










My SciELO
 Custom services
Custom servicesServices on Demand
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkRevista Universidad y Sociedad
On-line version ISSN 2218-3620
Universidad y Sociedad vol.9 no.2 Cienfuegos Apr.-June 2017
ARTÍCULO ORIGINAL
IMPLEMENTACIÓN DE LA METODOLOGÍA SEIS SIGMA EN LA GESTIÓN DE LAS MEDICIONES
IMPLEMENTATION OF SIX SIGMA METHODOLOGY IN MEASUREMENT MANAGEMENT
MSc. Aníbal Barrera García1, Ing. Adrian Cambra Díaz2, Javier Antonio González González3
1Universidad de Cienfuegos. Cuba.
2Especialista de Calidad de la Empresa Avícola Cienfuegos. Cuba.
3Estudiante Universidad de Cienfuegos. Cuba.
RESUMEN
La presente investigación, que ha sido realizada en la Unidad de Negocios Refinería de Cienfuegos, persigue como objetivo diseñar un procedimiento para el perfeccionamiento de la gestión de las mediciones en el proceso de Hidrofinación del Diésel mediante el uso de las técnicas relacionadas con la metodología Seis Sigma. Además, se propone difundir los estudios de repetibilidad y reproducibilidad de la medida (R & R), a partir del diseño experimental. Se determina el porcentaje de variación debido a reproducibilidad y repetibilidad en diferentes ensayos que intervienen en el proceso objeto de análisis, además del número de categorías distintas (nc) que pueden ser distinguidas confiablemente por el sistema de medición. Son realizadas dos corridas del método al ensayo % de Azufre; en la primera se identifica la variabilidad presente en los ensayos, de este primer acercamiento surgen algunos ajustes que son implementados por la empresa y con el afán de mejorar los procesos es planeada la segunda corrida. Terminado el segundo ciclo se obtiene una variabilidad menor a la del primer ciclo.
Palabras clave: Repetibilidad, reproducibilidad, mediciones, seis sigmas.
ABSTRACT
This research was conducted at the Cienfuegos Refinery Business Unit. Its objective is to design a process for improving measurement management of the Diesel Hydrofining process using techniques related to Six Sigma. In addition, it is proposed to disseminate the repeatability and reproducibility studies of the measure (R & R), based on the experimental design. The percentage of variation due to reproducibility and repeatability in different tests involved in the analyzed process is determined, as well as the number of different categories (nc) that can be reliably distinguished by the measurement system. Two runs of the method are performed on the% Sulfur test; the first one identifies the variability present in the trials, from this first approach some adjustments emerge which are implemented by the company and the second run is planned aimed at improving the processes. After the second cycle, a lower variability is obtained.
Keywords: Repeatability, reproducibility, measurements, six sigma.
INTRODUCCIÓN
Durante la década de los años ochenta se marca el comienzo de la era de la gestión de la calidad, período en que se transforma la gestión empresarial. Desde entonces han surgido multitudinarias metodologías basadas en técnicas estadísticas (Ruiz Torres, Ayala Cruz, Alomoto & Acero Chávez, 2015), el vínculo entre la metrología y la calidad es reforzado para la obtención de mediciones seguras, precisas y exactas.
Es bueno destacar que "la ocupación en la precisión y reproducibilidad de las mediciones es parte constitutiva del desarrollo de la ciencia" (Carvajal & Kottow, p 2012).Los sistemas de medición de buena calidad permiten controlar y predecir los resultados de un proceso, ayudan a identificar y eliminar las causas de variaciones no controladas. Para evaluar este tipo de sistema se utilizan las pruebas de Reproducibilidad & Repetibilidad (R & R) (Gutiérrez Pulido & De la Vara Salazar, 2004), constituyen una herramienta útil para asegurar la calidad (Solminihac, Bustos, Echaveguren Chamorro& Vargas, 2012), además del análisis de incertidumbre (García Moreno, González Barbosa, Hurtado Ramos, Ornelas Rodríguez & Ramírez Pedraza, 2016).
La calidad de los productos se basa en las mediciones confiables y trazables al Sistema Internacional de Unidades (SI), realizadas en laboratorios de ensayo y calibración competentes. Este procedimiento es conocido como evaluación de conformidad y se define como la demostración del cumplimiento de los especificados en la relación con un producto, proceso, sistema, persona u organismo (Reyes Ponce, Hernández Leonard & Hernández Ruíz, 2013).
Los laboratorios de ensayo y calibración son organismos evaluadores de la conformidad, por lo que deben estar acreditados por los organismos correspondientes. Para ello los laboratorios deben demostrar su conformidad con los requisitos técnicos y de gestión de la norma NC-ISO 17025 (República de Cuba. Oficina Nacional de Normalización, 2006).
Una de las metodologías utilizadas en las empresas para el mejoramiento de la calidad, es Seis Sigma (Díaz Castellanos, Barroso Moreno, Díaz Ramos &Pico González, 2015). Su objetivo es reducir la variabilidad de un proceso a través de la aplicación de los métodos estadísticos y herramientas de gestión de la calidad (Dağlioğlu, Inaly & Aksoy, 2009; y Galvani & Carpinetti, 2013). Es una filosofía en la cual las variables pueden ser controladas y se utilizan como un medio de gestión de la calidad destinada al cero error. Se basa en el ciclo iterativo definir, medir, analizar, mejorar, controlar (DMAIC) empleada para optimizar los procesos existentes (ISO 13053) y entre sus múltiples aplicaciones la mejora de los sistemas de medición.
