










My SciELO
 Custom services
Custom servicesServices on Demand
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkRevista Cubana de Farmacia
On-line version ISSN 1561-2988
Rev Cubana Farm vol.48 no.4 Ciudad de la Habana Oct.-Dec. 2014
ARTÍCULO ORIGINAL
Evaluación del sistema de medición en la fabricación de gel de hidróxido de aluminio
Evaluation of the measurement system analysis in the aluminum hydroxide gel production
DrC. Mario Gustavo Otero Fernández,I MSc. Profesor Auxiliar Amilkar Mazorra Lopetey,I DrC. Medardo Ulloa EnríquezII
I Universidad de Granma, Facultad de Ciencias Económicas y Empresariales. Bayamo, Granma, Cuba.
II Universidad Técnica de Cotopaxi. Ecuador.
RESUMEN
Introducción: el estudio de repetibilidad y reproducibilidad se basa en la cuantificación experimental de la contribución del sistema de medición a la variabilidad total observada, y determina si este es aceptable o no.
Objetivo: evaluar el sistema de medición en la fabricación de gel de hidróxido de aluminio mediante el estudio de repetibilidad y reproducibilidad.
Métodos: el estudio de repetibilidad y reproducibilidad se desarrolló a través de un experimento factorial balanceado de efecto aleatorio. Se tomaron 10 muestras (partes) del producto terminado, de un lote de producción, las que se midieron dos veces por tres operadores seleccionados aleatoriamente. Las mediciones se realizaron en el Laboratorio de Investigación de Medilip (nivel de confianza: α= 0,05; 95 %). Se aplicó el método ANOVA cruzado. El procesamiento de los datos se realizó utilizando el paquete estadístico Minitab 16.
Resultados: según los índices Cg y Cgk (estudio tipo I), se comprobó que el sistema de medición fue aceptable. Con el estudio de repetibilidad y reproducibilidad se determinó que el factor que contribuye en mayor cuantía resultó el denominado "partes" (96,85 %) y que la contribución de la variabilidad del sistema de medición (3,15 %) fue aceptable, así como el porcentaje de la varianza del estudio con respecto a la varianza total (17,75 %).
Conclusiones: el estudio de repetibilidad y reproducibilidad identifica al factor "parte" como el de mayor contribución a la variabilidad total y que el sistema de medición es adecuado, lo cual está avalado por los índices reconocidos internacionalmente, por lo que se recomenda tomar acciones para mejorar el desempeño.
Palabras clave: sistema de medición, estudio de repetibilidad y reproducibilidad, variabilidad, repetibilidad, reproducibilidad, ANOVA.
ABSTRACT
Introduction: the repeatability and reproducibility study is based on experimental quantitation of the measurement system contribution to the total observed variability, and is aimed at determining whether this system is acceptable.
Objective: to evaluate the measurement system in aluminum hydroxide gel production process through the repeatability and reproducibility study.
Methods: this study was carried out through a balanced factorial experiment of random effect. Ten finished product samples from a production batch were measured twice by three randomly selected operators. The measurements were made in the Medilip research laboratory (Cross ANOVA method. Confidence level α= 0.05; 95 %). The statistical package Minitab 16 served to process relevant data.
Results: according to Cg and Cgk (type I Study) indexes, the measurement system was acceptable. The repeatability and reproducibility study determined that the main contributing factor was "parts" (98.85 %) and that the measurement system variability (3.15) was also allowable as well as the percentage of the study variance with regard to the total variance (17.75 %).
Conclusions: the repeatability and reproducibility study identifies the factor called "parts" as the one largely contributing to the total variability and determines that the measurement system is adequate, which is endorsed by international set standards, so it is recommended to take actions to improve its performance.
Keywords: measurement system, repeatability and reproducibility study, variability, repeatability, reproducibility, ANOVA.
