










 Servicios personalizados
Servicios personalizados texto en
texto en  Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
El sector forestal, tanto en Angola como el resto del mundo está obligado a modernizar y diversificar la industria forestal para contribuir al desarrollo de servicios indispensables que constituyen derechos de toda la sociedad en su conjunto, por lo que la aplicación o implementación del control estadístico del proceso de aserrado constituye una eficaz herramienta, coincidiendo en este sentido con los trabajos desarrollados por Álvarez et al., (2017), Hernández y Da Silva-Portofilipe, (2016) y Mulat et al., (2017).
El control de la calidad de la madera es un problema en Angola, lo cual determina la importancia de realizar investigaciones que mejore el manejo de la madera y la adquisición de nuevas tecnologías de aserrado.
Como control de la calidad se define al sistema de métodos de producción que económicamente genera bienes o servicios de calidad, acorde con las exigencias de los consumidores. El control de calidad moderno utiliza métodos estadísticos y suele denominarse control de calidad estadístico (Denig, 1990).
Practicar el control de la calidad es desarrollar, diseñar, manufacturar y mantener un producto de calidad que sea capaz de satisfacer al consumidor. Para alcanzar esta meta, es preciso que todos en la empresa promuevan y participen en el control de la calidad. Por otra parte, el control de la calidad hace referencia a un proceso o un conjunto de actividades y técnicas operacionales que se utilizan para cumplir los requisitos de calidad (Mulat et al., 2017); Nassur et al., (2013) considerando el desarrollo de una estrategia en el aserradero que tenga en cuenta la calidad de las trozas utilizadas, así como la implementación de modelos de control de calidad de la madera aserrada, con la posibilidad de incrementar la eficiencia del proceso productivo.
Teniendo en consideración los elementos antes expuestos, el objetivo del presente trabajo está encaminado a la aplicación del control estadístico durante el procesamiento mecánico de la madera para elevar la calidad y los rendimientos de madera aserrada.
Materiales y métodos
Condiciones de trabajo
El trabajo se ha realizado en el Aserradero Amorim, ubicado en la ciudad de Cabinda, perteneciente a la provincia de Cabinda, situada al Norte del territorio de la República de Angola (Figura 1), Bauza et al., (2006).
Determinación del tamaño de la muestra e intensidad del muestreo
Los datos fueron tomados de una población de 100 trozas para las especies Baillonella toxisperma (Moabi), Erythrophleum ivorense A. Chev (N´Kassa), Entandrophragma angolense (Tiama) y Sarcocephalus diderrichii de Wild e Th. Dur (Ngulo Mazi) procedentes de la selva de Maiombe, para determinar el número de unidades representativas para el estudio, teniendo como variable de interés el diámetro en la base de las trozas; para determinar el número de unidades representativas para el estudio, a partir de la ecuación expuesta por Chacko, (1965) , Freese, (1967) y Dobie (1972), citado por Zavala y Hernández, (2000) (Ecuación 1).
En que:
n |
- tamaño de la muestra |
t 2 α |
- valor tabular de t con (n-1) grados de libertad |
S 2 |
- varianza estimada |
E 2 |
- error admisible |
De este modo, el resultado final, según la expresión matemática precedente, se define en 40 trozas, por lo que se mantienen las 100 utilizadas en la prueba, que pueden ser apreciadas en la Figura 2, en el aserradero Amorim, en la ciudad de Cabinda; lo cual representa un valor muestral superior a lo expuesto en las investigaciones desarrolladas por Garcia et al., (2012), al utilizar solo tres muestras por especie (Figura 2).

Determinación de los defectos de las trozas
a) Conicidad
Para determinar la conicidad de las trozas se aplicó la fórmula utilizada por Riesco et al., (2013), Missanjo y Magodi (2015) , Ortiz et al., (2016) y Kozakiewicz et al., (2018) (Ecuación 2).

