










My SciELO
 Custom services
Custom servicesServices on Demand
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkIngeniería Mecánica
On-line version ISSN 1815-5944
Ingeniería Mecánica vol.15 no.2 La Habana May-Aug. 2012
ARTÃCULO ORIGINAL
Evaluación de diferentes tipos de barnices en la protección de electrodos para la soldadura subacuática
Evaluation of different types of varnishs to protect underwater welding electrodes
Manuel Rodríguez-PérezI, Alexandre Queiroz-BracarenseII, Lorenzo Perdomo-GonzálezI, Rafael Quintana- PucholI, Alejandro Duffus-ScottI
I Universidad Central de las Villas, Centro de Investigaciones de Soldadura. Santa Clara. Cuba.
II Universidad Federal de Minas de Gerais, Laboratorio de Robótica, Soldadura y Simulación, Minas Gerais, Brasil.
RESUMEN
El artículo tiene como objetivo evaluar las posibilidades de empleo de diferentes tipos de barnices como impermeabilizantes para los electrodos del tipo AWS E 6013, cuando se realiza la soldadura en condiciones subacuática mojada. Los barnices evaluados son el Vinílico, Marítimo, base Poliuretano y una nueva variante base Isopor. Los métodos de evaluación incluye el comportamiento de la resistencia mecánica que le confiere al revestimiento a cada uno de los barnices, el agua adsorbida y el tipo de estructura en el cordón, utilizando microscopía óptica convencional. En este aspecto, la estructura en todos los cordones realizados con el electrodo E 6013, independientemente del impermeabilizante utilizado es similar, caracterizada por ferrita primaria o de contorno de grano y del tipo Widmanstätten, sin embargo, se determinó, que el impermeabilizante base Isopor, garantiza una mejor protección del electrodo en cuanto a la cantidad de agua adsorbida y adherencia del revestimiento.
Palabras claves: soldadura subacuática, impermeabilizante, electrodos.
ABSTRACT
The article aims to assess the potential use of different types of paints and waterproofing materials for the electrodes of type AWS E 6013, when performing underwater welding in wet conditions. The coatings evaluated are Vinyl, Maritime, polyurethane base and a new variant Isopor base. Evaluation methods include the behavior of the mechanical strength to the coating gives each of the varnishes, the adsorbed water and the type of structure in the welds, using conventional microscopy. In this sense, the structure in all the welds made with the electrode E 6013, regardless of waterproofed used is similar, characterized by primary or ferrite grain boundary and Widmanstätten type, however, it was determined that the base waterproofing Isopor, guarantees better protection of the electrode in terms of the amount of adsorbed water and coating adhesion.
Key words: underwater welding, waterproofed, electrode.
INTRODUCCIÃN
Estudios recientes [1], referidos a las consideraciones termodinámicas entre la formación de poros y la presión hidrostática durante la soldadura subacuática, le atribuye una vital importancia a los impermeabilizantes, pues éstos garantizan que se logre un arco estable y por lo tanto, una menor solubilidad del hidrógeno en el metal líquido cuando se incrementan la profundidad a la cual se realiza la operación de soldeo.
A pesar de que está bien definido el problema que aun existe sobre la protección de los electrodos para la soldadura subacuática, según la literatura [2, 3], el impermeabilizante que prácticamente se utiliza internacionalmente en la protección de los electrodos para la soldadura subacuática mojada, es el barniz tradicional vinílico (resina vinílica y solventes aromáticos). Este impermeabilizante de forma general garantiza que el revestimiento se mantenga adherido al núcleo del electrodo, lográndose su función eléctrica y metalúrgica y con ello, un cordón de soldadura en condiciones subacuática, cuyos defectos por su naturaleza y magnitud en la mayoría de los casos sean aceptados por los códigos o normas. No obstante a los resultados aceptables de este impermeabilizante, aún se presentan dificultades en cuanto a los niveles de hidrógeno difusible y porosidad del cordón, sobre todo, cuando la soldadura se realiza a profundidades superiores a los 20 metros [4, 5].
Teniendo en cuenta la problemática anterior, se continúa trabajando para mejorar la calidad de los cordones de soldadura cuando se realizan a grandes profundidades a partir de modificaciones en los revestimientos de los consumibles y también en la forma garantizar una mejor impermeabilización. En este sentido desde el año 2005, y hasta el presente, se han desarrollado exitosamente, investigaciones conjuntas entre el Laboratorio de Robótica Soldadura y Simulación (LRSS) de la Universidad Federal de Minas Gerais (UFMG) de Brasil y el Centro de Investigaciones de Soldadura (CIS) de la Universidad Central de Las Villas (UCLV) de Cuba, en el campo de la soldadura subacuática. Los trabajos más recientes entre ambas instituciones, han estado dirigidos al desarrollo y evaluación de un impermeabilizante a partir del uso del poliestireno expandido (Isopor), con el fin de garantizar una mejor protección de los consumibles para el proceso SMAW (Shield Metal Arc Welding) en condiciones subacuáticas.