De forma general, durante las inspecciones y auditorías en el área de la metrología que se realizan en el país, se detectan deficiencias en la actividad, que afectan la calidad de las producciones y servicios. El resultado del esfuerzo realizado para lograr un adecuado trabajo en la metrología en las diferentes empresas de la provincia de Cienfuegos, es un problema importante a resolver, con vistas a lograr la gestión de las mediciones en todos los pasos de los procesos de producción o prestación de servicios.
La Unidad de Negocio Refinería de Cienfuegos perteneciente al Ministerio de Energía y Minas (MINEM), mejora sus procesos mediante la utilización de la Metodología Seis Sigma, pero aún no se ha implementado en la gestión de las mediciones. En esta organización se produce cierta variedad de productos, a los cuales se le realizan un grupo de ensayos para determinar los parámetros a cumplir según las exigencias de las normas y los clientes, para esto intervienen un grupo de instrumentos y procederes de trabajo, los cuales repercuten en la calidad final del producto, al traducirse en variables o parámetros de calidad. Pero al existir diversos análisis, instrumentos e intervenir cierto número de personas se corre el riesgo que se obtengan mediciones erradas, lo que conlleva a pérdidas económicas, situación que denota la necesidad de evaluar la calidad de las mediciones.
Por tanto, se define como objetivo general de la investigación: implementar la metodología Seis Sigma en los procesos de medición metrológica, que posibilite su mejora. Se obtiene como resultado la evaluación y perfeccionamiento del sistema de medición en el proceso seleccionado, así como el porcentaje de variación debido a reproducibilidad y repetibilidad en los ensayos seleccionados.
DESARROLLO
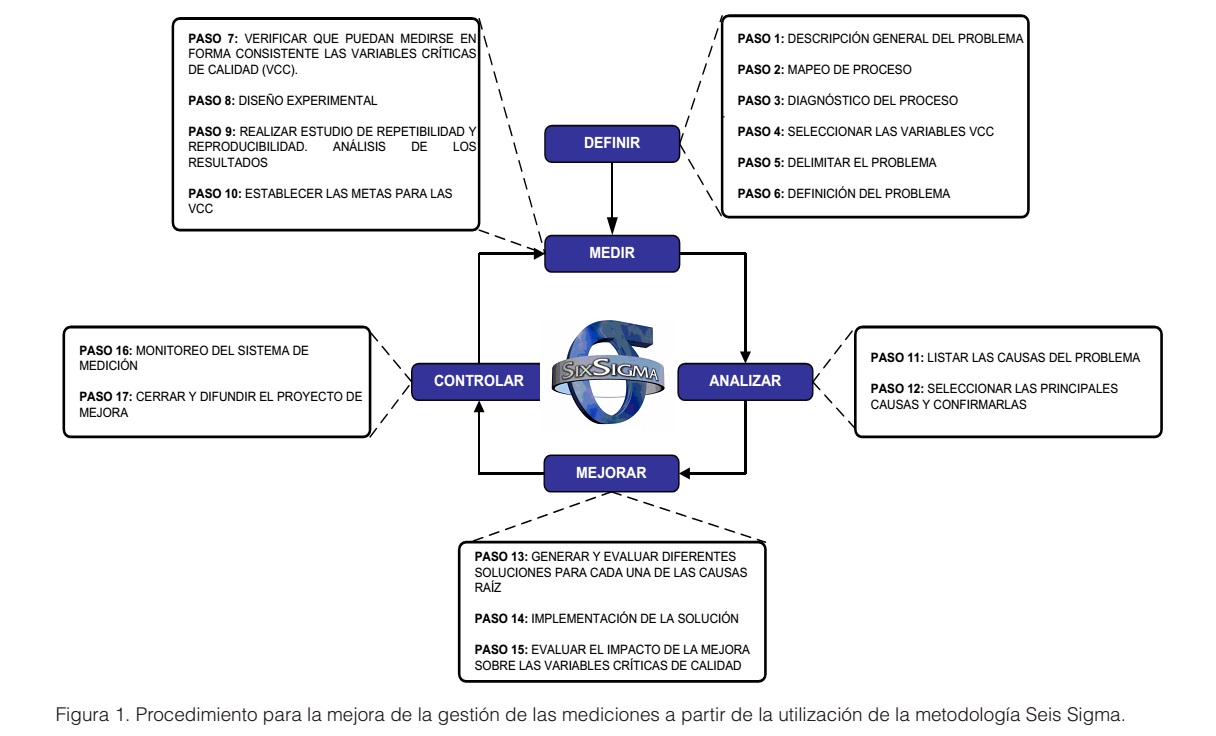
El procedimiento diseñado se muestra en la Figura 1, este se estructura en cinco etapas. Cada una de ellas cuenta con su correspondiente sistema de actividades y herramientas para su diseño y ejecución, con el propósito de mejorar la gestión de las mediciones en la organización. Para su elaboración se han utilizado criterios de diferentes autores (Gutiérrez Pulido, et al., 2004; Correa& Burgos, 2007; y Gibbons, Kennedy, Burgess & Godfrey, 2012).
Para su aplicación se toma como objeto de estudio la Refinería de Petróleo de Cienfuegos, perteneciente al sector de la industria petroquímica.
