










My SciELO
 Custom services
Custom servicesServices on Demand
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkVaccimonitor
Print version ISSN 1025-028X
Vaccimonitor vol.21 no.2 Ciudad de la Habana May-Aug. 2012
ARTÍCULO ORIGINAL
Aplicación del análisis de riesgo a la producción de proteínas recombinantes expresadas en Escherichia coli
The risk analysis used to manufacture recombinant proteins in E. coli
José García,1* Zeila Santana,1 Lourdes Zumalacárregui, 2 Marisel Quintana,1 Lorely Milá,1 Marbel Ramos,1 Alejandro Beldarraín 1
1 Centro de Ingeniería Genética y Biotecnología. Ave 31 e/ 158 y 190. CP 10600. La Habana, Cuba.
2 Facultad de Ingeniería Química, Instituto Superior Politécnico José Antonio Echeverría. Calle 114 No 11901 e/ Ciclovía y Rotonda. CP 19390. La Habana, Cuba.
email:jose.garcia@cigb.edu.cu
* Ingeniero Químico. Máster en Ciencias, Profesor Auxiliar
RESUMEN
En este trabajo se aplicó el análisis de riesgo, empleando la metodología de análisis de modos y efectos de fallas a los procesos de fermentación que utilizan la bacteria Esherichia coli como hospedero, para obtener proteínas recombinantes con fines terapéuticos, vacunales o diagnósticos. Se realizó el análisis del tipo y probabilidad de ocurrencia de las fallas en el proceso fermentativo, la evaluación del impacto en la calidad del mismo y la probabilidad de detección de dichas fallas. Se evaluó la severidad, probabilidad de ocurrencia y probabilidad de detección y se calculó el número de probabilidades de riesgo. Además, se emplearon técnicas utilizadas para el aseguramiento de la calidad como: tormenta de ideas y diagrama causa-efecto. Se concluye que las causas potenciales que tienen mayor influencia en las fallas de un proceso fermentativo de E. coli recombinante son: la inadecuada manipulación durante la inoculación, la presencia de fagos y el personal no calificado. Se proponen acciones a tomar para minimizar el riesgo.
Palabras clave: Análisis de riesgo, modos y efectos de fallas, fermentación, proteína recombinante.
ABSTRACT
In this paper a risk analysis management is applied using the Failure Mode Effects Analysis to the fermentation processes that use E. coli as a host, to produce recombinant proteins with therapeutic, vaccinate or diagnostic aims. The analysis of the type and probability of occurrence of failures in the fermentation process, the evaluation of the impact in the quality of the product and the probability of detection of these failures are carried out. The severity, occurrence probability and detection probability are evaluated and the risk priority number is calculated. Techniques used in Quality assurance as brainstorming and Ishikawa diagram were used. The potential causes that have higher influence in the failures of a fermentation process of recombinant E. coli are: inadequate handling during inoculation, presence of phages and unqualified personnel. Actions to minimize the risks are proposed.
Keywords: Risk analysis, failure mode effect analysis, fermentation, recombinant protein.
INTRODUCCIÓN
A partir del surgimiento de las guías de la ICH Q8, Q9 y Q10, la administración de riesgo se ha introducido como parte del sistema de gestión de la calidad en la industria farmacéutica. Recientemente las producciones biofarmacéuticas han ido utilizando esta herramienta junto con el cumplimiento de las Buenas Prácticas de Fabricación (BPF), con el objetivo de disminuir la cantidad de lotes rechazados y lograr consistencia en los procesos productivos (1).
Las herramientas para la administración de riesgos soportan un enfoque científico para la toma de decisiones, a la vez que proveen métodos documentados, reproducibles y flexibles (2). Entre ellas se destacan: análisis de modos y efectos de fallas (AMEF); análisis de efectos, modos de fallas y criticidad (AEMFC); análisis de peligros y operatividad (APO); análisis de árbol de fallas (AAF); análisis preliminar de peligros (APP) y análisis de riesgos y puntos críticos de control (ARPCC).
