










My SciELO
 Custom services
Custom servicesServices on Demand
Article
 text in
text in  English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkRevista Cubana de Ciencias Forestales
On-line version ISSN 2310-3469
Rev cubana ciencias forestales vol.8 no.1 Pinar del Río Jan.-Apr. 2020 Epub Apr 03, 2020
Original article
Quality analysis of tropical wood sawing in Cabinda, Angola
1Universidad de Pinar del Río "Hermanos Saíz Montes de Oca", Pinar del Río, Cuba.
2Instituto Superior Politécnico de Cabinda, Angola.
3Empresa AgroForestal de Matanzas, Cuba, Matanzas.
4Universidad Estatal del Sur de Manabí, Ecuador.
The work has been carried out in the Amorim sawmill, located in the city of Cabinda, province of Cabinda, Angola; having as objective the application of statistical control during the mechanical processing of the wood to increase the quality and the yields of sawn wood of the species Baillonela toxisperma, Erythrophleum ivorense, Entandrophragma angolense and Sarcocephalus diderrichii de Wild e Th. Dur. Defects present in 100 logs per species are determined to define the quality and strategy to improve the use of wood as a raw material. The Control program is applied to increase the dimensional quality of the sawn timber based on the analysis of the average dimensions obtained and the variation of cut in the sawmill. Eccentricity and ovality are the two defects that present the greatest magnitudes in the analyzed logs, being the Entandrophragma angolense logs the ones that present the lowest quality levels. According to the average thickness values for the pieces represented, values are shown for the three species, above the established final dimension (25 mm), with variations greater than 1.5 mm, representing a considerable loss of sawn wood, which implies the need to develop the statistical control process in the sawmill. It is established that the use of the Control program to determine the optimal dimensions of sawn wood, as well as the construction of control charts, constitutes an adequate tool to take decisions aimed at increasing the quality of sawn wood.
Key words: quality; logs; defects; timber.
Introduction
The forest sector, both in Angola and the rest of the world, is obliged to modernize and diversify the forest industry in order to contribute to the development of indispensable services that constitute the rights of all society as a whole. Therefore, the application or implementation of statistical control of the sawing process is an effective tool, coinciding in this sense with the work developed by Álvarez et al., (2017); Hernández and Da Silva-Porto filipe, (2016) and Mulat et al., (2017).
The control of the quality of the wood is a problem in Angola, which determines the importance of carrying out research that improves the management of the wood and the acquisition of new sawing technologies.
Quality control is defined as the system of production methods that economically generates quality goods or services, in accordance with consumer requirements. Modern quality control uses statistical methods and is often referred to as statistical quality control (Denig, 1990).
To practice quality control is to develop, design, manufacture and maintain a quality product that is capable of satisfying the consumer. To achieve this goal, everyone in the company must promote and participate in quality control. On the other hand, quality control refers to a process or a set of operational activities and techniques that are used to meet quality requirements (Mulat et al., 2017); Nassur et al., (2013) considering the development of a strategy in the sawmill that takes into account the quality of the logs used, as well as the implementation of quality control models for sawn timber, with the possibility of increasing the efficiency of the production process.
Taking into consideration the above mentioned elements, the aim of the present work is to apply statistical control during the mechanical processing of wood in order to increase the quality and yield of sawn timber.
Materials and methods
Working conditions
The work was carried out at the Amorim Sawmill, located in the city of Cabinda, in the province of Cabinda, located in the north of the territory of the Republic of Angola (Figure 1), Bauza et al., (2006).

Determination of sample size and sampling intensity
Data were taken from a population of 100 logs for the species Baillonella toxisperma (Moabi), Erythrophleum ivorense A. Chev (N'Kassa), Entandrophragma angolense (Tiama) and Sarcocephalus diderrichii de Wild e Th. Dur (Ngulo Mazi) from the Maiombe forest, to determine the number of representative units for the study, having as a variable of interest the diameter at the base of the logs; to determine the number of representative units for the study, from the equation exposed by Chacko, (1965), Freese (1967) and Dobie, (1972), cited by Zavala and Hernández, (2000), (Equation 1).
In which:
n |
- sample size |
t 2 α |
- tabular value of t with (n-1) degrees of freedom |
S 2 |
-estimated variance |
E 2 |
- permissible error |
Therefore, the final result, according to the above mathematical expression, is defined as 40 logs, so the 100 used in the test are maintained, which can be seen in Figure 2, at the Amorim sawmill in the city of Cabinda; this represents a higher sample value than that set out in the research carried out by Garcia et al., (2012), using only three samples per species (Figure 2).

