. GONZÁLEZ ORTEGA, Lilia del Carmen. El aluminio lacado como alternativa segura de materiales para la construcción. Instituto Superior Politécnico José Antonio Echeverría, Habana, 2013.
2. BAUTISTA, A, et al. Corrosión filiforme del aluminio lacado. CSIC Revista de Metalurgia. 1996, vol 32, Nº. 5, p. 329-333.
3. MCNEIL MONTAÑES, Brenda Luisa. Evaluación del Proceso Tecnológico de la planta para el lacado de perfiles de aluminio. Instituto Superior Politécnico José Antonio Echeverría, Habana, 2013.
4. Masides, J. A. Feasibility study of alum recovery in wastewater treatment plants. Water Research. Vol 22, núm. 4, p. 399-405. Barcelona, España. 1988.
5. Oficina Nacional de Normalización. Vertimiento de aguas residuales a las aguas terrestres y al alcantarillado. Edición 1. Habana: NC 1999.
Recibido: Febrero de 2015
Aprobado: Junio de 2015
Brenda Luisa McNeil MontañesI. Laboratorio de Ensayos de Tropicalización (LABET). Centro de Tecnología y Calidad (CTEC). Ministerio de Industria (MINDU). brenda@labet.co.cu


{kind=link}