En el presente trabajo se evalúan diferentes tipos de barnices comerciales respecto a sus potencialidades como impermeabilizante de electrodos destinados a la soldadura subacuática y además, una nueva variante que utiliza el poliestireno expandido. Este estudio ha incluido la caracterización de la estructura mediante microscopía óptica de los cordones obtenidos sobre placas de acero ASTM A 36, utilizando una instalación que permite la soldadura en lámina de agua y el registro de los parámetros de soldadura. También se analizó la resistencia del revestimiento, adherencia al núcleo y la higroscopicidad, cuando los consumibles son sumergidos en agua.
Dentro de los principales resultados obtenidos se puede señalar, que no se aprecian modificaciones significativas en relación al tipo de estructura del cordón al variar el tipo de impermeabilizante, sin embargo, si es apreciable que la variante fabricada base Isopor, garantiza una mayor resistencia mecánica y menor grado de higroscopicidad, lo cual permite la protección del electrodo en toda su longitud y por tanto, un mayor índice de aprovechamiento y buena estabilidad en el arco de soldadura.
MATERIALES Y EQUIPOS UTILIZADOS
Para la evaluación de los diferentes tipos de barnices como impermeabilizante para el electrodo E 6013, se realizaron cordones de soldadura sobre placas de acero ASTM A 36, de 16 mm de espesor utilizando la instalación que se muestra en la figura 1 (A).
A modo de comparación, se realizaron las pruebas a consumibles sin ningún tipo de impermeabilizante. Para la realización de la soldadura y registro del comportamiento de los parámetros eléctricos del proceso, se utilizó la instalación que se muestra en la figura 1 (B).
La determinación de la humectación del revestimiento se llevo a cabo teniendo en cuenta la cantidad de masa de agua adsorbida donde se utilizó, una balanza digital marca TRADELAB F A2104N, con precisión de 0,0001 g.
La caracterización microestructural de las muestras, se realizó con ayuda de un microscopio óptico metalográfico, marca Olympus, U-CMAD-2, el cual tiene acoplado un sistema digital de adquisición de imagen con posibilidades de aumento desde 50 a 1000 X.
Realización de las pruebas
Prueba de absorción de humedad
De cada una de las variantes de impermeabilizante, se tomaron 3 electrodos, los cuales fueron pesados inicialmente y posteriormente introducidos en el agua, en períodos de tiempo de: 5, 15, 30, 60, 120 y 240 minutos.
Realización de los depósitos de soldadura
Los depósitos de soldadura subacuática mojada fueron realizados empleando el dispositivo mostrado en la figura 1 (A). Para cada tipo consumible fueron evaluados 3 electrodos, para los cuales se obtuvo el registro correspondiente en relación a la intensidad de corriente y el voltaje de arco. El valor de los parámetros del régimen de soldadura ajustados inicialmente a la fuente, son los siguientes:
Intensidad de corriente de soldadura - 180 A
Voltaje de arco - 28-30
Avance de la soldadura - 1.1mm/seg
Tipo de corriente - directa y polaridad invertida.
Preparación metalográfica de los depósitos
El corte de los depósitos para extraer las muestras de pruebas de soldadura realizadas en condiciones subacuáticas, se realizó en la sección transversal a la dirección del depósito en el centro de cada cordón. La preparación metalográfica de las muestras, se llevo a cabo según el procedimiento convencional, donde las muestras fueron atacadas con Nital al 2%, durante un tiempo de 20 segundos, con el objetivo de revelar las microestructuras.
RESULTADOS Y DISCUSIÃN
Comportamiento de la resistencia del revestimiento y adherencia durante la realización de la soldadura
Como resultado inicial en la evaluación de los consumibles, se observó detalladamente el estado de cada electrodo una vez utilizado. La apariencia de los consumibles posterior a la soldadura (colillas) se muestra en la figura 2.
Como aspectos importantes se pueden señalar:
- El consumible sin impermeabilizante sufrió deterioro como resultado de la soldadura.
- El consumible protegido con el barniz base Poliuretano, una vez utilizado en el extremo de la colilla, aparece parte de la capa de protección con restos de salpicaduras.