Donde:
Con |
- conicidad, cm /m |
D1 |
- diámetro menor de la troza, (cm) |
D2 |
- diámetro mayor de la troza, (cm) |
L |
- longitud de la troza, (m) |
b) Excentricidad
Para la determinación de la excentricidad de la médula se ubicó el centro geométrico en la sección transversal final de cada troza y se midió la distancia de la médula al centro de la misma sección transversal (Figura 3), Moya et al., (2008).
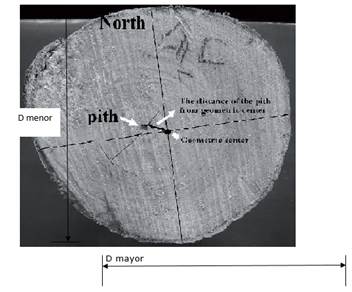 Fuente: Moya et al., (2008
Fuente: Moya et al., (2008Fig. 3 - Sección transversal de la troza para determinar el centro geométrico
La excentricidad de la médula fue calculada mediante la ecuación expuesta a continuación según Blanco et al., (2014) (Ecuación 3).

Donde:
Ex |
- excentricidad, L |
c |
- distancia entre el centro geométrico y la posición real de la médula, m |
dm |
- Diámetro medio de la troza, m |
c) Ovalidad
La determinación de la ovalidad de las trozas puede ser determinada a partir de la siguiente expresión matemática utilizada por Álvarez et al. (2013) y Riesco et al., (2013) (Ecuación 4).

Donde:
Ov |
- ovalidad, % |
Dmax |
- diámetro máximo de las trozas, m |
Dmin |
- diámetro mínimo de las trozas, m |
Para el procesamiento estadístico de los datos obtenidos se utiliza el programa SPSS.15, con la finalidad de obtener los valores medios, así como los principales estadígrafos que caracterizan los resultados obtenidos. Así se podrá definir la calidad de las trozas según la norma brasileira para la clasificación de las trozas de maderas foliosas de 1984.
Determinación de la variación de aserrado a partir de la implementación del control estadístico del proceso de aserrado
Para la realización del análisis pertinente, en el aserradero Amorin, se han tomado 100 piezas aserradas para cada una de especies Muabi, N´Kassa y Tiama, con las mismas dimensiones nominales, teniendo en consideración la metodología utilizada por Leyva et al., (2017).
A cada pieza de madera aserrada se le tomaron seis mediciones, tres en cada canto, en forma equidistante a lo largo de las mismas, teniendo el cuidado de establecer una secuencia permanente de las mediciones respecto a la dirección de salida de las piezas de la sierra, con el objetivo de identificar eventuales problemas en los equipos. Las mediciones se realizan con un pie de rey hasta la precisión de la décima de milímetro, en áreas de madera sana, evitando nudos, pudriciones y otros defectos.
Debido a la complejidad y volumen de los cálculos, sobre todo en el cómputo de las variaciones de grosor en el aserrío cuando se dispone de una muestra grande, fue necesario encontrar una herramienta ágil y factible para el procesamiento de los datos (Sundholm, 2015).
Para ello, se utilizó el software Control versión 5.1, que permite determinar las dimensiones óptimas de aserrío; así como la determinación de la variación en grosor, el cual se basa en la formulación planteada por Brown, (1986) para el cálculo de la dimensión óptima del surtido y de otros parámetros que a continuación se describe: (Ecuación 5); (Ecuación 6); (Ecuación 7) y (Ecuación 8).
Cálculo de la dimensión óptima (Do)

Donde:
Do |
- dimensión óptima de corte de madera verde, mm |
DF |
- dimensión final, mm |
TC |
- tolerancia por cepillado en ambos lados del surtido, mm |
%C |
- tolerancia por contracción de la madera |
%; Z |
- factor de dimensión mínima aceptable (adimensional) |
St |
- variación total de aserrado, mm |

Donde:
Sd |
- desviación estándar del proceso de aserrado dentro de las piezas (mm) |
Se |
- desviación estándar del proceso de aserrado entre piezas (mm) |