En este trabajo se emplea el AMEF, ya que es un método analítico estandarizado para detectar y eliminar problemas de forma sistemática y total, cuyos objetivos son: Reconocer y evaluar los modos de fallas potenciales y las causas asociadas con el diseño y fabricación de un producto; determinar los efectos de las fallas potenciales en el desempeño del sistema; identificar las acciones que podrían minimizar o reducir la oportunidad de que ocurra la falla potencial; analizar la confiabilidad del sistema y documentar el proceso.
Entre sus ventajas tenemos: Mejorar la calidad, fiabilidad y seguridad de un producto o proceso; aumentar la satisfacción del cliente; recopilar información para reducir fallas futuras y profundizar los conocimientos de ingeniería; identificar y eliminar tempranamente problemas potenciales y reducir el tiempo y costo de desarrollo del sistema; enfatizar en la solución de los problemas; minimizar los cambios a última hora y sus costos asociados y catalizar el trabajo en equipo y el intercambio de ideas entre departamentos (1).
Comoquiera que anticipar cada modo de falla no es viable, se debe tratar de que la lista de estos sea lo más extensa posible (3,4). Por otra parte, el método requiere de una alta preparación del grupo de trabajo, por lo que el conjunto de expertos se seleccionó entre los de mayor experiencia en la temática de fermentaciones de E. coli recombinante.
Estos métodos han sido, sin embargo, poco utilizados en la industria biofarmacéutica. Una aplicación de este enfoque, basado en el riesgo lo es la guía Process Validation Requirements for Drug Products and Active Pharmaceutical Ingredients Subject to Pre-Market Approva .
Este documento enfatiza el rol de los principios ingenieros avanzados emergentes y de las tecnologías de control para garantizar la calidad del producto, en aras de que el beneficio de la ciencia se utilice para sustentar la validez de un proceso (5).
Dos años después de que la entidad reguladora de Estados Unidos (FDA, de las siglas en inglés Food and Drug Administration) insertara el enfoque basado en el riesgo a las Buenas Prácticas de Fabricación vigentes, se continúa la búsqueda de vías adicionales para aplicar este enfoque y fomentar la calidad e innovación en la industria (6, 7).
La Conferencia Internacional de Armonización sobre Requerimientos Técnicos de los Medicamentos para uso en humanos (ICH) constituye un proyecto único que agrupa a las autoridades reguladoras y a los expertos de Europa, de los Estados Unidos y de Japón, para discutir los aspectos científicos y técnicos del registro de los productos.
En el 2005, el Comité de Dirección de la Conferencia aprobó la guía ICH Q9 Quality Risk Management, con el objetivo de proporcionar un enfoque sistemático para la administración del riesgo relacionado con la calidad de un medicamento a través de su ciclo de vida (2).
La guía ICH Q9 reconoce el empleo limitado de la administración del riesgo de la calidad en la industria farmacéutica. En la guía se define la administración del riesgo de la calidad de los medicamentos como un proceso sistemático para el establecimiento, el control, la comunicación y la revisión de los riesgos a través del ciclo de vida del producto.
Ejemplos recientes en la aplicación del análisis de riesgo en la industria biofarmacéutica son: País en el 2011, aplicó el análisis de riesgo al proceso fermentativo para la producción de insulina humana recombinante expresada en Pichia pastoris (8) ; Fontanet en el 2008 estudió la aplicación del análisis de riesgo en la validación del procesamiento aséptico de vacunas (9); Milá en el 2010 aplicó el análisis de riesgo al cultivo de tabaco transgénico para producción de un anticuerpo a utilizar en la vacuna antihepatitis B (10).
La primera etapa de la obtención de un producto recombinante es la fermentación, donde el microorganismo empleado realiza la biotransformación de los sustratos suministrados en el medio de cultivo en productos, entre los cuales se encuentra la proteína heteróloga. Resulta de gran importancia obtener altos niveles de crecimiento celular, así como alta concentración de la proteína recombinante dentro de la célula, dado que del comportamiento de estos dos parámetros depende el recobrado total del proceso (11).