Etapa I: Definir
Paso 1: Descripción general del problema
La Unidad de Negocio Refinería de Cienfuegos, cuenta con un Sistema de Gestión de calidad basado en la NC ISO 9001 (República de Cuba. Oficina Nacional de Normalización, 2008), y posee certificación Lloyd Register. Este sistema se encuentra estrechamente interrelacionado con la norma NC ISO 10012(República de Cuba. Oficina Nacional de Normalización, 2007).Específicamente en su apartado 7.6 se exponen los requisitos relacionados con el análisis y avance del sistema de gestión de las mediciones, pues es este requisito aplicado a cualquier sistema de gestión. Por tanto, los procesos de medición deben considerarse como procesos específicos, cuyo objetivo es apoyar la calidad de los productos elaborados por la organización, aspecto que no se evalúa en su totalidad en la organización. Estos elementos constituyen la principal razón que conllevan a la necesidad de evaluar la calidad de las mediciones en los procesos que se desarrollan en dicha industria.
Paso 2: Mapeo del proceso
El proceso de Instrumentación y Metrología se encuentra subordinado a la Gerencia de Calidad y la Gerencia de Automática, Informática y Telecomunicaciones (AIT).Se cuenta con su diagrama de proceso y ficha correspondiente.
Paso 3: Diagnóstico del proceso
En todos los procesos de la entidad analizada están identificados los instrumentos de medición por un código, en correspondencia con su ubicación y sus funciones. Se encuentra definido para cada instrumento de medición el período de calibración y de verificación, el cual se establece por el Decreto Ley No. 183 de febrero de 1998 y regulado por la Disposición General DG-01Instrumentos de medición sujetos a la verificación obligatoria y a la aprobación de modelo según los campos de aplicación donde se utilizan. Las principales dificultades en la entidad se centraron en:
· Se extiende el período de extracción para la calibración o verificación del instrumento, por imposibilidad de detener el proceso.
· No se cuenta con la reserva necesaria para reponerlo en caso de que el instrumento termine su vida útil.
· No se realizan estudios para evaluar la calidad en el sistema de gestión de las mediciones.
Paso 4: Seleccionar las variables críticas para la calidad (VCC)
Para definir las variables críticas de calidad de mayor impacto a los clientes del proceso de Instrumentación y Metrología, se realiza una sesión con el especialista principal en metrología y personal de amplia experiencia en la temática, de lo que resultan las siguientes variables:
· Período de verificación y calibración.
· Tiempo de ciclo de salida y reposición del instrumento al proceso.
· Calidad en los sistemas de mediciones.
Para lograr la prioridad de estas variables se hace una valoración de cada una de ellas, con la utilización de la selección ponderada. Finalmente se propone como variable crítica: calidad en los sistemas de medición.
Paso 5: Delimitar el problema
Para demostrar la influencia de la calidad en las mediciones se ha hecho necesario analizarla a través de la calidad del producto, debido a que estas se encuentran presentes en todos los procesos. En la organización existen diferentes productos que son comercializados, por lo cual se selecciona el diésel y se tiene en cuenta criterios técnicos y económicos, para de esta forma estudiar la calidad en las mediciones mediante las variables críticas de este producto.
Paso 6: Definición del problema
Durante la hidrofinación del diésel y en los ensayos realizados en el laboratorio químico intervienen un grupo de instrumentos y procederes de trabajo, que repercute en la calidad final. Pero al existir diversos análisis e instrumentos, así como al intervenir cierto número de personas, se corre el riesgo de que se obtengan mediciones erradas, lo que conlleva a pérdidas económicas, y tiene que reprocesar el producto, lo que denota la necesidad de evaluar la calidad de las mediciones.
A este producto se le evalúan 16 especificaciones, que constituyen sus variables críticas de calidad, es un elemento esencial en los resultados de las mediciones tomadas a lo largo del proceso. Para la selección de las variables que tienen mayor repercusión en los requisitos exigidos por los clientes y en las especificaciones del producto, se determina por consenso comenzar el estudio por el ensayo % de Azufre.
Etapa II: Medir
Paso 7: Verificar que puedan medirse en forma consistente las variables críticas de calidad
En el proceso tecnológico seleccionado intervienen una gama de instrumentos, así como ensayos de laboratorio, los cuales responden a diferentes magnitudes tanto físicas como químicas. Por ser estas variables de tipo físico químico son fácilmente medibles, por tanto, el equipo de trabajo revisa la forma en que estas se miden, debido a que través de ellas se evalúa el impacto del avance. Se describe la forma en que se realizan las mediciones en las diferentes operaciones del proceso de Hidrofinación del Diésel. Dentro de este existen un grupo de instrumentos, los cuales regulan los diferentes parámetros de las magnitudes que intervienen en él, así como los relacionados con los ensayos.
Con respecto a los instrumentos que no responden a metrología legal (instrumentos industriales) reciben el servicio de reparación y calibración por el laboratorio de la empresa, el cual cuenta con instrucciones y procedimientos en los que se describe el proceder de los servicios que presta.
Con respecto a los equipos de medición de los ensayos del laboratorio químico, además de recibir el servicio de calibración, que puede ser en este caso interna o externa con respecto a la empresa que contrata. También reciben el servicio de verificación, este es contratado a la Oficina Nacional de Normalización (ONN) o al Instituto Nacional de Investigaciones de Metrología (INIMET), debido a que son instrumentos que intervienen en la determinación de la calidad de los análisis de un producto (metrología legal).