- El consumible protegido con barniz Vinílico, la colilla queda en el extremo con la cubierta de protección, NO SE CONSUME.
- Los consumibles protegidos con el impermeabilizante base Isopor y barniz Marítimo la profundidad del crisol es normal (2-3 mm).

Comportamiento del voltaje de arco e intensidad de corriente
En la figura 3, se aprecia que para las pruebas realizadas con los electrodos protegidos con barniz Vinílico, el voltaje resulta menor que para el resto de los consumibles, los cuales fueron protegidos con los impermeabilizantes base Isopor, barniz Marítimo y Poliuretano. Con este último barniz, el valor medio del voltaje resultó mayor estadísticamente, al compararlo con los valores alcanzados para las pruebas realizadas con el base Isopor, Vinílico y sin barniz.
Para el caso del comportamiento de la intensidad de corriente se observa en la figura 4, que existen diferencias significativas en este parámetro desde el punto de vista estadístico. El consumible sin impermeabilizar resultó el de mayor valor en la intensidad de corriente registrada, seguido de los impermeabilizados con barniz base Poliuretano.
Independientemente de las diferencias significativas desde el punto de vista estadístico en relación al comportamiento del voltaje de arco y de la intensidad de corriente, al comparar los electrodos protegidos con los diferentes barnices, en la práctica lo más importante es la variación del aporte térmico (Ha), el cual se determina mediante la expresión 1. Este parámetro influye en la velocidad de enfriamiento del cordón y por lo tanto, puede incidir en el tipo de microestructura en el cordón.
A partir de la expresión 1, para una velocidad de soldadura similar para todas las pruebas realizadas de 1.1 mm/seg y una eficiencia del proceso de 0.68 η , sustituyendo los valores de intensidad de corriente (Is) y de voltaje (Ua) de acuerdo al impermeabilizante, el valor de la energía lineal obtenido es prácticamente equivalente. Este resultado preliminar indica que al lograrse velocidades de enfriamiento similares para los cordones, no deben existir modificaciones sensibles en la microstructura. No obstante esta afirmación puede ser corroborada a partir del estudio de la morfología de la estructura de cada uno de los cordones.
Absorción de agua
En la tabla 1, se muestran los resultados de la absorción de agua. La prueba se realizó mediante la inmersión de los electrodos en un depósito de agua, como fue explicado anteriormente.
Como se observa en la figura 5, los electrodos sin protección e impermeabilizados con el barniz Vinílico y Marítimo su revestimiento se deterioró a los 30 minutos de inmersión en agua. El daño en particular de cada revestimiento afectado se puede observar en la figura 6. Los consumibles impermeabilizados con el barniz base Poliuretano, tuvieron una resistencia hasta los 60 minutos, mientras el impermeabilizante base Isopor, garantizó resistencia mecánica hasta las 4 horas. A partir de este tiempo de inmersión, apareció una grieta longitudinal (Fig. 6). Es de señalar que en el caso de los electrodos impermeabilizados con los barnices: Vinílico, Marítimo y base Poliuretano, el deterioro se localiza puntualmente, formando una ampolla.
Se muestra en la figura 5, que los diferentes barnices empleados muestran distintas curvas de humectación, lo que pone de manifiesto la existencia de varios mecanismos de adsorber el agua. Es muy probable que el mecanismo reinante sea un proceso difusivo, es decir que las moléculas de agua "penetran" (difundan) en el material de la película de barniz a través de su estructura molecular polimérica, desplazándose a lugares de menor concentración (hacia la superficie del revestimiento del electrodo), es decir que este fenómeno es de origen intramolecular.

Las diferencias de dicho fenómeno intramolecular en los electrodos evaluados, se debe a que en toda membrana, basada en una película de barniz orgánico "impermeable", exhibe una estructura polimétrica, que presenta cierto grado de orden-desorden a corta y larga distancia entre sus macromoléculas [6]. En la figura 7, se expone esquemáticamente el carácter aleatorio de las zonas ordenadas A y las desordenadas B de una película de un impermeabilizante polimétrico. Las zonas más desordenadas B, presentan mayor permeabilidad que las ordenadas A, lo cual es la causa esencial para que cada barniz de acuerdo a sus particularidades, permita el paso a través de su estructura las moléculas de agua.