El objetivo del presente trabajo fue aplicar el análisis de riesgo empleando la metodología de análisis de modos y efectos de fallas a los procesos de fermentación que utilizan la bacteria E. coli como hospedero, para obtener una biomasa que cumpla con los parámetros de calidad para la pureza, concentración celular y la expresión de la proteína recombinante con fines terapéuticos, vacunales o diagnósticos.
MATERIALES Y MÉTODOS
Materiales biológicos
Cepas de E. coli (12).
· W3110 (F - , mcrA, mcr B IN (rm D-rm E) l - ).
· LE 392 (Trp R -)F -, hsdR574, (rk - ,m k + ), supE44, supF58, lacY1, or D(laclZY)6, galK2, galT22, metB1, trpR55.
· N5656 Sa500 his, Rv gal E490, X58, lac ZXAz: :Tn 10 (lcI857,VBAMVH1).
· GC366 F´, lacIq , lac DM15, proAB, dam 13: Tn 9, D(lac-pro).
· BL21 (DE3) F lon ompt hsdSB(Rb MB ) gal dcm DE3.
Vectores de expresión: pEKG3, pADUA, pKDUA, pM152, pET-9(Kana)-G-CSF, ptrcp25k.
Preparación de los bancos de células de trabajo
Las cepas de E. coli transformadas con el plasmidio se cultivaron a nivel de zaranda entre 6 y 12 h, a 37 °C y 200 rpm en 300 mL de medio LB suplementado con el antibiótico ampicillina o kanamicina. Las células se colectaron durante el principio de la fase estacionaria de crecimiento y se utilizaron en la preparación de los bancos de células. Para esto se tomaron 300 mL del cultivo anterior y se centrifugaron a 10.000 rpm durante 30 min a 4oC, en una centrífuga Hitachi Modelo SCR20B, eliminándose el sobrenadante y resuspendiendo el precipitado celular en 300 mL de medio LB fresco y 300 mL de una solución de glicerol al 60%. Finalmente, esta solución se distribuyó en tubos de crioconservación a razón de 1 mL/tubo y se almacenó a -70 ºC hasta su posterior utilización.
Condiciones de cultivo hasta la fermentación
Se partió de la inoculación de 1 vial del banco de células de trabajo en un Erlenmeyer de 1000 mL que contenía 300 mL de medio LB suplementado con el antibiótico a 37ºC y a 250 rpm, en una zaranda termostatada de 6 a 12 h, el cual se inoculó en un reactor MARUBISHI de 5 L de volumen efectivo en medio LB suplementado con el antibiótico a 500 rpm, 37ºC, pH 7 y 1 v.v.m. de aireación durante 4-6 h. Este cultivo se inoculó en un fermentador MARUBISHI de 50 L de volumen efectivo que contenía medio salino suplementado con fuentes de nitrógeno orgánico y de carbono.
Técnicas analíticas
· Determinación del crecimiento celular : Se monitoreó midiendo la absorbancia del cultivo a una longitud de onda de 600 nm, utilizando un espectrofotómetro JENWAY, modelo 6051.
· Electroforesis en gel de poliacrilamida : Se realizó con el objetivo de conocer el porcentaje de expresión de la proteína recombinante, obtenido en las fermentaciones. Las mismas se llevaron a cabo en condiciones desnaturalizantes, en presencia de dodecil sulfato de sodio (SDS). El porcentaje de poliacrilamida se mantuvo entre 12,5 y 15% en función de la masa molar de la proteína expresada. El patrón de bandas obtenido se cuantificó usando el programa TDI´s1D manager, Versión 2.0 (13).
· Tinción de Gram : Es un método diferencial de doble coloración que constituye la base de la mayoría de los exámenes y la identificación preliminar de las bacterias. La determinación de la concentración de proteínas totales se realiza por el método de Lowry (14).