INTRODUCCIÓN
La calidad de los productos y servicios constituye uno de los elementos de gran importancia para la competencia en el mercado. Una herramienta fundamental para lograr y mantener un determinado nivel de calidad es, sin duda, el control estadístico de proceso, el cual considera un conjunto de métodos y herramientas que van desde el diagnóstico hasta la realización de experimentos orientados a la optimización.
La implementación del control estadístico requiere de un sistema de captación y registro de datos relevantes del proceso, asociados a las variables críticas que determinan y condicionan el éxito de los objetivos previstos. Ahora, debe tenerse presente que una característica común a todo proceso es su variabilidad inherente y que parte de esa variabilidad observada está determinada por el sistema de medición. Lamentablemente este hecho se obvia por la creencia de que los datos se corresponden absolutamente con el valor real de las variables. Esta actitud pudiera inducir a un incorrecto tratamiento de los datos primarios seguido de una interpretación errónea, con la posibilidad de la presencia de errores de tipo I y II que afecten el proceso de toma de decisiones, y deriven todo ello acciones de ninguna o muy poca efectividad, pues no se estaría actuando sobre las causas reales que generan la variabilidad.
La obtención de información cuantitativa (datos) implica realizar mediciones sobre unidades de interés, y es donde radica la importancia de la actividad de medir. Así se considera que para avanzar en un programa de mejoramiento de calidad es necesario contar, entre otras cosas, con un sistema de medición confiable; por estas razones se ha puesto especial cuidado en desarrollar sistemas que aseguren que estos cumplan y garanticen sus resultados y la evaluación de la conformidad del producto.1 Además, es preciso lograr que los sistemas de medición se conviertan en un factor de mejora de los procesos y no en un elemento que los obstaculice.2
Tradicionalmente, en la evaluación de las mediciones se consideraban solo características técnicas de los equipos de medición tales como exactitud, linealidad y estabilidad. Sin embargo, hoy se reconoce la importancia que tiene evaluar al sistema de medición, de modo que al menos se tengan en cuenta tres componentes: operador, equipo de medición y las partes o muestras a objeto de medición. Así los estudios repetibilidad y reproducibilidad (R&R) permiten medir de forma experimental qué parte de la variabilidad total observada en los datos es atribuible al error de medición y cuantificar su influencia en las tolerancias de las características críticas de calidad del producto, y determinar si esta variación es aceptable o no.3
Los datos que genera el sistema de medición son utilizados para apoyar la mayoría de las decisiones organizacionales, sean estas a nivel operacional, táctico o estratégico; de modo que se considera dato crítico aquel que resulte más importante teniendo en cuenta su determinado uso. Al hablar de uso, el término queda referido normalmente a las diferentes decisiones que se toman con los datos.4,5
El estudio R&R se basa en la cuantificación de la variabilidad asociada al sistema de medición y su posterior comparación con la variabilidad total observada; por lo que es requerimiento fundamental para ello que resulte factible obtener mediciones repetidas de una misma unidad bajo las mismas condiciones experimentales, de lo contrario, la variabilidad en las mediciones estará confundida con la variabilidad propia de las partes medidas, lo cual hace imposible que el experimentador pueda discernir qué porcentaje de contribución tiene cada uno de estos factores, partes y sistema de medición, sobre la variabilidad total observada.6
En este contexto en la empresa Laboratorio Farmacéutico Medilip se desarrollan estudios con el fin de lograr mejoras en el sistema de gestión de la calidad, con énfasis en el sistema de medición, de aquí la necesidad de la presente investigación, con el objetivo de evaluar el sistema de medición en la fabricación de gel de hidróxido de aluminio.
MÉTODOS
Producto seleccionado: piperazina jarabe
Variable a evaluar: pH
Equipos de medición: medidor de pH digital; marca HANNA; modelo PH 210; rango de pH (0,009 a 14,00); exactitud pH= ± 0,01; desviación típica pH= ± 0,03.
Calibración automática 1 a 2 puntos 5 buffer memorizar (4,01; 6,86; 7,01; 9,18; 10,01).
