










 Custom services
Custom services
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink
Introducción
La digestión anaerobia (DA) continúa irrumpiendo como una alternativa interesante cuando emplea vinaza cruda como sustrato. Su empleo se fundamenta en la posible inserción de otras formas de energías renovables en la matriz energética Fuess et al. (2017). Unido a la obtención de energía en forma de biogás, la DA, reduce el contenido de materia orgánica del residuo generado durante el proceso de destilación para la obtención de etanol y como valor agregado permite la obtención de biofertilizante. Además, posee potencial para reducir las emisiones de gases de efecto invernadero (GEI) Cabrera et al. (2017); Cabrera-Díaz et al. (2017).
La vinaza cruda es el principal residual que se genera en las destilerías de etanol, se caracteriza por ser un líquido de color oscuro y tener un pH medianamente ácido entre 3,5 y 5. La producción de etanol en Cuba, se realiza a partir de mieles de caña de azúcar. Las vinazas generadas poseen un alto contenido de materia orgánica expresada como DBO5 (demanda bioquímica de oxígeno) en los intervalos de 35 - 74 kgDQO/m3 y 18 - 48 kgDBO/m3, respectivamente. Contienen además, sulfatos y nutrientes entre los que se encuentra el potasio, nitrógeno y fósforo Lorenzo 2016; Cabrera-Díaz et al. (2017).
Relativo a ello, en Cuba existen 16 destilerías y solo, en el complejo agroindustrial azucarero Heriberto Duquesne ubicado en el municipio de Remedios, Villa Clara, se le realiza un tratamiento por digestión anaerobia a las vinazas que se generan diluyéndolas previamente. Para este proceso, la planta cuenta con tres reactores UASB de 1300 m3 de capacidad cada uno Lorenzo (2016). Es por ello que son varias las investigaciones cubanas que promueven el empleo de vinaza cruda como sustrato Cabrera-Díaz et al. 2016; Lorenzo (2016). Sin embargo, estos estudios se enfocan generalmente en el empleo de reactores de manto de lodo de flujo ascendente (UASB, por sus siglas en inglés) y reactores empacados de flujo ascendente (REFA) como únicas configuraciones.
Los principales resultados referentes a estos estudios muestran que, una vez tratada la vinaza, los efluentes generados aún poseen un elevado contenido de materia orgánica que pudiera recuperarse en forma de biogás, contribuyendo así a una mejor calidad de efluente para su disposición. En este sentido, en los últimos años existe la tendencia al estudio de sistemas combinados para el tratamiento anaerobio de vinaza cruda. En estos estudios se reporta que con el empleo de dobles configuraciones en serie se obtienen mayores valores de producción de metano y de eliminación de DQO, lo que contribuye a que el proceso sea más eficiente. En la mayoría de los casos estos sistemas combinados están constituidos por dos reactores UASB en serie o un sistema UASB + REFA o viceversa o un REFA seguido de un reactor anaerobio de cama estructurada (RACE) Cabrera et al. 2017; Cabrera-Díaz et al. 2017; Fuess et al. (2017).
La combinación de variantes de tecnologías anaerobias persigue dos propósitos fundamentales, uno es el de separar el proceso de DA en dos fases con el objetivo de disminuir la inestabilidad asociada con una producción y consumo irregular de ácidos grasos volátiles (AGV). Con esta estrategia se logra mantener condiciones óptimas para cada grupo de microorganismos que participan en cada fase del proceso anaerobio (bacterias acidogénicas, bacterias sintróficas acidogénicas y arqueas metanogénicas) Mota and Zaiat (2018). El segundo propósito de la operación en sistemas combinados, es utilizar ambos reactores en fase metanogénica, donde la segunda configuración actúa como un pos-fermentador en el que se aprovecha el contenido de materia orgánica biodegradable remanente para producir metano lo cual facilita mayor estabilidad y calidad de los efluentes resultantes Cabrera et al. (2017); Cabrera-Díaz et al. (2017).