· Cuantificación del IFN por ELISA (Enzyme Linked Immunoabsorbent Assay) : Este método permite determinar la concentración de IFN a 2b Hu-r de forma específica (15).
· Inmunoblot (Western blot): Se realiza según Towbin H, et al (16).
· Metodología para la aplicación del análisis de modos y efectos de fallas como método para realizar el análisis de riesgo : Este método comenzó con el análisis del tipo y probabilidad de ocurrencia de las fallas en el proceso fermentativo, la evaluación del impacto en la calidad del mismo y la probabilidad de detección de dichas fallas. Se empleó una escala de 10 puntos para la severidad (S), la probabilidad de ocurrencia (O) y la probabilidad de detección (P), con el objetivo de determinar el número de probabilidad de riesgo (NPR).
El impacto del NPR se calculó por la ecuación siguiente:
NPR = (S)*(O)*(P)
Este número es de gran utilidad para dar prioridad a la eliminación o reducción del riesgo, debiendo acometerse primero las acciones que aporten un NPR mayor.
La escala de valores utilizada para calificar cada uno de los parámetros anteriores se muestra en la Tabla 1 (1).
Cuando el valor NPR (<42) no tiene impacto sobre el proceso y no requiere validación. Si NPR (42-143) no tiene un impacto significativo sobre la calidad el proceso/producto, pero debe ser documentado. Si NPR (144-279) no afecta directamente la calidad del cultivo, pero si NPR (>279) tiene un impacto directo en la calidad de la biomasa obtenida en la fermentación (10).
Se seleccionó un comité de expertos integrado por siete miembros y se realizó un diagrama causa-efecto, basado en los resultados obtenidos de la tormenta de ideas y el diagrama de flujo de proceso. Se confeccionó la matriz de AMEF: modo de falla, efecto de la falla, causas potenciales, NPR y acciones a tomar.
A los valores calculados de NPR de cada experto se les calculó la media aritmética y el resultado se redondeó al número entero más cercano.
Técnicas de calidad
· Tormenta de ideas, es una herramienta de trabajo grupal que facilita el surgimiento de nuevas ideas sobre un tema o problema determinado. La lluvia de ideas es una técnica de grupo para generar ideas originales en un ambiente relajado.
· Diagrama de causa-efecto o espina de pescado, de Ishikawa, es una técnica gráfica ampliamente utilizada para ampliar la visión de las posibles causas de un problema, enriqueciendo su análisis y la identificación de soluciones, así como analizar procesos en búsqueda de mejoras.
RESULTADOS
Un proceso de fermentación de E. coli recombinante consta en general de las etapas que se presentan en la Figura 1.
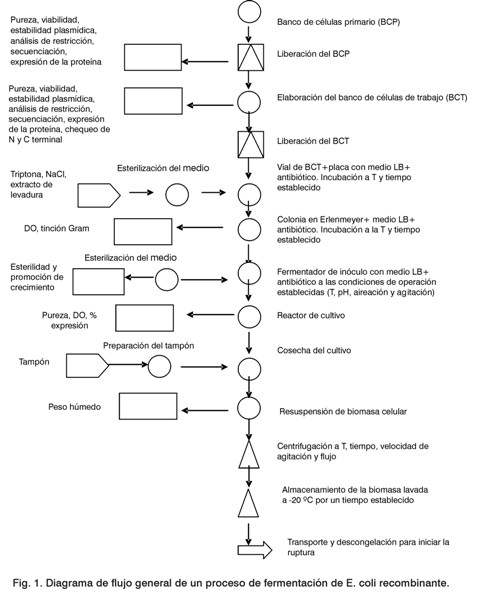
Con el objetivo de evaluar la influencia que pudiera ejercer cada aspecto del proceso de fermentación para la obtención de la proteína recombinante (Pr) en E. coli , se realizó un análisis de riesgo, empleando la metodología AMEF, para determinar qué factores del proceso fermentativo ponen en riesgo la obtención de la Pr en E. coli con la calidad requerida, para disminuir el rechazo de lotes.