Determination of log defects
a) Conicity
To determine the conicity of the logs, the formula used by Riesco et al., (2013), Missanjo and Magodi (2015), Ortiz et al., (2016) and Kozakiewicz et al., (2018) was applied (Equation 2).

Where:
Taper |
cm /m |
D1 |
- lesser diameter of the log, (cm) |
D2 |
- largest diameter of the log, (cm) |
L |
- length of the log, (m) |
b) Eccentricity
To determine the eccentricity of the pith, the geometric center was located in the final cross section of each log and the distance from the pith to the center of the same cross section was measured (Figure 3), Moya et al., (2008).

La excentricidad de la médula fue calculada mediante la ecuación expuesta a continuación según Blanco et al., (2014), (Equation 3).

Where:
Ex |
-eccentricity, L |
c |
- distance between the geometric center and the actual position of the pith, m |
dm |
- mean diameter of the log, m |
c) Ovality
The determination of the ovality of logs can be determined from the following mathematical expression used by Álvarez et al., (2013) and Riesco et al., (2013); (Equation 4).

The SPSS.15 program is used for statistical processing of the data obtained, in order to obtain the average values, as well as the main statistics that characterize the results obtained. In this way, it will be possible to define the quality of the logs according to the Brazilian standard for the classification of foliage wood logs of 1984.
Determination of sawing variation from the implementation of statistical control of the sawing process
To carry out the relevant analysis, at the Amorin sawmill, 100 sawn pieces were taken for each of the Muabi, N'Kassa and Tiama species, with the same nominal dimensions, taking into consideration the methodology used by Leyva et al., (2017).
Six measurements were taken on each piece of sawn wood, three on each edge, equidistantly along the edges, taking care to establish a permanent sequence of measurements with respect to the direction of exit of the pieces from the saw, in order to identify any problems with the equipment. The measurements are made with a caliper up to the precision of a tenth of a millimeter, in areas of healthy wood, avoiding knots, rotting and other defects.
Due to the complexity and volume of the calculations, especially in calculating thickness variations in the sawmill when a large sample is available, it was necessary to find an agile and feasible tool for processing the data (Sundholm, 2015).
For this purpose, the Control software version 5.1 was used, which allows the determination of the optimal sawing dimensions; as well as the determination of the variation in thickness, which is based on the formulation proposed by Brown, (1986) for the calculation of the optimal dimension of the assortment and other parameters that we will now describe (Equation 5); (Equation 6); (Equation 7) and (Equation 8).
Calculation of the optimal dimension (Do)

Where:
Do |
- optimum green wood cutting dimension, mm |
DF |
- final dimension, mm |
TC |
- planing tolerance on both sides of the assortment, mm |
C |
- shrinkage tolerance of the wood |
%; Z |
- minimum acceptable dimensional factor (dimensionless) |
St |
- total sawing variation, mm |

Where:
Sd |
- standard deviation of the sawing process within the pieces (mm) |
Se |
- standard deviation of the sawing process among pieces (mm) |


Where:
S 2 (X) |
- represents the variance of the averages of the thicknesses of each piece sampled |
n |
- number of measurements per piece |
On the other hand, the Critical Dimension (Dc) variable, which is related to the dimension of green wood, should be taken into consideration if pieces could be produced without sawing variation. The mathematical expression that makes it possible to determine this dimension is the following (Equation 9).