Los reactores empacados se caracterizan por facilitar la robustez en los procesos debido a la buena retención de biomasa en la zona de reacción, lo cual implica altos tiempos de retención celular. Se le atribuyen ventajas sobre otros sistemas anaerobios como la simplicidad en su construcción, no necesitan mezclado mecánico y son más estables ante los cambios bruscos de COV y presencia de componentes tóxicos de los sustratos Singh and Prerna (2009). Otro de los aspectos fundamentales para el adecuado desempeño de los reactores empacados, es el medio de soporte que se emplee, el cual debe ser escogido atendiendo a las características del proceso. La naturaleza de este puede promover la adhesión de grupos específicos de microorganismos y, por lo tanto, puede usarse como parámetro de diseño para mejorar la formación de biopelículas en reactores industriales Habouzit et al. (2014).
Son pocas las investigaciones reportadas donde se emplee un sistema combinado de REFA metanogénicos para el tratamiento de vinaza cruda. Solo Toledo-Cervantes et al. (2018), proponen un sistema para el tratamiento de vinazas de tequila, pero empleando separación de fases (acidogénica y metanogénica). Los principales resultados de la mencionada investigación reflejan que el reactor metanogénico fue capaz de operar establemente a COV de 12 kgCOD/m3d, alcanzando eficiencias de eliminación de DQO superiores al 96%. Por el estudio bibliográfico realizado, no se reportan evaluaciones de procesos anaerobios de la vinaza cruda en reactores empacados de flujo ascendente operando ambos como reactores metanogénicos. Por lo tanto, el presente trabajo tiene como objetivo, evaluar el tratamiento anaerobio de la vinaza cruda de caña de azúcar en una combinación de reactores empacados de flujo ascendente (REFA) metanogénicos en serie.
Materiales y métodos
Sustrato e inóculo empleados en el proceso de digestión anaerobia
Como sustrato en el proceso de DA se empleó vinaza cruda cubana, la cual se recolectó en la destilería anexa al complejo azucarero “Héctor Molina Riaño’’, de la provincia Mayabeque. Se almacenó en tanques plásticos de 20 L y se mantuvo en congelación a - 20ºC hasta el momento de su empleo. Las principales características físico-químicas de la vinaza cruda alimentada al REFA 1, fueron: DQOt - 40,57 g/L: DBO5 - 27,0 g/L; relación DBO5/DQO - 0,67; nitrógeno total Kjeldahl - 634 mg/L; sodio (Na+) - 175 mg/L; potasio (K+) 3,23 g/L; sólidos totales (ST) - 39,53 g/L; sólido totales fijos (STF) - 10,79 g/L; sólidos totales volátiles (STV) - 28,74 g/L; pH - 4,28 y conductividad eléctrica - 9,25 mS/cm.
Los REFA se inocularon con un lodo proveniente de un reactor UASB a escala de banco operado por Cabrera et al. (2017). El inóculo presentó un pH de 7,4 y una relación STV/ST igual a 60%; superior al 50%, lo que lo avala como adecuado para el desempeño del proceso biológico.
Sistema de reactores REFA y condiciones de operación
La figura 1 muestra un esquema del sistema de reactores REFA en serie que se empleó para evaluar el desarrollo del proceso de DA de vinaza cruda. El mismo se operó en régimen mesofílico de forma continua. Ambos reactores consisten en una columna vertical de cloruro de polivinilo (PVC); con volúmenes efectivos de 4,7 y 3,4 L en el REFA 1 y REFA 2 respectivamente. Se emplearon como material de empaque estructuras del mismo material, de forma cilíndrica, hueca y de superficie corrugada, dispuestas al azar. La alimentación de ambos reactores se realizó a través del empleo de una bomba peristáltica multicanal.
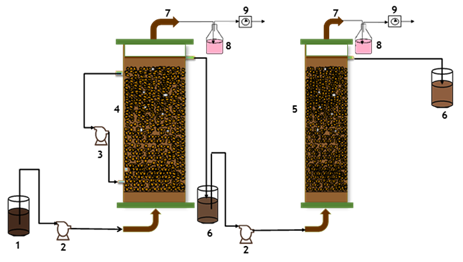
Leyenda: 1- Tanque colector de vinaza cruda, 2- Bomba peristáltica multicanal de alimentación a REFA 1 y REFA 2, 3- Bomba peristáltica de recirculación en REFA 1, 4- REFA 1, 5- REFA 2, 6- Tanque colector de efluentes biodigeridos, 7- Salida del biogás de REFA 1 y REFA 2, 8- Solución de NaOH al 15% p/v, 9-Flujómetros de metano.