Para realizar la gestión del riesgo de la etapa de fermentación se sugiere seguir los pasos siguientes: (17)
1. Definir el alcance del análisis por AMEF.
2. Definir el problema de interés.
3. Definir las escalas de severidad, probabilidad de ocurrencia y probabilidad de detección.
4. Desglosar el proceso de fermentación en sus eventos relevantes.
5. Completar la tabla de análisis por AMEF con los eventos de la fermentación y sus valores de severidad, probabilidad de ocurrencia y probabilidad de detección, y calcular a partir de ella el NPR. En este caso podrá confrontarse la opinión independiente de un grupo de expertos en el tema.
6. Conciliar los eventos en dependencia de su NPR y analizar las posibles acciones ulteriores a tomar para minimizar el riesgo.
7. Realizar una evaluación alternativa que valide el análisis efectuado.
8. Documentar los resultados del análisis y las decisiones que se tomarán para disminuir o mitigar el riesgo.
En la Figura 2 se presenta el diagrama causa-efecto elaborado, aplicando el método de la tormenta de ideas.
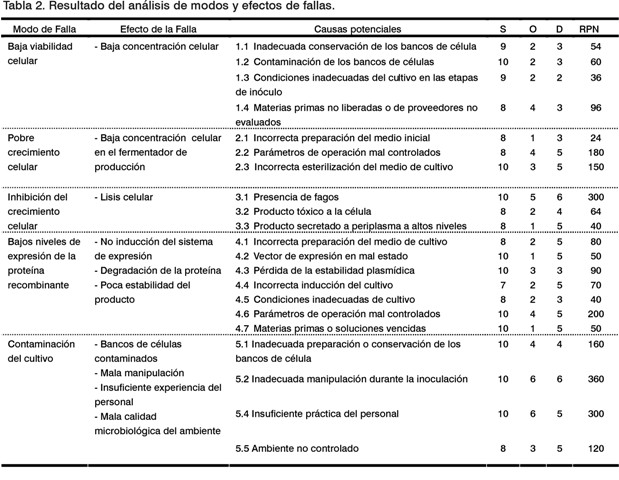
En la Tabla 2 se presenta el resultado del análisis realizado a partir de conocimiento del flujo tecnológico (Fig. 1), del diagrama causa-efecto (Fig. 2) y de la selección de los principales modos de falla, efectos de la falla y causas potenciales. La evaluación de la severidad, probabilidad de ocurrencia y probabilidad de detección se realizó por siete expertos de forma individual, y los resultados fueron procesados calculando los valores promedios de S, O, P, así como la productoria de ellos, llamada NPR.
DISCUSIÓN
De la Tabla 2 se observa que el valor máximo de NPR que puede alcanzar un evento es de 1000 (10 x 10 x 10) y el menor es de 1 (1 x 1 x 1). Se tomará como umbral para el análisis aquellos eventos que superen el valor de NPR = 279, según se estableció en materiales y métodos.
Como se aprecia, son tres las causas potenciales que tienen mayor influencia en las fallas de un proceso fermentativo de E. coli recombinante: la inadecuada manipulación durante la inoculación, la presencia de fagos y el personal no calificado.
La importancia de la inadecuada manipulación en la calidad del producto viene dada por la posibilidad de contaminación del cultivo, ya que esta es una operación crítica en la que los operarios realizan operaciones manuales de trasvasar las soluciones estériles, utilizando sifones con mangueras que se conectan al fermentador en un área Clase D.
Esta área admite por diseño 200 unidades formadoras de colonias por metro cúbico (UFC/m3 ) (18).
Esta causa está relacionada con la habilidad práctica del operario, ya que su destreza al realizar la operación reducirá la posibilidad de ocurrencia de una deficiente conexión de las mangueras. Por otra parte, se impone un estudio de la durabilidad de estas, para evitar el uso de las mangueras cuando la hermeticidad se haya perdido.