Paso 8: Diseño experimental
Al ejecutar el ensayo % de Azufre en el laboratorio químico, existen fuentes importantes de variación, como son: el método y habilidad de los operarios, el equipo utilizado, el medio ambiente dentro del laboratorio, el material a analizar y las mediciones. De las mencionadas se elige la habilidad del operario, ya que es la fuente de mayor peso de acuerdo con estudios previos realizados por la empresa (Hernández Santana, 2012; Machado García, 2013).
Se quiere entonces determinar el efecto de esta variable sobre los resultados de las mediciones en los ensayos cuando se mantienen controladas las demás fuentes. De este modo no sólo es conocida la variabilidad en los resultados de las mediciones, sino también la confiabilidad en ellas.
Las variables de interés en el estudio es la habilidad del operario y el % de azufre del diésel, donde la primera es una variable independiente, controlable y cualitativa, y tiene cuatro niveles: A, B, C y D. El resto de las variables de respuesta, son cuantitativas y continuas.
Determinar el modelo estadístico
Con el fin de identificar el modelo que mejor ajuste a la variación en las mediciones, debido a la repetibilidad y reproducibilidad de la medida se establece según la información primaria y secundaria recolectada que, bajo un ambiente de condiciones controladas, se tiene solo una variable controlable o factor a considerar.
Por tanto, se decide seleccionar el modelo unifactorial, caracterizado por la presencia de una variable controlable en el experimento y la ausencia de manipulación de variables incontrolables en la toma de datos. El modelo unifactorial de efectos aleatorios, desarrollado para el ensayo analizado, considera el factor controlable habilidad del operario y como variable de respuesta % de azufre del diésel. Este modelo puede ser representado mediante la siguiente expresión:
Yij = µ + τi + εij donde i= 1, 2, a yj=1, 2…n(1)
donde:
Yij : Representa la j-ésima réplica correspondiente al i-ésimo nivel de la variable controlable habilidad del operario.
µ : Es la media del % de azufre de la población.
τi : Es el efecto del i-ésimo nivel del factor controlable habilidad del operario sobre la variable de respuesta % de azufre.
εij : Es el error experimental en los datos.
Determinar tamaño muestra
· Determinar la probabilidad de error tipo I y tipo II.
Se define una confiabilidad del 95% para el estudio, es decir, α= 0.05 y una potencia del 90%, es decir, β= 0.1.
· Determinar la componente de varianza y desviación estándar de los tratamientos.
La variabilidad que es importante detectar entre tratamientos se considera igual a la variabilidad dentro de cada tratamiento para efectos de este estudio. Esta se obtiene a partir del error admitido (e.m.p) para cada uno de los ensayos, la cual es de +0,0027%.
· Determinar el parámetro λ
La expresión utilizada para hallar el parámetro λ es la siguiente (Montgomery, 1991):
Ecuación 1 (2)
· Utilizar la curva característica de operación
Se utilizaron las curvas características (Montgomery, 1991) y se identifica β con los datos recopilados, se obtuvo que el β de la tabla es 0,20. Para obtener una potencia del 95%, seis réplicas son insuficientes, y es necesario aumentar el tamaño muestra inicialmente propuesto para alcanzar la potencia deseada.
Paso 9: Realizar el estudio de repetibilidad y reproducibilidad(R & R). Análisis de los resultados
El objetivo que se pretende con la realización de este estudio basado en el diseño experimental es precisamente la posibilidad de repetir un resultado bajo condiciones constantes y reproducirlo variando condiciones preestablecidas. Para lograr esto es necesario crear un panorama de condiciones controladas antes y durante su ejecución.
En este caso son 80 observaciones (4 analistas x 20 réplicas). Los analistas fueron denominados con la simbología A, B, C y D, con dos repeticiones y diez medidas alternas cada uno.
Validar modelo estadístico
En este paso se describe la forma de validar el modelo estadístico estableciendo el cumplimiento de tres supuestos (Gutiérrez Pulido, et al., 2008):
· Los errores deben tener una distribución normal.
· Los errores deben ser independientes.
· Las varianzas de los tratamientos deben ser iguales.
El primer supuesto considerado es el de normalidad, el cual se analiza a partir del sesgo y la curtosis estandarizada, oscilando estos entre -2 y 2 para que los residuos sigan distribución normal, se cumple este supuesto para los datos analizados, además (Correa, et al., 2007) plantea que este supuesto siempre se cumple para ensayos de laboratorio.
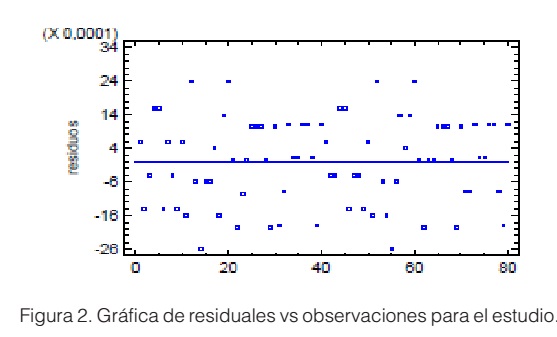
El segundo supuesto considerado es la independencia de los errores. A continuación, se presenta el gráfico de los residuales obtenido en la Figura 2.
Se observa una nube de puntos sin una tendencia definida, los residuos se encuentran distribuidos en forma aleatoria, indicando independencia de los residuos y por tanto independencia en las observaciones.