The data of the analyzed samples are processed from the Control program, considering the following specific aspects:
Where:
DF |
= 25 mm |
TC |
= 0 |
C |
- the value of the tangential shrinkage of the analysed woods is used: Moabi = 8.7 (CIRAD, 2012); |
Tiama |
= 8.7(CIRAD, 2012); |
N' |
Kassa = 8.5 (Bosch, 2006); |
Ngulo Mazi |
|
Z |
- 5 % according to Zavala, (1991) and Najera, (2011) |
Results and discussion
Analysis of the quality of the logs of the different species used at the Amorim sawmill, Cabinda
During conversion, log defects have a very significant impact on lumber yields and quality. In Table 1, the magnitudes of the defects determined in the logs of the species investigated can be defined (Table 1).
Conicity
The Tiama logs have the highest rate of conicity. However, it is important to point out that the values shown in Table 1 for the four species are below 1 cm/m, which is lower than those found by Polli et al., (2006), for different Eucalyptus clones, as they obtained average conicity values of 1.8 cm/m; as well as Hornburg et al., (2012), which obtained values ranging from 0.76 - 1.19 cm/m for six species of Eucalyptus sp. Stragliotto et al., (2019) , also obtained conicity values higher than those obtained in this work for the species Qualea paraensis (1.57 cm/m) and Erisma uncinatum (1.28 cm/m).
On the other hand, we can establish from the Brazilian standard of classification of hardwoods (IBDF, 1984), that the logs of the four species investigated, can be classified as superior quality logs or SU, starting from the fact that these same logs present conicities below 3 cm/m, defining furthermore that these conic magnitudes will not have a negative influence on the efficiency of the Amorim sawmill; coinciding with Álvarez et al., (2017), reaffirming the approaches of Zhang et al., (2005) and Leckoundzou, (2012), exposed in the following mathematical expression, which has as references the analysis of elasticity (Equation 10).
Eccentricity of the spine
The eccentricity indicates the distance of the pith from the geometric centre of the tree and is used as a reference to evaluate the resulting effect of the tree growth stresses. When classifying the eccentricity results of the species analyzed from the standard (IBDF, 1984), all logs are classified as Quality I, taking into consideration that the eccentricity values obtained do not exceed 10 % (Figure 4).

The average value of the eccentricity of the N'Kassa logs (7.54) is lower than the results obtained by Blanco et al., (2014), for 9 %. In general, high values of eccentricity suggest the presence of tension wood, which demerits the drying process of the wood with the appearance of deformations, also producing a negative effect on the surface of the sheets after sanding [Shi and Walker, 2006; quoted by Medhurstad et al., (2011) ].
The species that presents the highest rates of eccentricity is Tiama, so it can be defined that in the sawmill analysed it is feasible to expose that processed pieces of this species could present deformations during the drying of the wood, as a consequence of the magnitudes of eccentricity and the presence of tension wood; coinciding with Kozakiewicz et al., (2018).
Ovality
In relation to the Ovality, in Table 1 it can be seen that the Tiama presents the highest magnitudes, in an average of 16.65 %, which exceeds the permissible limits for the classification of the superior quality of the logs, which accepts up to 10 % of ovality, according to the Brazilian standard of classification of the broadleaf logs (IBDF, 1984) (Figure 5). This element undoubtedly affects sawn timber yields and productivity in sawmills; coinciding with the results presented by Blakemore et al., (2010).

It can be defined, then, that these logs with irregularities are potentially generators of higher percentages of residues, implying a significant affectation of the sawn timber yields; to perfect the use of these logs with defects, mainly ovality and eccentricity, it is significant to optimize the width of the first opening cut of the logs to obtain the highest volumes of sawn timber, taking into consideration the mathematical analysis shown in Figure 6, below (Equation 11); (Equation 12) and (Equation 13).

Deriving according to the variable a:
Applying the criterion of the second derivative (Equation 14); (Equation 15); (Equation 16) y (Equation 17).




Replacing (17) in (16), we have to: (Equation 18) y (Equation 19).
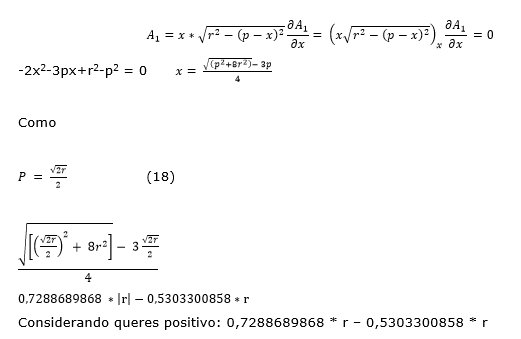

To affirm that x = 0.198538909 r is maximum we have to use the criterion of the second derivative (Equation 20).
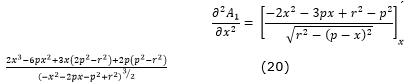
Substituting (18) and (19) in (20), we obtain that - 6.875550801 r < 0 for all positive r, guaranteeing that x = 0.1985389009 r is the maximum.
Substituting (12) and (13) in (11) we obtain (Equation 21); (Equation 22); (Equation 23).