La presencia de fagos trae como consecuencia la lisis del cultivo, lo que inhibe el crecimiento del microorganismo e implica que no se alcancen las concentraciones celulares establecidas en el proceso.
Esto atenta contra la productividad del proceso, al no obtenerse la cantidad de biomasa por volumen de cultivo, pudiendo llegar a la lisis total de las células con el consiguiente rechazo del lote de producción.
Este parámetro está estrechamente relacionado con la cepa de E. coli empleada. Las fuentes potenciales de fagos son aquellos componentes que no admiten la esterilización por calor, como los antibióticos y los bancos de células (19).
El personal desempeña un papel clave en las operaciones de la industria biotecnológica, la cual se caracteriza por la existencia de procesos complejos en los que debe trabajarse en ambientes controlados.
La permanencia del personal en las áreas clasificadas requiere del respeto de normas de comportamiento estrictas, del uso adecuado del vestuario, del cumplimiento de los procedimientos establecidos para la manipulación en cada paso, para lo que se requiere de una alta conciencia y capacitación del operador.
Acciones ulteriores para minimizar el riesgo
Una vez identificadas las causas potenciales que influyen directamente en la calidad del producto, se procede a proponer acciones para minimizar el riesgo:
· Realizar una evaluación del tiempo de vigencia de los elementos empleados en las conexiones como mangueras y conectores.
· Simular el proceso de fermentación sin la adición del microorganismo, para comprobar la posibilidad del mantenimiento de las condiciones de esterilidad de la tecnología establecida.
· Desarrollar técnicas compendiales validadas para la detección de fagos en los bancos celulares y las soluciones de antibióticos utilizadas como marcadores de selección.
· Calificar inicialmente a los operarios cuando un nuevo proceso se realice en el área de trabajo.
· Realizar una evaluación del desempeño cuando se detecte una no conformidad asociada a un operario específico y en función del resultado proceder a su recalificación.
Adicionalmente, de acuerdo con las Tablas 1 y 2, existen cuatro causas potenciales que, si bien no requieren acciones inmediatas, merecen ser atendidas y son: la inadecuada preparación o conservación de los bancos de células, los parámetros de operación mal controlados en las etapas de crecimiento celular y cultivo y la incorrecta esterilización del medio de cultivo.
Algunas consideraciones generales acerca de las características de los procesos que se realizan en relación con estas causas potenciales de fallas son:
· Los bancos de células primario y de trabajo se chequean cada 4 y 2 años, respectivamente. Deben mantenerse en congeladores calificados, conectados en línea a un registrador de temperatura. Mediante este control se monitorea el cumplimiento de los parámetros de calidad, resultado que determina su uso en el proceso productivo.
· Los parámetros de operación en las etapas de crecimiento celular y cultivo deben estar perfectamente definidos en los procedimientos y deben ser respetados por los operarios. Los equipos registrarán automáticamente o en su defecto por registro manual, los parámetros considerados clave en cada etapa del proceso.
· El medio de cultivo debe ser esterilizado en una autoclave automática, calificada y validada, empleando esquemas de carga establecidos y en la que se registre el perfil de temperatura y el tiempo de esterilización.
La aplicación del análisis de modos y efectos de fallas, como herramienta del análisis de riesgo, permitió jerarquizar las causas potenciales de riesgo en el proceso de fermentación de proteínas recombinantes expresadas en E coli.
Las causas que tienen mayor influencia en la calidad del proceso fermentativo son: la inadecuada manipulación durante la inoculación, la presencia de fagos y el personal con insuficiente experiencia.
En menor grado inciden, aunque sin requerir de acciones inmediatas: la inadecuada preparación o conservación de los bancos de células, los parámetros de operación mal controlados en las etapas de crecimiento celular y cultivo y la incorrecta esterilización del medio de cultivo.
REFERENCIAS
1. García I. Diseño e implementación del Sistema de Análisis de Riesgo en el CIGB. [Tesis de Maestría]. La Habana, Cuba: Centro de Ingeniería Genética y Biotecnología; 2011.