Donde:
S 2 (X) |
- representa la varianza de las medias de los grosores de cada pieza muestreada |
n |
- número de mediciones por pieza |
Por otra parte, se debe tener en consideración la variable Dimensión Critica (Dc), que está relacionada con la dimensión de la madera verde, si se pudieran producir piezas sin variación de aserrado. La expresión matemática que posibilita determinar esta dimensión es la siguiente (Ecuación 9).
Los datos de las muestras analizadas son procesados a partir del programa Control, considerando los siguientes aspectos específicos:
Donde:
DF |
= 25 mm |
TC |
= 0 |
C |
- se emplea el valor de la contracción tangencial de las maderas analizadas: Moabi = 8,7 (CIRAD, 2012); |
Tiama |
= 8,7 (CIRAD, 2012); |
N´ |
Kassa = 8,5 (Bosch, 2006); |
Ngulo Mazi |
|
Z |
- 5 % de acuerdo con Zavala, (1991) y Najera, (2011) |
Resultados y discusión
Análisis de la calidad de las trozas de las diferentes especies utilizadas en el aserradero Amorim, Cabinda
Durante la conversión, los defectos de las trozas presentan un impacto muy significativo sobre los rendimientos de madera aserrada y la calidad de la misma.
Se pueden definir las magnitudes de los defectos determinados en las trozas de las especies investigadas (Tabla 1).
Conicidad
Las trozas de Tiama son las que presentan un mayor índice de conicidad. Sin embargo, es determinante exponer que los valores expuestos en la Tabla 1 para las cuatro especies se encuentran por debajo de 1 cm/m, siendo inferiores a los encontrados por Polli et al., (2006), para diferentes clones de Eucalyptus, al obtener valores de conicidad media de 1,8 cm/m; así como Hornburg et al., (2012), que obtuvo valores que fluctuaron entre 0,76 - 1,19 cm/m para seis especies de Eucalyptus sp. Por su parte, Stragliotto et al., (2019), también obtuvieron valores de conicidad superiores a los obtenidos en el presente trabajo para las especies Qualea paraensis (1,57 cm/m) y Erisma uncinatum (1,28 cm/m).
Por otra parte, se puede establecer a partir de la norma brasileira de clasificación de maderas latifolias (IBDF, 1984), que las trozas de las cuatro especies investigadas, pueden ser clasificadas como trozas de calidad superior o SU, partiendo del hecho de que estas mismas trozas presentan conicidades por debajo del 3 cm/m, definiendo además que estas magnitudes de conicidad no tendrán una influencia negativa sobre la eficiencia del aserradero Amorim; coincidiendo con Álvarez et al., (2017), reafirmando los planteamientos de Zhang et al., (2005) y Leckoundzou, (2012), expuestos en la siguiente expresión matemática, que tiene como referencias el análisis de elasticidad (Ecuación 10).

Excentricidad de la médula
La excentricidad indica el distanciamiento de la médula con relación al centro geométrico del árbol y se utiliza como una referencia para evaluar el efecto resultante de las tensiones de crecimiento del árbol. Al clasificar los resultados de excentricidad de las especies analizadas a partir de la norma (IBDF, 1984), todas las trozas se clasifican como de Calidad I, teniendo en consideración que los valores de excentricidad obtenidos no exceden el 10 % (Figura 4).

El valor medio de la excentricidad de las trozas de N´Kassa (7, 54) es menor que los resultados obtenidos por Blanco et al., (2014), para un 9 %. De manera general, valores de excen tricidad altos sugieren presencia de madera de tensión, la cual demerita los procesos de secado de la madera con el surgimiento de deformaciones, produciendo también un efecto negativo en la superficie de las chapas después del lijado Shi y Walker, 2006; citados por Medhurstad et al., (2011).
La especie que presenta los mayores índices de excentricidad es la Tiama, por lo que se puede definir que en el aserradero analizado es factible exponer que las piezas procesadas de esta especie podrían presentar deformaciones durante el secado de la madera, como consecuencia de las magnitudes de excentricidad y la presencia de madera de tensión; coincidiendo con Kozakiewicz et al., (2018).
Ovalidad
En relación a la Ovalidad, en la Tabla 1 se aprecia que la Tiama presenta las mayores magnitudes, en una media de 16,65 %, que supera los límites permisibles para la clasificación de la calidad superior de las trozas, que acepta hasta un 10 % de ovalidad, según la norma brasileira de clasificación de las trozas de latifolias (IBDF, 1984). (Figura 5) Este elemento sin duda afecta los rendimientos de madera aserrada y la productividad en los aserraderos; coincidiendo con los resultados expuestos por Blakemore et al., (2010).

Se puede definir, entonces, que estas trozas con irregularidades son potencialmente generadoras de mayores porcentajes de residuos, implicando una significativa afectación de los rendimientos de madera aserrada; para perfeccionar la utilización de estas trozas con defectos, principalmente la ovalidad y excentricidad, es significativo optimizar la amplitud del primer corte de apertura de las trozas para obtener los mayores volúmenes de madera aserrada, teniendo en consideración el análisis matemático que se aprecia en la Figura 6, que se expone a continuación (Ecuación 11); (Ecuación 12) y (Ecuación 13).
Derivando en función de la variable a:

Aplicando el criterio de la segunda derivada (Ecuación 14); (Ecuación 15); (Ecuación 16) y (Ecuación 17).