![Fig. 7. Representación esquemática clásica de la estructura molecular de polÃmetros [6]](/img/revistas/im/v15n2/f0702212.gif)
El poliestireno expandido [CH2-CH(-C6H5)-]n (Isopor) no es higroscópico, a diferencia de lo que sucede con otros materiales empleados para el aislamiento y embalaje industrial. Esta debe ser la causa fundamental para que los electrodos protegidos con el impermeabilizante base Isopor, tengan mayor resistencia que el resto de los consumibles. Ensayos realizados [7], han demostrado que el poliestireno sumergido completamente en agua, presenta niveles muy bajos de absorción, reportándose valores entre el 1% y el 3%, posterior a una inmersión de 28 días.
Comportamiento de la microestructura
Uno de los problemas más significativos que pueden afectar la unión soldada en condiciones subacuática, es el agrietamiento por el efecto del hidrógeno difusible, y la presencia de porosidad según aparece en la literatura [8, 9], sin embargo este fenómeno no se ha manifestado en los cordones de soldadura realizados con los electrodos protegidos con los diferentes impermeabilizantes evaluados, debido a que las pruebas se realizaron en lámina de agua, es decir a poca profundidad y se ha utilizado como metal base un acero no aleado y de bajo por ciento de carbono.
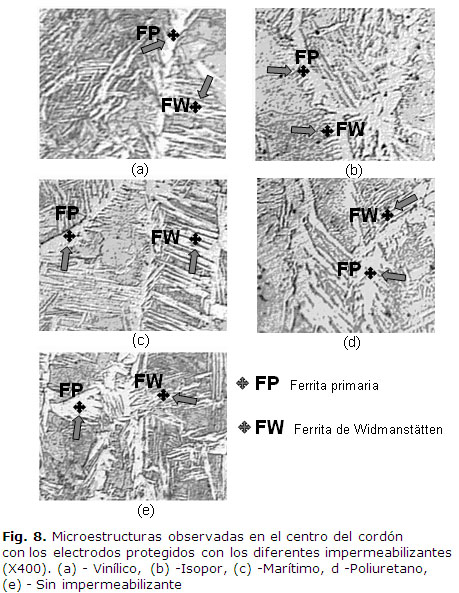
La microestructura observada en todos los depósitos estudiados, prevalece la ferrita del tipo Widmanstätten (FW) y primaria o de contorno de grano (FP), típico para los cordones realizados en condiciones subacuáticas con electrodos del tipo E6013, sobre acero no aleado, según se reporta en la literatura [8]. Estas, se pueden observar en la figura 8.
En la figura 9, se muestra de forma esquemática la formación de las diferentes fases, en el cordón de soldadura durante el enfriamiento, según el efecto que pueden tener los diferentes factores en la formación de la ferrita acicular [8, 9]. Como se puede apreciar, un aumento del tamaño de grano austenítico conjuntamente con un contenido significativo de elementos de aleación favorece a la transformación perlítica, sin embargo existe una relación entre elementos de aleación, tiempo de enfriamiento, contenido de oxígeno y tamaño de grano, donde se logra la formación de un volumen considerable de ferrita tipo acicular.
![Fig. 9. Representación esquemática del efecto de los diferentes factores en la formación de la ferrita acicular [10]](/img/revistas/im/v15n2/f0902212.gif)
Sobre la base de lo señalado anteriormente, en los depósitos realizados en el presente trabajo, se favorece la formación de la ferrita del tipo Witmanstätten, debido al bajo contenido de elementos de aleación del electrodo y del metal base, lo cual se corresponde con las estructuras obtenidas en los cordones realizados con los electrodos evaluados.
Un aspecto importante a considerar, es que en la soldadura realizada en condiciones subacuáticas, es de mayor velocidad de enfriamiento, que en condiciones atmosféricas, siendo este un factor que determina también, la presencia de la estructura del tipo Witmanstätten y primaria o de contorno de grano, como se puede observar en la figura 8.
Se plantea en la literatura [10], que la formación de la ferrita del tipo de Witmanstätten y del tipo acicular es un fenómeno competitivo. Esto quiere decir, que en la medida que aumenta la cantidad de ferrita acicular, como resultado de la existencia de los centros para la nucleación de esta fase, se reduce la cantidad de ferrita del tipo Widmanstätten o de otro tipo [11].
Sin embargo de acuerdo al sistema aleante del electrodo, prácticamente es imposible la formación de la ferrita acicular en los depósitos realizados en el trabajo, ya que según se reporta [12-14], además de las inclusiones no metálicas como centros para la nucleación de esta fase, se hace necesario la presencia de por cientos determinados de elementos de aleación como por ejemplo; Níquel, Manganeso, Titanio etc.