El tercer supuesto es el de igualdad de varianza, para lo cual se ha utilizado la Prueba de Bartlett. Con esta se busca comprobar la siguiente hipótesis:
Ho: δ1= δ2=….. δ4
H1: algún δi…≠ δj con i,j = 1,2,….4
Puesto que el valor-P es mayor que 0.05, no existe una diferencia estadísticamente significativa entre las desviaciones estándar con un nivel del 95% de confianza. Por lo tanto, si 0.05 < 0.14, entonces se acepta la hipótesis nula y se cumple el supuesto de igualdad de varianza.
Análisis de los resultados
La tabla de análisis de varianza y el planteamiento de pruebas de hipótesis actúan como una buena herramienta para la toma de decisiones acerca de la significancia del efecto del factor (destreza de los analistas) sobre la variable respuesta. La prueba de hipótesis planteada dentro del estudio es:
Ho: No hay diferencias significativas en la variabilidad existente entre los operadores.
H1: Hay diferencias significativas en la variabilidad existente entre los operadores.
Luego de obtener los resultados del análisis de varianza para el modelo unifactorial de efectos aleatorios se evidencia que es notable la elevada variabilidad entre tratamientos. Una variabilidad elevada puede deberse a diferencias en el desempeño de los operarios, causadas posiblemente por la falta de un programa de capacitación adecuado, una supervisión ineficiente del proceso de medición, entre otras.
Puesto que el valor-P es menor que 0.05, existe una diferencia significativa en la variabilidad de las mediciones entre los analistas, con un nivel del 95% de confianza. Por lo tanto, si 0.00 < 0.05, se rechaza la hipótesis nula.
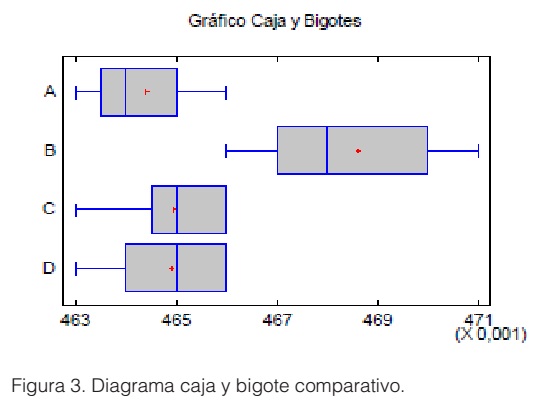
El uso de gráficos facilita el análisis de la información y la interpretación de los resultados. El diagrama de caja y bigote describe varias características importantes de un conjunto de datos; el centro, la dispersión, la desviación de la simetría y la identificación de observaciones que se alejan de manera poco usual del resto de los datos. Los diagramas de caja y bigotes son muy útiles para hacer comparaciones gráficas entre niveles del factor, ya que tienen gran impacto visual y son fáciles de comprender (Figura 3).
Este diagrama revela que existe mucha variabilidad en el analista B, ya que tanto la longitud de la caja como la del bigote es muy amplia, además la distribución del % de azufre es poco simétrica con respecto al valor central, debido a que la longitud de ambos rectángulos alrededor de la mediana es muy diferente, así como un alejamiento del % de azufre promedio en relación con los demás analistas. Del analista A se observa que la distribución del % de azufre es poco simétrica con respecto al valor central, así como un pequeño alejamiento del promedio de las mediciones con respecto a C y D.
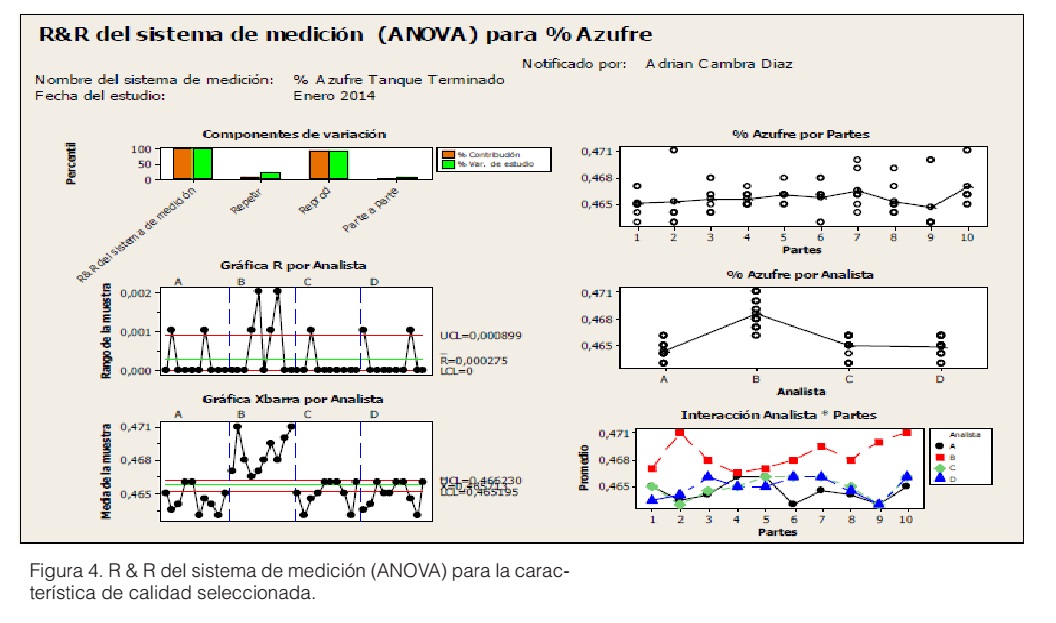
Los datos obtenidos del estudio son procesados con el software Minitab 15, para de esta forma conocer la variabilidad del sistema de medición. En este estudio se involucraron cuatro analistas, determinando el valor del % de azufre en diez muestras dos veces. Debe asegurarse que el porcentaje de variación total debido a R & R sea relativamente pequeño. En este caso, el valor es igual a 99.77%, por tanto, el sistema de medición es considerado no aceptable.