Fig. 1 Esquema de la instalación del sistema combinado de reactores empacados
La vinaza cruda se bombeó por el fondo del REFA 1 y el efluente se recolectó en un recipiente y se bombeó a su vez al fondo del REFA 2. Ambos reactores comenzaron a operar al unísono y la operación se dividió en dos etapas fundamentales, I y II. A partir del día 76, etapa II, se comenzó a emplear recirculación en el REFA 1 mediante otra bomba peristáltica. Durante todo el proceso los reactores operaron a una temperatura constante de 28 ± 2°C.
Para la cuantificación del flujo de metano se emplearon campanas de desplazamiento calibradas. Para ello, previamente el biogás producido se hizo burbujear a través de una solución de NaOH al 15% p/v, con el fin de eliminar el CO2 y el H2S contenido en este. Los valores de producción de metano se reportaron en condiciones estándares a temperatura (0ºC) y presión normal (1 atm) (TPN).
Desempeño del proceso de digestión anaerobia en el sistema combinado de REFAs
Para examinar el efecto de la COV sobre la eficiencia de eliminación de DQO (η(DQO)) y parámetros operacionales del sistema se utilizó vinaza cruda cubana como sustrato. La alimentación al reactor REFA 1 fue con vinaza cruda, el pH de la misma se ajustó como promedio a 7 mediante la adición de NaHCO3 ‾; mientras que el REFA 2 fue alimentado con el efluente biodigerido proveniente de REFA 1 sin ningún tipo de modificación. Como etapa de puesta en marcha se comenzó a operar ambos reactores con vinaza diluida, con una COV de 1 kgDQO/m3d durante 15 días; con el objetivo de activar los microorganismos presentes en estos reactores. Cuando ambos reactores comenzaron a trabajar de forma estable, se alimentó el REFA 1 con vinaza cruda a una COV de 1 kgDQO/m3d por 5 días.
Las COV promedio evaluadas variaron desde 2 hasta 10 kgDQO/m3d, las cuales corresponden a intervalos de TRH de 23,5 a 3,92 días, respectivamente. Operando bajo estas condiciones se obtuvo un efluente, utilizado como alimentación en la segunda configuración, que correspondió a COVs promedio en el intervalo de 0,2 a 4,87 kgDQO/m3d y TRH entre 21 y 2,8 días, respectivamente. En el estudio se emplearon como variables de control el pH y la relación de alcalinidades a los ácidos grasos volátiles y al carbonato inorgánico total (AGV/CIT) y como variables de respuesta: la ηDQO, la producción y el rendimiento de metano, para todos los niveles de cargas aplicadas. Además, para cada COV se siguió el comportamiento de los sólidos y el nitrógeno total.
Métodos analíticos
Todos los ensayos analíticos se realizaron según los Métodos normalizados para el análisis de aguas y aguas residuales (APHA et al. 2017). En la caracterización del inóculo, el sustrato, así como los efluentes de cada reactor, se determinaron los siguientes parámetros: Conductividad eléctrica (CE), con un conductímetro WPA CMD 8500; potencial de hidrógeno (pH), empleando un pHmetro CRISSON PH 25; DQO, por el método de reflujo abierto; DBO5, por el método respirométrico en sistema Oxitop; sodio (Na+) y potasio (K+), por fotometría de emisión de llama empleando el fotómetro Corning 410; Nitrógeno total, por método Kjeldahl; los sólidos totales, fijos y volátiles (ST, STF y STV), se determinaron por método gravimétrico en estufa MMM-ECOCELL-55 y mufla CARBOLITE.
La relación de alcalinidades AGV/CIT se determinó de acuerdo a Lossie and Pütz (2008). La composición de biogás (CO2, CH4, N2 y H2S) fue medida empleando un analizador de gases portátil Geotech GA2000.
Resultados
Desempeño del reactor empacado de flujo ascendente 1, como única configuración
La evaluación del REFA 1, como única configuración, se realiza con el objetivo de poder establecer los principales parámetros de operación cuando se alimenta vinaza cruda como sustrato. Se evaluó el desempeño del mismo durante 108 días, realizando incrementos de COV a través del incremento del flujo volumétrico en la alimentación, sometiéndolo a COVs de 2 a 10 kg DQO/m3d con TRH de 23,5 a 4 días para cada una de las etapas respectivamente (tabla 1 y figura 2).