Sustituyendo (17) en (16), se tiene que (Ecuación 18) y (Ecuación 19).

Para afirmar que x = 0,198538909 r es máximo se tiene que utilizar el criterio de la segunda derivada (Ecuación 20).

Sustituyendo (18) y (19) en (20), se obtiene que- 6.875550801 r < 0 para todo r positivo, garantizando que x = 0,1985389009 r es el máximo.
Sustituyendo (12) y (13) en (11) se obtiene: (Ecuación 21); (Ecuación 22) y (Ecuación 23).

Considerando que


Siendo y= 0,9 r la expresión matemática que define el primer corte de apertura en las trozas para reducir el efecto sobre los rendimientos de madera aserrada en las trozas con una marcada presencia de ovalidad, como es el caso de las trozas de Tiama (Figura 6).

Control estadístico del proceso de corte en el aserradero Amorin, Cabinda
En el aserradero Amorim. en la ciudad de Cabinda, existe un sobredimensionamiento generalizado de la madera aserrada (Tabla 2).
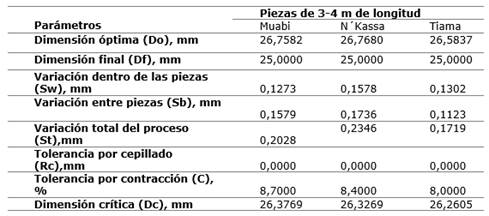
De acuerdo con los valores medios de grosor para las piezas representadas en la Tabla 2, se muestran valores para las tres especies, por encima de lo establecido como dimensión final (25 mm), con variaciones mayores a 1,5 mm, representando una considerable pérdida de madera aserrada; lo cual implica la necesidad de desarrollar en el aserrío el proceso de control estadístico del proceso, coincidiendo con Barrera, (2016).
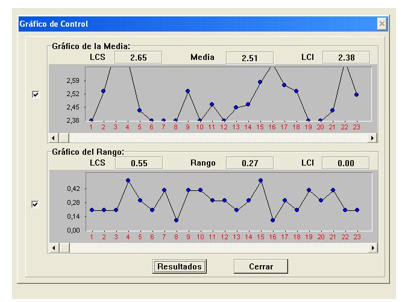
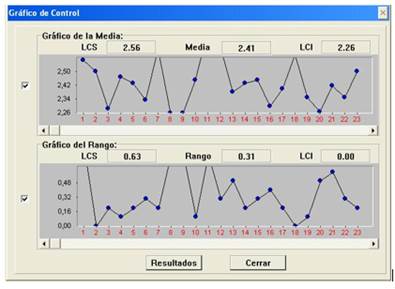
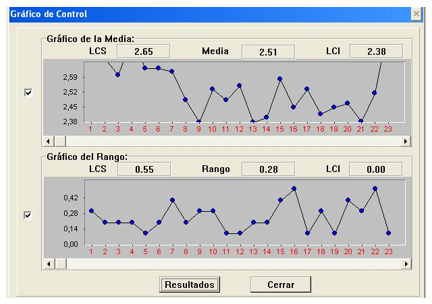
El empleo del programa Control para la determinación de las dimensiones óptimas de madera aserradas, así como la construcción de gráficos de control (Figura 6, Figura 7 y Figura 8 , Figura 9) constituye una herramienta adecuada para tomar decisiones dirigidas a aumentar los rendimientos y calidad de la madera aserrada, exponiendo que la automatización constituye una excelente herramienta para el manejo de datos y toma de decisiones en lo aserraderos.
La excentricidad y la ovalidad son los dos defectos que presentan mayores magnitudes, siendo las trozas de Entandrophragma angolense las que muestran los menores niveles de calidad.
De acuerdo con los valores medios de grosor para las piezas representadas, se muestran valores para las tres especies, por encima de lo establecido como dimensión final (25 mm), con variaciones mayores a 1,5 mm, representando una considerable pérdida de madera aserrada, lo cual implica la necesidad de desarrollar en el aserrío el proceso de control estadístico del proceso.
El empleo del programa control para la determinación de las dimensiones óptimas de madera aserrada, así como la construcción de gráficos de control, constituye una herramienta adecuada para tomar decisiones dirigidas a aumentar la calidad de la madera aserrada.