Electrodo HI 113B cuerpo de cristal. Electrodo de pH inducido. Certificado de calibración emitido por el Laboratorio de Calibración acreditado OTN, perteneciente a la provincia Holguín. La incertidumbre de calibración es de 0,061 con K= 2.
Característica de las partes a medir: límite de especificación superior= 6,00; límite de especificación inferior= 5,00; valor objetivo= 5,50 y tolerancia= 1,00.
Criterio de aceptación:7 si la contribución de la variabilidad del estudio R&R del sistema de medición con respecto a la variación total es:
- Menor que 10 %: el sistema de medición es aceptable.
- Entre 10 % y 30 %: el sistema de medición es aceptable, aunque requiere de acciones de mejora.
- Mayor que 30 %: el sistema de medición no es aceptable.
Número de categorías distintas (nc), mide la resolución del instrumento de medición.
Un valor de 5 o más denota un sistema de medición aceptable.
ESTUDIO TIPO I: CAPACIDAD DEL SISTEMA DE MEDICIÓN
Permite evaluar los efectos combinados de sesgo y repetibilidad, basándose en múltiples mediciones de una misma parte (muestra) y se lleva a cabo antes de los estudios R&R del sistema de medición. Se tomó una muestra (parte) del producto terminado, un operador y la medición se repitió 25 veces. Valor umbral típico para los índices Cg y Cgk= 1,33
ESTUDIO DE REPETIBILIDAD Y REPRODUCIBILIDAD8
Se desarrolló un experimento factorial balanceado de efecto aleatorio. Factores: analista (operador) (se seleccionaron aleatoriamente tres analistas de los que rutinariamente realizan la medición, utilizando una tabla de números aleatorios) y se tomaron 10 muestras (partes) del producto terminado de un lote. Estas muestras fueron medidas en forma aleatoria, aplicando una tabla de números aleatorios, dos veces por cada uno de los analistas, en correspondencia con la establecido como el mínimo de repeticiones, en Minitab 16 para este tipo de estudio. Se garantizó que en cada medición realizada el operador no conociera cuál parte estaba midiendo, ni cuáles fueron sus mediciones anteriores sobre ella, y mucho menos las informadas por los demás operadores. Nivel de confianza: α= 0,05 (95 %). Se aplicó el método ANOVA cruzado (todos los operarios miden las veces establecidas todas las partes).
El análisis estadístico de los datos se realizó utilizando el paquete estadístico Minitab 16. El estudio se efectuó en el laboratorio de la UEB de Investigación y Desarrollo de la Empresa Farmacéutica Medilip.
RESULTADOS
ESTUDIO TIPO I: CAPACIDAD DEL SISTEMA DE MEDICIÓN
Antes de procesar los datos, se verificó la ausencia de datos discrepantes, y seguidamente (Fig. 1) el cumplimiento de la distribución normal a través de la prueba de Kolmogorov Smirnov.
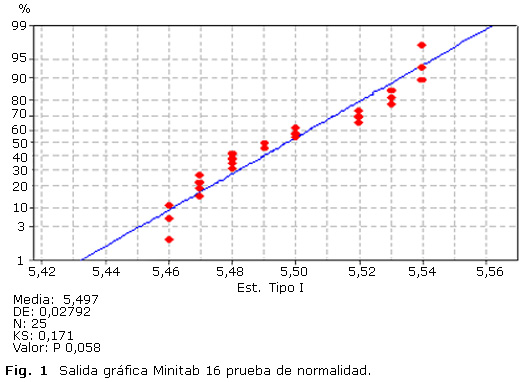
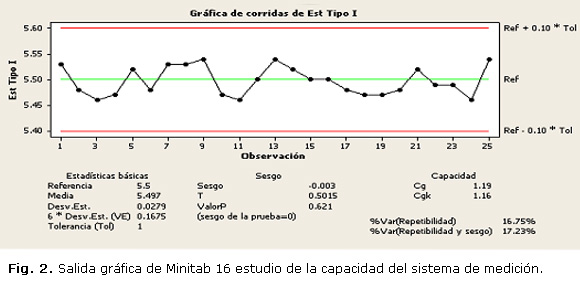
Teniendo en cuenta el valor de p (0,058), se aceptó que los datos cumplieron la distribución normal. En la figura 2 se representa gráficamente el comportamiento de las medidas repetidas con respecto al valor de referencia (5,50) que se correspondió con el valor objetivo establecido, así como los valores de los índices Cg y Cgk, y se obtuvieron los valores de 1,19 y 1,16, respectivamente.