La etapa I, estuvo caracterizada porque en los primeros 56 días de experimentación, los incrementos de COVs se realizaron aproximadamente con una diferencia de entre 1,5 y 2 kg DQO/m3d (tabla 1). Esta estrategia se realizó con el propósito de lograr una adecuada estabilización del proceso anaerobio sin la influencia de choques de COV, ni tóxicos del sustrato. Pasado este periodo se realizó un incremento de COV desde 5,4 a 10 kg DQO/m3d, con el objetivo de evaluar la respuesta del sistema ante incrementos de COV, según reporta la literatura, para este tipo de reactores empacados (Singh and Prerna 2009).
Tabla 1 Parámetros de operación y control del proceso de DA en el REFA 1
| Etapas | COV (kgDQO/m3d) | pH efluente | AGV/CIT | η(DQO) (%) | YCH4 (m3CH4 kg/DQOe) |
|---|---|---|---|---|---|
| REFA 1 | |||||
| Puesta en marcha | 1 | 7,7 | - | 87 | 0,081 |
| I | 2 | 7,8 | 0,19 | 93 | 0,163 |
| 3,5 | 7,6 | 0,39 | 84 | 0,237 | |
| 5,4 | 7,6 | 0,52 | 76 | 0,237 | |
| 10 | 7,8 | 1,80 | 57 | 0,212 | |
| II | 5,3 | 7,9 | 1,05 | 59 | 0,228 |
| 7,25 | 8,4 | 0,48 | 64 | 0,252 | |
| 10 | 8,5 | 0,43 | 73 | 0,263 | |
El reactor no respondió adecuadamente al incrementar la COV desde 5,4 hasta 10 kg DQO/m3d, lo cual se evidenció por el aumento de los valores de la relación AGV/CIT hasta 1,80 (Tabla 1) que distaba del intervalo entre 0,2 y 0,4 propuesto por Lossie and Pütz (2008); además de una disminución del rendimiento de metano de 0,237 a 0,212 m3CH4 kg/DQOe. De igual forma se pudo apreciar una disminución de la eficiencia de eliminación de DQO de un 76 a un 57 %. Se decide entonces, disminuir la COV nuevamente a 5,3 kg DQO/m3d, para lograr la recuperación del reactor. Este proceso de recuperación no mostró el desempeño esperado, por lo que se decide introducir recirculación (etapa II), con el objetivo de favorecer el contacto del sustrato con el material de empaque.
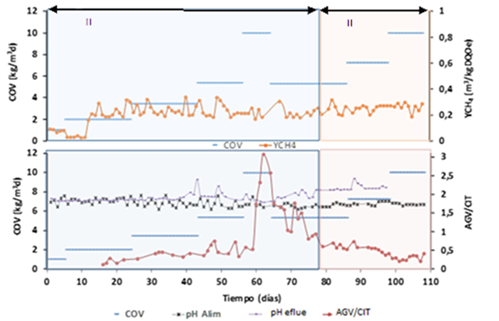
La respuesta a esta nueva estrategia fue satisfactoria, observándose el incremento de indicadores como la eficiencia de eliminación de DQO, el rendimiento de metano y una recuperación progresiva del reactor. La biodegradabilidad de la vinaza cruda se comportó establemente y de acuerdo a lo reportado por Cabrera et al. (2017). De forma general el pH de los efluentes a la salida del REFA 1 se mantuvo en el intervalo entre 7,6 y 8,5; con una variación lenta y cercano al pH recomendable en sistemas anaerobios.
Es por ello que la relación de alcalinidades AGV/CIT es la que debe ser válida para el control del proceso anaerobio. En este contexto, para esta etapa los valores de la relación AGV/CIT oscilaron entre 1,05 y 0,43 sin tener correspondencia con lo establecido por Lossie and Pütz (2008). Los intervalos propuestos como válidos por los autores antes mencionados fueron establecidos para residuos sólidos lignocelulósicos que se tratan en reactores completamente mezclados, por lo que los resultados del trabajo con vinaza responden a otro intervalo de confiabilidad. Los resultados reportados por Cabrera et al. (2017), demuestran que en la operación con vinaza cruda los valores de AGV/CIT pueden variar y estar en intervalos de 0,6 - 0,7 sin que el REFA presente problemas operacionales o afectaciones al proceso de DA. Estos resultados solamente coinciden en comportamiento cuando se utiliza vinaza cruda como sustrato, es por ello que debe reformularse como criterio de estabilidad en la relación AGV/CIT para estos casos, el intervalo de 0,4 a 0,7.