Where as

Where y = 0.9 r is the mathematical expression that defines the first opening cut in the logs to reduce the effect on lumber yields in logs with a marked presence of ovality, as is the case with Tiama logs (Figure 6).

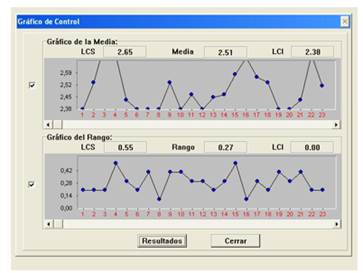
Statistical control of the cutting process at the Amorin sawmill, Cabinda
At the Amorim sawmill in the city of Cabinda, there is a general oversizing of the sawn timber (Table 2).

According to the average values of thickness for the pieces represented in Table 2, values are shown for the three species, above the established as final dimension (25 mm), with variations higher than 1.5 mm, representing a considerable loss of sawn wood; which implies the need to develop in the sawmill the process of statistical control of the process, coinciding with Barrera, (2016).
The use of the Control program to determine the optimal dimensions of sawn timber, as well as the construction of control charts (Figure 6, Figure 7 y Figure 8, Figura 9)constitutes a suitable tool for making decisions aimed at increasing the yields and quality of sawn timber, explaining that automation is an excellent tool for data management and decision making in sawmills.
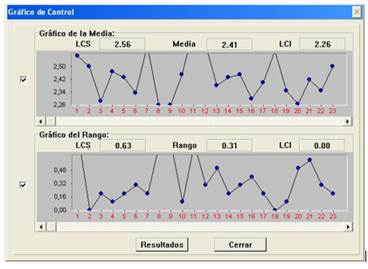
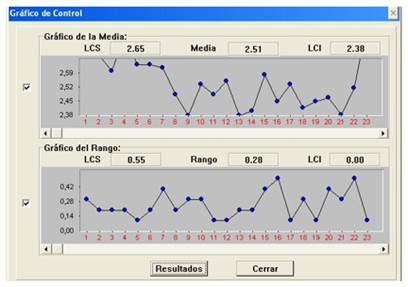
Eccentricity and ovality are the two major defects, with Angolan Entandrophragma logs showing the lowest levels of quality.
According to the average values of thickness for the pieces represented, values are shown for the three species, above the established as final dimension (25 mm), with variations greater than 1.5 mm, representing a considerable loss of sawn wood, which implies the need to develop in the sawmill the process of statistical control of the process.
The use of the Control program for determining the optimal dimensions of sawn timber, as well as the construction of control charts, is a suitable tool for making decisions aimed at increasing the quality of sawn timber
Referencias bibliográficas
ÁLVAREZ, D., GARCÍA, J. M., DOMÍNGUEZ, A., RODRÍGUEZ, J. C y ALEJAOS, J., 2010. Lumber recovery Factory with low enviromemental impact in Pinar del Rio, Cuba. The International Forestry Review, vol.12 (5), 303. [ Links ]
ÁLVAREZ, D., ALAEJOS, J., EGAS, A. F., LEUNKOUNZOU, A., PACHECO, A y ESTEVES, I., 2017. Desarrollo de modelos matemáticos que permitan predecir el rendimiento de madera aserrada a partir de parámetros dendrométricos de árboles en píe de Pinus tropicalis Morelet en la Empresa Agro Forestal Macurije, Pinar del Río. Revista Ambiente, v. 1, n. 1-2, p. 6-14. Disponible en: http://revistas.uncp.edu.pe/index.php/ambiente/article/view/91 [ Links ]
ÁLVAREZ, D., et al., 2013. Tecnologia da madeira. Ed. AEA. Madrid. 260 p. [ Links ]
BARRERA, A., ÁLVAREZ, D., PENALVER, A., LECKOUNDZOU, A., RAMIREZ, A y EGAS, A. F., 2016. Aplicación del proceso de control estadístico para incrementar la calidad de la madera aserrada de Pinus maestrensis Bisse en la Empresa Agroforestal «Gran Piedra», Baconao, Santiago de Cuba. Revista Cubana de Ciencias Forestales, v. 4, n. 1. Disponible en: https://dialnet.unirioja.es/descarga/articulo/5608602.pdf [ Links ]