El número de categorías distintas (nc) que pueden ser distinguidas confiablemente por el sistema de medición analizado en este estudio es igual a 1. Normalmente, este número debe ser, al menos 5(Gutiérrez Pulido, et al., 2004). De la varianza total, 98 % es debida a diferencias entre analistas (reproducibilidad), mientras el 18.72% es debida al instrumento (repetibilidad), lo que se corrobora de forma gráfica en la Figura 4.
En la Figura 4 se observa el análisis gráfico que entrega el Minitab 15 del estudio, de lo que resulta lo siguiente:
· En el gráfico X-barra se observa que parte de los puntos están situados fuera de los límites de control y otra parte dentro de los mismos, lo cual refuerza la idea de que existe variación en el sistema de medición.
· En el diagrama de barras se muestra que prácticamente toda la variación se encuentra en la columna de reproducibilidad.
· En el gráfico Mediciones por analista se puede decir que existen diferencias en las mediciones realizadas por los analistas B y A, lo que se evidencia en la desviación de la línea horizontal.
· En el gráfico Interacción Analista * Muestras se observa cierta variabilidad en la medida del analista B con respecto al resto. Se puede decir que entre el analista C y D hay similitud en sus mediciones. Este gráfico nos demuestra que existen diferencias en los resultados del ensayo (azufre), posiblemente el método de medición no sea el adecuado, por tanto, se deben corregir las desviaciones para realizar otro estudio.
Se concluye que el factor analista con un nivel de confianza del 95% afecta la variabilidad en la medición del % de azufre del diésel producido. Por lo tanto, se deben tomar acciones para su mejoramiento.
Paso 10: Establecer las metas para las variables criticas de calidad
Tomando en cuenta la situación para la variable crítica de calidad analizada, se plantea como meta reducir el porcentaje de variación total debido a R & R en el ensayo a menos del 30 %, así como aumentar el número de categorías distintas (nc) a más de 4.
Etapa III: Analizar las causas raíz
Paso 11 y 12: Listar las causas del problema, seleccionar las principales y confirmarlas
Después de haber identificado los problemas existentes, se hizo un análisis de las causas. Este análisis se dividió en dos aspectos:
· Preparación del diagrama causa-efecto.
· Preparación de las hipótesis y verificación de las causas más probables.
Preparación del diagrama causa-efecto: Se realizó el análisis de causa y efecto para determinar las causas posibles que influyen en la variación del sistema de medición en el ensayo seleccionado. Dicho diagrama se construyó en una sesión de tormenta de ideas.
Planteamiento de las hipótesis y verificación de las causas más probables: Se revisaron las causas posibles y se seleccionaron las más probables mediante una votación basada en la experiencia.
Etapa IV: Mejorar
En esta etapa se propusieron, implementaron y evaluaron las soluciones a las causas raíces detectadas, demostrando con datos, que las soluciones propuestas resuelven el problema y llevan a las mejoras buscadas.
Paso 13: Generar y evaluar diferentes soluciones para cada una de las causas raíz.
A partir de los resultados obtenidos se generaron un grupo de soluciones para las causas raíces detectadas u oportunidades de mejora. A estas propuestas se le aplica la Matriz UTI para definir las prioridades de mejora. Por consenso se decide priorizar las siguientes:
· Gestionar la capacitación adecuada a las características del puesto analizado.
· Adquirir los materiales de referencia certificados.
· Exigir el cumplimiento de los requisitos de las ASTM D 4057(2009) y ASTM 4294.
Paso 14: Implementación de la solución
Para realizar la implementación de las soluciones se diseñaron los planes de acción correspondientes, haciendo uso de la técnica de las 5W y 2H (qué, quién, cómo, por qué, dónde, cuándo y cuánto), donde se refleja en qué consiste la propuesta, dónde se implementan, la forma en qué se va a realizar, fechas para cada una, personas responsables, entre otros.
Paso 15: Evaluar el impacto de la mejora sobre las variables críticas de calidad
Para la evaluación de la solución se compara el estado del proceso antes y después de las acciones tomadas, es decir, volver a realizar un estudio repetibilidad y reproducibilidad para el ensayo % de Azufre.
Al concluir la implementación de las mejoras, se espera un período de once meses para ejecutar nuevamente el estudio de repetibilidad y reproducibilidad para la variable crítica % de Azufre.
Al término de recolectar los datos de este segundo estudio, se validan los supuestos del modelo. Para la validación del modelo, se procede de igual forma que en el primer estudio y los tres supuestos (normalidad, independencia de los errores y homogeneidad en varianza) se cumplen para este nuevo estudio.
Se efectúa además el análisis de varianza y el planteamiento de la prueba de hipótesis. Como resultado se obtiene que el valor-P es mayor que 0.05, lo que indica que no existe una diferencia significativa en la variabilidad de las mediciones entre los analistas, con un nivel del 95% de confianza. Por lo tanto, si 0.05 < 0.9983, entonces se acepta la hipótesis nula.