Al observar una respuesta adecuada de la operación del reactor según los indicadores antes mencionados, se procedió a incrementar la COV bajo las condiciones iniciales hasta llegar al valor de operación de 10 kgDQO/m3d, dada fundamentalmente por la estabilidad en la reacción de alcalinidades AGV/CIT igual a 0,43. Estos valores son cercanos a los obtenidos por Pérez et al. (2005) al tratar vinaza de vinerías diluidas en régimen termofílico y por Cabrera-Díaz et al. (2016) al tratar vinaza cruda en régimen mesofílico; en ambas investigaciones se proponen COVs de operación estables de 11,5 y 10 kgDQO/m3d, respectivamente. En cuanto al YCH4 para esta COV de 10 kgDQO/m3d, en el presente estudio se alcanzaron valores promedios de 0,262 m3 CH4/kg DQOe; similar también al que alcanzaron Pérez et al. (2005) igual a 0,260 m3 CH4/kg DQOe.
La tabla 1, muestra el comportamiento de la eficiencia de eliminación de DQO para las diferentes COVs aplicadas al REFA 1. Se aprecia, como es de esperar, que al aumentar la COV disminuye el porcentaje de eliminación de DQO de un 93% hasta un 57%, para el intervalo de COVs operadas en la primera etapa; con una caída drástica hasta un 40% cuando se aplicó el choque de COV. Para COVs de 5 a 15 kg DQO/m3d, Cabrera-Díaz et al. (2016) reportan valores promedios de ɳDQO desde 82 a 75% hasta alcanzar la COV de 10 kg DQO/m3d, donde un incremento a 15 kg DQO/m3d, provocó una caída de la ɳDQO hasta 55%. Esta caída en los valores de eliminación se considera un indicador de la acumulación de AGV en el sistema.
Los resultados obtenidos para el intervalo de COV evaluadas demuestran que la mejor condición de tratamiento cuando se opera un REFA, empleando vinaza cruda como sustrato, es cuando se trabaja a COV de 10 kgDQO/m3d y 4 días de TRH. Para esta COV los valores de ɳDQO promedio fueron de 72,6%; cercanos también a los reportados por Pérez et al. (2005) igual a 76,8%. Sin embargo, la DQO de los efluentes generados en el REFA 1 se encuentra alrededor de 11 g L-1, esto significa que aún el efluente generado presenta un elevado contenido de materia orgánica biodegradable, el cual puede aprovecharse en una segunda configuración anaerobia Cabrera et al. (2017).
Desempeño del reactor empacado de flujo ascendente 2, como configuración en serie
El sistema combinado de reactores REFA 1 + REFA 2 operó al unísono como se comentó anteriormente durante 108 días. El desempeño del REFA 2 estuvo condicionado por la operación del REFA 1 según muestra la tabla 2.
Tabla 2 Parámetros de operación y control del proceso de DA en el REFA 2
| Etapas | COV (kgDQO/m3d) | pH efluente | AGV/CIT | η(DQO) (%) | YCH4 (m3CH4 kg/DQOe) |
|---|---|---|---|---|---|
| REFA 2 | |||||
| Puesta en marcha | 0,1 | 7,7 | - | - | - |
| I | 0,2 | 7,9 | 0,15 | 18 | - |
| 0,7 | 7,6 | 0,17 | 44 | 0,320 | |
| 1,2 | 7,6 | 0,18 | 56 | 0,219 | |
| 4 | 7,8 | 0,40 | 62 | 0,201 | |
| II | 2,7 | 7,9 | 0,25 | 69 | 0,202 |
| 3,4 | 8,5 | 0,17 | 56 | 0,207 | |
| 4 | 8,5 | 0,23 | 64 | 0,238 | |
La figura 3, muestra el comportamiento del pH, la relación de alcalinidades AGV/CIT y el YCH4 en función de la COV aplicada al REFA 2 durante el periodo de experimentación. El YCH4 promedio para el REFA 2 fue de 0,204 m3CH4/kgDQOe y la relación de alcalinidades AGV/CIT alcanzó un valor de 0,23 aproximadamente. Para la COV de operación estable igual a 4 kgDQO/m3d con un TRH de 3 días, el promedio de la relación AGV/CIT fue de 0,23, lo que indica que la entrada de sustrato al reactor aún es baja Lossie and Pütz (2008) y que es posible aplicar COVs superiores. Estos resultados permiten afirmar que desde el punto de vista práctico sería posible operar un reactor FAFA de menor dimensión, lo que puede contribuir a la disminución del costo del equipamiento tecnológico.