El porcentaje de variabilidad correspondiente a la repetibilidad "% Var (repetibilidad)" se determinó a partir del índice Cg, en cambio el porcentaje de variabilidad combinado: repetibilidad y sesgo "% Var (repetibilidad y sesgo)" se determinó a partir del índice Cgk, de aquí que valores pequeños de estos indicaron una pequeña variación de la medición en comparación con la tolerancia. El estudio realizado mostró valores de Cg y Cgk de 16,75 y 17,23 %, respectivamente.
ESTUDIO DE REPETIBILIDAD Y REPRODUCIBILIDAD
Antes de realizar el ANOVA se verificó que los datos dentro de cada tratamiento cumplieran con la distribución normal, aplicando la prueba de Kolmogorov-Smirnov prevista en Minitab 16 para estos estudios, y para verificar la homogeneidad de varianza entre los tratamientos se hizo a través de la prueba de Bartlett, la que mostró un valor de p= 0,62.
En la tabla 1 se presenta el resultado del análisis de variancia con interacción, en la cual se aprecia, según los valores de p, que el factor que mayor influencia presentó en el error de medición fue el denominado "partes" que se corresponde con las muestras de producto terminado. Nótese que los valores de p para el factor "operadores'' y para la interacción "partes x operador", fueron superiores a 0,05; por tanto, la influencia de estos en el error de medición no es significativa, por esta razón no se tiene en cuenta en la tabla 2.
Como se puede observar en la tabla 3, el componente que presenta mayor varianza fue "parte a parte" (0,0060710; por esta razón le corresponde el mayor porcentaje (96,85) con respecto a la varianza total (0,0062685); lo que significa que este es el factor que mayor influencia tiene en la variabilidad. En cambio, el porcentaje de variación del sistema de medición, es decir, fuente "R&R del sistema de medición total" fue solo un 3,15 %, lo que representa una pequeña contribución.
En la tabla 4 se informa la desviación estándar de cada componente y la varianza del estudio, información que permite determinar el porcentaje de la varianza de cada componente con respecto a la varianza total y a la tolerancia (tabla 5). Para el estudio realizado, el número de categorías distintas nc= 7.
DISCUSIÓN
ESTUDIO TIPO I: CAPACIDAD DEL SISTEMA DE MEDICIÓN7
El valor de p= 0,621 asociado a la prueba del sesgo (-0,003), indica que no es significativo, es decir, la ausencia de sesgo en el sistema de medición. Para el análisis de los resultados del estudio tipo I se utilizan los índices Cg, el cual compara la variación del sistema de medición con la tolerancia y el índice Cgk, el que, además de comparar la variación con la tolerancia, la compara con el sesgo. A partir del estudio se obtuvieron valores de 1,19 y 1,16 de los índices Cg y Cgk, respectivamente, los cuales son inferiores al valor umbral típico (1,33), lo que significa la necesidad de mejorar la capacidad del sistema de medición.
Por otro lado, debe tenerse en cuenta que el valor umbral 1,339 de los índices Cg y Cgk, que representan la capacidad del sistema de medición, se corresponde con un valor umbral de variabilidad de 15,00 %. En este estudio se alcanzan valores de 16,75 y 17,23 %, respectivamente, valores ligeramente superiores al valor umbral, lo que ratifica que aunque el sistema es adecuado, requiere de acciones para mejorar su desempeño.