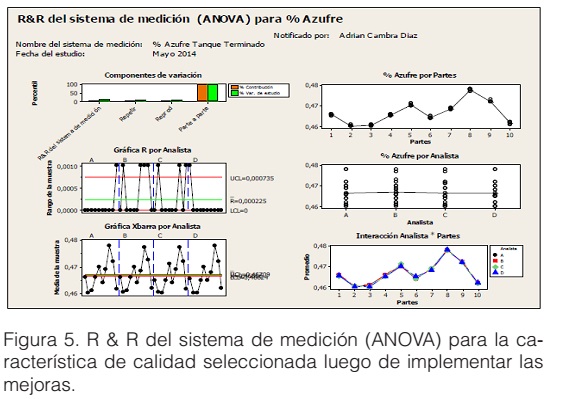
Para analizar los resultados del estudio R & R se procesan los datos con el software Minitab 15, se obtienen los siguientes resultados.
· El valor de la variación total debido a R & R es igual a 8.96%, por tanto, el sistema de medición es considerado aceptable.
· El número de categorías distintas (nc) que pueden ser distinguidas confiablemente por el sistema de medición analizado es igual a 15.
· De la varianza total, 6.67% es debida a diferencias entre analistas (reproducibilidad), mientras el 5.98% es debida al instrumento (repetibilidad), se corrobora de forma gráfica en la Figura 5.
En la Figura 5 se muestra el análisis gráfico que entrega el Minitab 15, donde se puede resumir:
En el gráfico X-barra se observa que prácticamente todos los puntos están situados fuera de los límites de control, lo que refuerza la idea de que el sistema de medición es aceptable.
En el diagrama de barras se evidencia que la mayor parte de la variación se encuentra en la columna parte a parte, lo que implica que el estudio es capaz de detectar variaciones.
En el gráfico Mediciones por Analistas se puede decir que no existen diferencias en las mediciones realizadas entre los analistas, por lo que se evidencia en la línea que es prácticamente horizontal.
En el gráfico Interacción Analistas * Muestras se observa una homogeneidad para medir por parte de los analistas. Por tanto, este sistema de medición se considera aceptable, evidencia la efectividad de las propuestas de mejoras.
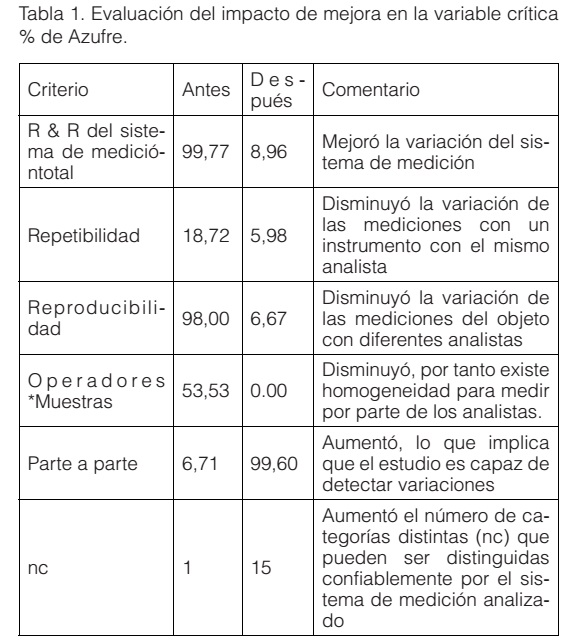
La comparación de los datos obtenidos con los registrados en el estudio inicial, se muestran en la Tabla 1.
Paso 16: Monitoreo del sistema de medición
Para realizar monitoreos en los sistemas de mediciones se utilizan los estudios de estabilidad, se miden cada cierto intervalo de tiempo una variable. Proveen información clave sobre el estado del proceso de medición. La información que se obtiene puede ser utilizada para definir intervalos de calibración o el momento de realizar otro estudio R & R.
Se recomienda utilizar para llevar a cabo dicho monitoreo una carta de control, visualizando el comportamiento de las mediciones realizadas a las variables seleccionadas a través del tiempo (Gutiérrez Pulido, et al., 2004). Para ejecutar dicho monitoreo se necesitan tomar muestras del comportamiento de las variables por un período de al menos cinco meses.
La presente investigación comienza a desarrollarse en abril del 2016, la implementación de las medidas se realiza durante el período mayo-julio y en septiembre se realiza nuevamente los estudios R & R en el ensayo seleccionado, motivo por el cual no se tienen las observaciones de las muestras necesarias para el estudio de estabilidad, lo cual queda a realizar por parte del equipo de trabajo.
Paso 17: Cerrar y difundir el proyecto de mejora
Finalmente se realiza una recopilación de todos los documentos utilizados en la investigación, donde se refleja el trabajo y queda redactado un documento final. Se plasma en el mismo los principales logros alcanzados luego de poner en práctica las propuestas de mejora, así como los principales impactos.
CONCLUSIONES
Se implementa un procedimiento que posibilita la mejora del proceso de gestión de las mediciones, se toma como base la integración de requisitos establecidos en la República Oficina Nacional de Normalización (2007), Metodología Seis Sigma, así como criterios de un grupo de autores que trabajan la temática y resoluciones vigentes relativas a la metrología. Las características que lo distinguen son: el estado de las actividades en material de gestión metrológica y el uso de técnicas estadísticas. Este se ajusta a las características de la organización, cuya implementación contribuye a la mejora de la calidad de las mediciones.