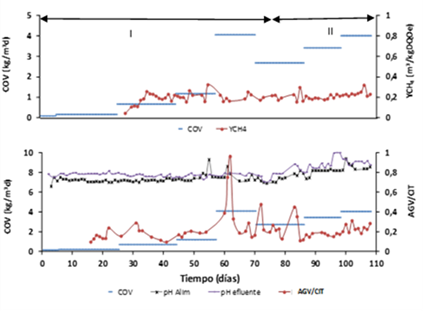
Para la COV de 4 kgDQO/m3d, el YCH4 alcanzó un valor promedio de 0,238 m3CH4/kgDQOe; cercano a los 0,259 m3CH4/kgDQOe reportados por Cabrera et al. (2017) en su estudio, donde el REFA que se empleó como segunda configuración después de un UASB metanogénico, operó a una COV de 4,6 kgDQO/m3d. En cuanto al comportamiento de la eficiencia de eliminación de DQO en el REFA 2, se puede observar en la tabla 2 que contrariamente a lo ocurrido en el REFA 1, la ηDQO aumenta con el incremento de la COV desde 18 hasta 64%, por lo que se puede plantear que tienen un carácter directamente proporcional. Este valor de ηDQO para el REFA 2 es esperado debido a que este reactor recibe una alimentación con poca fuente de carbono biodisponible y con los elementos más refractarios de la vinaza que no pueden ser eliminados en el proceso de DA y que aportan al valor de la DQO total.
Desempeño de los reactores empacados de flujo ascendente, como sistema combinado
La figura 4, muestra el comportamiento de la eficiencia de eliminación de DQO del REFA 1 como única configuración y del sistema combinado REFA 1 + REFA 2 para las COVs aplicadas. Como se observa, para el reactor REFA 1 durante los primeros 56 días de operación, se aprecia un comportamiento estable; al ser sometido al cambio brusco de COV, este comportamiento fue alterado, pero después del proceso de recuperación, se vuelve a estabilizar. La tendencia a la disminución estuvo dada por la acumulación de AGV en el sistema.
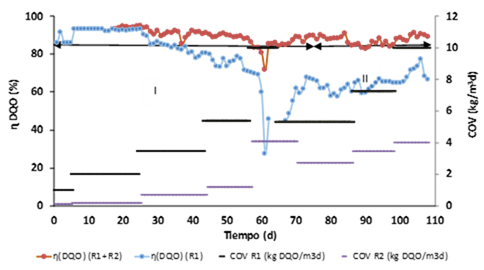
Fig. 4 Eficiencia de eliminación de DQO vs. COVs aplicadas al REFA 1 y sistema combinado REFA 1 + REFA 2
Si se analiza el sistema combinado de reactores metanogénicos en conjunto, se aprecia una mayor estabilidad alcanzándose una eficiencia de eliminación de DQO promedio de 90%. Estos resultados son favorables y muestran la capacidad para el pulido y pos-tratamiento que ofrece el RAFA 2. Por otro lado, otros autores utilizando sistemas combinados, pero en estos casos con separación de fases para la producción simultánea de H2 y CH4, alcanzan COV superiores (30 kgDQO/m3d) y TRH inferiores (menos de 1 día), con eficiencias de eliminación de DQO inferiores, de 80% Fuess et al. (2017). También los resultados reportados por Toledo-Cervantes et al. (2018), reflejan altas COV en la fase acidogénica (19,4 kgDQO/m3d) y en la metanogénica (6,8 kgDQO/m3d); con los que alcanzan eficiencias de eliminación de DQO de 83,2%. En ambos casos las eficiencias de eliminación de DQO son inferiores, lo que evidencia que el empleo del sistema combinado de reactores metanogénicos en serie emerge como una propuesta interesante que favorece el desempeño del proceso de DA.
A partir de los resultados derivados en la evaluación del desempeño del sistema combinado de REFA en serie se puede concluir que los reactores armonizaron a cargas orgánicas volumétricas de 10 y 4 kgDQO/m3d para el REFA 1 y REFA 2, respectivamente. Con estos valores fue posible desarrollar un proceso anaerobio adecuado donde se lograron eliminaciones de DQO y productividad de metano sobre un 90% y 1,03 N LCH4/Ld, respectivamente; para el sistema en su conjunto. Resultados similares en cuanto a eficiencias de eliminación de DQO (92%) se obtuvieron por Cabrera et al. (2017), cuando utilizó la misma fuente de sustrato, pero en sistema combinado UASB + REFA.