ESTUDIO DE REPETIBILIDAD Y REPRODUCIBILIDAD8
Del resultado del ANOVA (tabla 1) es muy importante destacar que teniendo en cuenta los valores de p, no se considera significativa la contribución a la variabilidad del sistema, de los factores "operadores" (analistas) y "partes x operador", que representa la posible interacción de ambos factores, por tanto, en la tabla 2 no son considerados.
La contribución de cada componente a la varianza total se presenta en la tabla 3, en la cual se observa la gran influencia que tiene el factor "parte" lo que debe ocurrir de forma ideal, es decir, las diferencias observadas entre las mediciones deben atribuirse a las diferencias entre las partes, así como la variabilidad con respecto a la repetibilidad y reproducibilidad debería ser muy pequeña. Además, se aprecia que el sistema de medición es responsable de la variabilidad en mucha menor cuantía, representada por un 3,15 %.
En la tabla 4, segunda columna, se informa la varianza del estudio la que es la cantidad de variación causada por el sistema de medición y por las diferencias entre las piezas, representada por dos componentes: repetibilidad y reproducibilidad. Minitab calcula la varianza del estudio multiplicando la desviación estándar de cada componente por 6, porque es el número de desviaciones estándar necesarias para capturar 99,73 % de la variación de una fuente.
Como se puede observar en la tabla 5, el sistema de medición es responsable del 17,75 % de la varianza del estudio, de modo que según el criterio de aceptación declarado, aunque se considera adecuado el sistema de medición, debe ser mejorado. Un elemento muy importante es que el número de categorías distintas es 7, lo que avala el carácter de adecuado del sistema de medición.
REFERENCIAS BIBLIOGRÁFICAS
1. Potuondo Y, Potuondo J. La repetibilidad y reproducibilidad en el aseguramiento de la calidad de los procesos de medición. Rev Tecnol Quím. 2010;XXX(2):117-21.
2. López C, Trejo C, Echeverría S, Villac E. Impacto de la Metrología en los procesos de la industria de semiconductores. Simposio de Metrología Santiago de Querétaro. México: Centro Nacional de Metrología; 2008. p. 25.
3. Botero M, Arbeláez O, Mendoza J. Método ANOVA utilizado para realizar el estudio de repetibilidad y reproducibilidad dentro del control de calidad de un sistema de medición. Rev Scien Técn. 2007;13(37):533-7.
4. Pérez R. Análisis, rediseño y aplicación del procedimiento de diagnóstico de la calidad de los datos. Tesis de diploma. Departamento de Ingeniería Industrial, Instituto Superior Politécnico "José Antonio Echeverría", La Habana; 2008. p. 15.
5. Villalta J. Procedimiento para el diagnóstico de la calidad de los datos en organizaciones cubanas. Tesis de Doctor en Ciencias Técnicas. Instituto Superior Politécnico "José Antonio Echeverría", La Habana; 2008. p. 44.
6. Quaglino J, Pagura D, Dianda D, Lupachini E. Estudio de sistemas de medida con ensayos destructivos. Una aplicación sobre tiempos de producción. Rev SaberEs. 2010;(2):59-72.
7. Montgomery D, Runger G. Gauge capability and designed experiments. Part I: Basic Methods. Quality Engineering. 1993-a;6(1):115-35.
8. Montgomery, D Runger G. Gauge Capability Analysis and Designed Experiments. Part II: Experimental Design Models and Variance Component Estimation. Quality Engineering. 1993-b;6(2):289-305.
9. Automotive Industry Action Group (AIAG). Measurement Systems Analysis Reference Manual. 3rd ed. United States of America: Chrysler, Ford, General Motors Supplier Quality Requirements Task Force; 2002.
Recibido: 21 de julio de 2014.
Aprobado: 28 de agosto de 2014.
Mario Gustavo Otero. Universidad de Granma, Facultad de Ciencias Económicas y Empresariales. Calle 6 Número 13 alto, Reparto Manopla, Bayamo, Granma, Cuba. Correo electrónico: moterof@udg.co.cu


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}