2. ICH Harmonised Tripartite Guideline Quality Risk Management Q9. Federal Register 2006;71:32105-6.
3. Food and Drug Administration (FDA). Consensus Guideline. Quality Risk Management. Step 4, ICH Q9, USA; 2006.
4. FMEA Severity, Occurrence, and Detection Definitions; 2006. Disponible en: http://healthcare.isixsigma.com/library/content/c040317a.asp . Consultado: 6 de enero, 2012.
5. International Electrotechnical Commission (IEC) 60812. Analysis Techniques for system reliability Procedures for failure mode and effects analysis (FMEA). 2 da . ed. Ginebra, Suiza: IEC; 2006.
6. FDA . Process Validation Requirements for Drug Products and Active Pharmaceutical Ingredients Subject to Pre-Market Approval. USA: FDA; 2004.
7. Bush L. From cGMPs to the Critical Path. FDA Focuses on Innovation, Quality, and Continuous Improvement - Inside and Out. Pharmaceutical Technology 2004;28(7):34-44.
8. País Chanfrau JM. Establecimiento del espacio de diseño del proceso fermentativo de obtención de la insulina recombinante en Pichia pastoris. [Tesis Doctoral] La Habana, Cuba: Facultad de Ingeniería Química, ISPJAE; 2011.
9. Fontanet Tamayo L. Contribución al enfoque de riesgo en la validación del procesamiento aséptico de vacunas mediante la simulación con medio de cultivo. [Tesis Doctoral]. La Habana, Cuba: Instituto de Farmacia y Alimentos, UH; 2008.
10. Milá L, Valdés R, Padilla S, Mendoza O, Gómez L, García C, et al. Quality Risk Management Application Review in Pharmaceutical and Biopharmaceutical Industries. Bioprocessing Journal 2010;9(1):26-37.
11. Bachmann BJ. Linkage Map of E. coli K-12, Edition 8. Microbiological Reviews 1990: 54(2): 130-197.
12. Programa de Tecnología para diagnóstico e investigaciones SA. TDI-1D Manager para Windows, Versión 2 No DB3WV. Madrid; 1999. Disponible en: http://www.tdi.es/ Consultado: 12 de enero, 2012.
13. Kilikian BK, Suárez ID, Liria CW, Gombert AK. Process strategies to improve heterologous protein production in Escherichia coli under lactose or IPTG induction. Process Biochemistry 2000;35:1019-25.
14. Lowry OH, Rosebrough NJ, Farr AL, Randall RJ. Protein measurement with the follin phenol reagent. J Biol Chem 1951;193:265-75.
15. Valderrama S, Pérez E, Aldama Y, Costa L, Quintana M, Pérez G, et al. Establecimiento y validación de un ensayo inmunoenzimático tipo ELISA, empleado en el Control de Calidad del Interferón alfa 2b humano recombinante. Vaccimonitor 2009;18(1):8-14.
16. Towbin H, Staehelin T, Gordon J. Electrophoretic transfer of proteins from polyacrylamide gels to nitrocellulose sheets: procedure and some applications. Proc Natl Acad Sci, USA, 1979;76:4350-4.
17. Rathore AS. Application of Process Analytical Technology (PAT) towards bioprocessing. Am Pharm Rev 2009; 12(2):28-33.
18. European Commission. EU Guidelines to Good Manufacturing Practice Medicinal Products for Human and Veterinary Use. Annex 1. Manufacture of sterile medicinal products. Brusels: European Commission; 2008. Vol 4:1-16.
19. Miller AJ, Eblen BS, Oser A, Burkhardt W. Application and evaluation of male-specific bacteriophage as explosed integrity or faecal contamination indicator in a pork slaughterhouse environment. J of Appl Microbiology 1998;85:898-904.
Recibido: Enero de 2011
Aceptado: Febrero de 2012

{kind=link}
{kind=link}
{kind=link}