Por otra parte, los resultados anteriores referidos a la estructura del metal depositado, demuestran que las diferencias registradas en el voltaje de arco y en la intensidad de corriente, al utilizar los diferentes impermeabilizantes evaluados en la presente investigación, no afectan la microestructura del cordón y por tanto, no se alteran significativamente los valores de parámetros que determinan la resistencia mecánica de la unión.
CONCLUSIONES
1- Todos los impermeabilizantes evaluados, garantizaron una adecuada adherencia del revestimiento al electrodo, permitiendo que puedan ser utilizados en toda su longitud.
2- Se ha demostrado, que el impermeabilizante base Isopor garantiza una mayor resistencia durante la inmersión en agua a pesar de que absorbe mayor cantidad de agua al comienzo de la inmersión.
3- En la microestructura obtenida con los electrodos protegidos con los diferentes impermeabilizantes, no se aprecian diferencias marcadas en la morfología de la estructura, prevaleciendo la ferrita primaria de contorno de grano y del tipo Witmanstätten. La presencia de otros tipos de ferrita, como del tipo acicular y poligonal es insignificante.
4- Los resultados obtenidos en relación al nuevo impermeabilizante base Isopor son favorables en las pruebas realizadas, por lo que existen perspectivas para su empleo a nivel industrial.
REFERENCIAS
1. Quintana, R. et al. "Consideraciones Termodinámicas entre la formación de poros y la presión hidróstática durante la soldadura subacuática mojada". Soldagem & Inspeção . 2009, vol. 14, nº. 2, p. 161-169. ISSN 0104-9224
2. Liu, S. Underwater Wet Welding for Offshore Structures and Pipelines in the Gulf of México. Process Manaration and Technology Transfer. 2006. Final Report. CSM Projet 4-42339. 86 p.
3. Queiroz, A. et al. "Estudo comparativo de eletrodos comerciais para soldagem subaquática molhada". Soldagem & Inspeção . 2010, vol.15, nº. 4, p. 325-335. ISSN 0104-9224
4. Queiroz, A. et al. "Influencia de la composición fásica de la capa de barniz impermeabilizante de electrodos rutílicos sobre la porosidad en la soldadura subacuática mojada". Revista Facultad de Ingeniería. 2009, nº. 50, p. 51-62. ISSN 0120-6230.
5. Queiroz, A. et al. "Development of tubular coated electrodes for underwater wet welding". Revista Tecnica de la Facultad de Ingeniería. Universidad del Zulia. 2009, vol. 32, nº. 2, p. 89-97. ISSN 0254-0770.
6. Richard, B. y Hoseman, R. "Modellversuche zur Deutung del Roentgen-Langeperiodeninterferenzen." Die Makromolekulare Chemie. 1960, vol. 39, p. 105-118.
7. Vainshtein, B. K. Diffraction of X-rays by chain molecules. NY: Editorial Elsevier Publishing Company. 1966. 403 p.
8. Pérez Gerrero, F. y Liu, S. "Maintenance and Repair Welding in the Open Sea". Welding Journal. 2005, vol. 56, p. 47-56. ISSN 0043-2296
9. Medeiros, R. C. y Liu, S. "A perspective electrochemical model for weld metal hydrogen pickup in underwater wet welds". Journal of Offshore Mechanics and Artic Engineering. 1998, vol. 120, nº. 4, p. 36-44. ISSN 0892-7219
10. Bhadeshia, H. y Honecycombe, R. W. K. Steels: Microestructure and Properties. 3ra Edition. UK: Elsevier. 2006. 360 p. ISBN 0-7506-8084-9.
11. Kou, S. Welding Metallurgy. 2da Edition. USA: John Willey and Sons. 2003. 420 p. ISBN 0-471-43491-4.
12. Kim, D. W., Qin, R. S., y Bhadeshia, H. "Transformation Texture of Allotriomorphic Ferrite in Steel". Materials Science and Technology. 2009, vol. 25, p. 892-895. ISSN 1743-2847
13. Bhadeshia, H. "Diffusional Formation of Ferrite in Iron and its Alloys". Progress in Materials Science. 1985, vol. 29, p. 321-386. ISSN 0079-6425
14. Evans, G. M. "The Effect of Nickel on the Microstructure and Proprieties of C-Mn All-Weld Metal Deposits". Welding Research, 1991, vol. 27, nº.2, p. 76-82. ISSN 0043-2326
Recibido: 15 de mayo de 2011.
Aceptado: 2 de abril de 2012.
Manuel RodrÃguez-Pérez. Universidad Central de las Villas, Centro de Investigaciones de Soldadura. Santa Clara. Cuba.
Correo electrónico: manuelr@uclv.edu.cu