En la tabla 3 se resumen los principales parámetros caracterizados en los efluentes generados en cada reactor; para las mejores condiciones de operación (COVs de 10 y 4 kgDQO/m3d). Se reportan, además los porcentajes de eliminación concernientes a estos parámetros para el REFA 1 y como sistema combinado REFA 1 + REFA 2. Es importante destacar las altas eficiencias de eliminación global en cuanto a DQO y STV, con valores de 90,2; y 83,5% respectivamente. Se evidencia la robustez de los REFA, amparados entre otras ventajas en la buena retención de biomasa en la zona de reacción; fundamentalmente dependiente del material de empaque que se emplee. Por otro lado, estudios demuestran la afinidad de ciertos grupos de microorganismos por determinados materiales; se reporta que especies como las arqueas muestran una mayor afinidad hacia el PVC y el polipropileno (PP) (Habouzit et al. 2014). En el presente estudio se emplearon estructuras de PVC, aspecto que pudo haber influido en el adecuado desempeño del sistema combinado REFA 1 + REFA 2.
Tabla 3 Caracterización de la vinaza y los efluentes obtenidos en cada reactor
| Parámetro | Composición | REFA 1 % eliminación | REFA 1 + REFA 2 % eliminación | ||
|---|---|---|---|---|---|
| Vinaza (afluente) | REFA 1 (efluente) | REFA 2 (afluente) | |||
| DQO (g/L) | 40,57 | 11,13 | 3,95 | 72,6 | 90,2 |
| pH | 4,28 | 8,3 | 8,5 | - | - |
| ST (g/L) | 39,53 | 23,65 | 20,61 | 40,2 | 47,8 |
| STV (g/L) | 28,74 | 7,34 | 4,73 | 74,5 | 83,5 |
Con respecto a la composición del biogás, también bajo estas condiciones de operación se monitoreó el contenido de metano en cada reactor REFA 1 y REFA 2, el cual se mantuvo constante con valores promedios de 55 ± 3% y 65 ± 2%, respectivamente. Estos resultados indican un mayor potencial calorífico del biogás producido en el REFA 2, coincidiendo con lo reportado por Mota and Zaiat (2018) y Cabrera et al. (2017). En estos estudios en sistemas combinados, ya sea con separación de fases acidogénica y metanogénica o ambos reactores operando en fase metanogénica, donde la segunda configuración actúa como un pos-fermentador; se evidencia un incremento en el contenido de metano en la segunda configuración. Lo que podría ser relativo a que, las primeras configuraciones, en un caso acidogénica (Mota and Zaiat 2018) y en el otro metanogénica operada a altas COVs (Cabrera et al. 2017) aportan a la segunda configuración ácidos orgánicos más fáciles de degradar.
Los principales resultados de la DA de vinaza cruda cubana en el sistema combinado de REFAs reflejan que con el empleo de una segunda configuración se obtienen incrementos promedios en la eficiencia de eliminación de DQO y en la producción de metano en un 18 y 15% respectivamente. Resultados que se encuentran en concordancia con los reportados por Cabrera et al. (2017), en el sistema combinado UASB + REFA tratando vinaza cruda cubana, donde obtiene incrementos de un 17 y 11% en cuanto a la eficiencia de eliminación de DQO y en la producción de metano, respectivamente.
Conclusiones
Los resultados obtenidos demuestran la viabilidad técnica del empleo del sistema combinado de reactores empacados de flujo ascendente metanogénicos en serie, para el tratamiento de vinaza cruda cubana. La robustez de los reactores empacados, unido a un adecuado proceso de puesta en marcha, llevaron a alcanzar COVs de operación estable de 10 kgDQO/m3d; logrando eficiencias de eliminación de DQO cercanas al 90%. La aplicación del sistema combinado de REFA con respecto al empleo de una única configuración anaerobia logra incrementos promedios en la eficiencia de eliminación de DQO y en la producción de metano en un 18 y 15%, respectivamente. Además, se evidencia la capacidad para el pulido y pos-tratamiento que ofrece el RAFA 2 a los efluentes generados.