Se realiza un estudio de repetibilidad y reproducibilidad al ensayo % de Azufre basado en el diseño experimental, se analiza la variabilidad debida al factor operario bajo condiciones controladas, se refleja que el método de medición no es el adecuado, dado por un 98% debido a reproducibilidad. Este resultado permite identificar acciones correctivas para la mejora del sistema de medición.
Se proponen acciones encaminadas al tratamiento de las deficiencias detectadas durante el estudio, se implementan y evalúan, y se determina que el sistema de medición es aceptable, capaz de detectar variaciones, ratifica que las soluciones propuestas resuelven el problema y llevan a las mejores buscadas, lo que se demuestra mediante la disminución de la variabilidad. Esto posibilita credibilidad en los resultados de sus ensayos y proporciona evidencias para su futura acreditación.
La investigación dota al laboratorio químico de herramientas estadísticas que permiten evaluar la calidad de la medición en sus ensayos, contribuye así a su confiabilidad, seguridad y exactitud.
Carvajal, Y.,&Kottow, M. (2012). Metrología de la incertidumbre: un estudio de las estadísticas vitales en Chile y Brasil. Cad. Saúde Pública, 28(11), 2063-2075. Recuperado de http://www.scielosp.org/pdf/csp/v28n11/06.pdf
Correa, A., & Burgos, C. M. (2007). Diseño e implementación de una metodología estadística para ensayos de producto terminado en Cementos El Cairo S.A. Revista Dyna 74(151),195-207. Recuperado de http://www.redalyc.org/pdf/496/49615120.pdf
Galvani, L., & Carpinetti, L. (2013). Análise comparativa da aplicação do programa Seis Sigma em processos de manufatura e serviços. Produção 23(4),695-704. Recuperado de http://www.scielo.br/pdf/prod/v23n4/aop_t6_0002_0489.pdf
García Moreno, A. I., González Barbosa, J. J., Hurtado Ramos, J. B., Ornelas Rodríguez, F. J., & Ramírez Pedraza, A. (2016). Análisis de la sensibilidad en un modelo de calibración cámara LiDAR. Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, 32(4),193-203. Recuperado de http://www.sciencedirect.com/science/article/pii/S021313151500053X
Díaz Castellanos, E. E., Barroso Moreno, L. A., Díaz Ramos, C., & Pico González, B. (2015). Desarrollo de un modelo matemático para procesos multivariables mediante Balanced Six Sigma. Revista Ingeniería, Investigación y Tecnología 17(3),419-430. Recuperado de http://www.redalyc.org/pdf/404/40440683009.pdf
Gibbons, P., Kennedy, C., Burgess, S., &Godfrey, P. (2012). The development of a value improvement model for repetitive processes (VIM). International Journal of Lean Six Sigma 3(4),315-338.Recuperado de http://www.emeraldinsight.com/doi/abs/10.1108/20401461211284770
Gutiérrez Pulido, H.,&De la Vara Salazar, R. (2004). Control Estadístico de la Calidad y Seis Sigma. México: McGraw-Hill.
Gutiérrez Pulido, H.,yDe la Vara Salazar, R. (2008). Análisis y Diseño de Experimentos. México: Editorial McGraw-Hill.
Hernández Santana, M. (2012). Procedimiento para la mejora del sistema de gestión de las mediciones utilizando técnicas Seis Siga en el proceso de Tratamiento del Turbo combustible Jet A1 en la Unidad de Negocio Refinería de Cienfuegos. (Tesis de Maestría). Cienfuegos: Universidad de Cienfuegos.
International Standard (ISO): 13053. (2011). Quantitative methods in process improvement. Six Sigma. PrimeraEdición. Switzerland.Montgomery, D. C., (1991). Diseño y análisis de experimentos. México: Iberoamérica.
Machado García, F. (2013). Mejora de la gestión de las medicones en el proceso de Tratamiento y Almacenamiento del Turbo combustible Jet A1 en la Unidad de Negocio Refinería de Cienfuegos. (Tesis de Grado). Cienfuegos: Universidad de Cienfuegos.
República de Cuba. Oficina Nacional de Normalización. (2006). Norma Cubana (NC ISO): 17025.Requisitos generales para la competencia de los laboratorios de ensayo y de calibración. SegundaEdición. La Habana: ONN.
República de Cuba. Oficina Nacional de Normalización.(2007).Norma Cubana (NC ISO/IEC): 10012. Sistema de gestión de las mediciones. Requisitos para los procesos de medición y los equipos de medición. PrimeraEdición. La Habana: ONN.
República de Cuba. Oficina Nacional de Normalización.(2015). Norma Cubana (NC ISO): 9001. Sistemas de Gestión de la calidad - Requisitos. Quinta Edición. La Habana: ONN.
Reyes Ponce, Y., Hernández Leonard, A., & Hernández Ruíz, A. (2013). Metrología para la Vida. La Habana: Científico-Técnica.
Solminihac, H., Bustos, M., Echaveguren T., Chamorro, A., & Vargas, S.(2012). Desarrollo conceptual de un sistema integrado para el control de calidad en mediciones de resistencia al deslizamiento. Ingeniería de Construcción, 27(1), 75-92. Recuperado de http://www.scielo.cl/scielo.php?script=sci_arttext&pid=S0718-50732012000100005
Recibido: Enero de 2017.
Aprobado: Febrero de 2017.
MSc. Aníbal Barrera García
E-mail: abarrera@ucf.edu.cu
Ing. Adrian Cambra Díaz
E-mail: adrian@avicola.cfg.minag.cu
Javier Antonio González González
E-mail:ii1314@ucf.edu.cu


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}