BAUZA, A. G., MALHEIROS, M y MACEDO, J. N., 2006. Caracterização da colheita florestal em Cabinda, Angola. Rev. ciênc. agrár., Belém, n. 45, p. 59-78. Disponible en: https://ainfo.cnptia.embrapa.br/digital/bitstream/item/43158/1/Ufra45-59.pdf [ Links ]
BLAKEMORE, P., MORROW, A., WASHUSEN, R., HARWOOD, C., WOOD, M y NGO, D., 2010. Evaluation of thin-section quarter-sawn boards and rotary veneer from plantation-grown Eucalyptus nitens. CRC Forestry, Hobart, Tasmania, Technical Report 202. [ Links ]
BLANCO, J., TRUGILHO, P. F., LIMA, J. T., GHERARDI, R y MOREIRA, J. R., 2014. Caracterización de la madera joven de Tectona grandis L. f. plantada en Brasil. Madera bosques, v. 20, n. 1, p. 11-20, mar. Disponible en: http://www.scielo.org.mx/scielo.php?script=sci_arttext&pid=S1405-04712014000100002 [ Links ]
BOSCH, C.H., 2006. Erythrophleum ivorense A. Chev. In: Schmelzer, G., H. & Gurib-Fakim, A. (Editors). PROTA (Plant Resources of Tropical Africa / Ressources vegétales de l'Afrique tropicale), Wageningen, Netherlands. Disponible en: https://uses.plantnet-project.org/en/Erythrophleum_ivorense_(PROTA) [ Links ]
BROWN, T. D., 1986. Lumber size control. Forestry Business. College of Forestry. Oregon State University. USA. 16 p. Disponible en: https://ir.library.oregonstate.edu/downloads/d504rm277 [ Links ]
CHACKO, V. J., 1965. Manual on sampling techniques for forest surveys. Publisher Management of Publication, Delhi, 172 p. Disponible en: https://www.worldcat.org/title/manual-on-sampling-techniques-for-forest-surveys/oclc/679920637 [ Links ]
CIRAD. 2012. Tiama. Entandrophragma angolense. Tropix 7 CIRAD, France. [ Links ]
DENIG, J., 1990. Control de la calidad en aserraderos de pino del sur. North Carolina Cooperative Extension Service. 47 p. [ Links ]
DOBIE, J., 1972. Guidelines for the study of sawmill performance. West. For. Prod. Lab. Inf. Rep. VP-X-93. Vancouver, B.C. Canadá. 75 p. [ Links ]
FREESE, F., 1967. Elementary Statistical methods for foresters. USDA Agriculture Handbook, 317, 91p. Disponible en: https://www.worldcat.org/title/elementary-statistical-methods-for-foresters/oclc/2665498 [ Links ]
GARCÍA, F. M., MANFIO, D. R., SANSIGOLO, C. A y DOMÍNGUEZ, P. A., 2012. Rendimento no desdobro de toras de Itaúba (Mezilaurusitauba) e Tauari (Couratariguianensis) segundo a classificação da qualidade da tora. Floresta e Ambiente out. /dez.; v.19, n. 4, p. 468-474. Disponible en: http://www.scielo.br/scielo.php?pid=S2179-80872012000400009&script=sci_abstract&tlng=pt [ Links ]
HERNÁNDEZ, C y DA SILVA-PORTOFILIPE, F., 2016. Aplicación del control estadístico de procesos (CEP) en el control de su calidad. Tecnología Química, v. 36, n.1, enero-abril, p. 130-145. Disponible en: https://www.redalyc.org/articulo.oa?id=445543786011 [ Links ]
HORNBURG, K. F., ELEOTORIO, J. R., BAGATTOLI, T. R y NICOLETTI, A. L., 2012. Qualidade das toras e da madeira serrada de seis espécies de eucalipto cultivadas no litoral de Santa Catarina. Sci. For., Piracicaba, v. 40, n. 96, p. 463-471. Disponible en: https://www.ipef.br/publicacoes/scientia/nr96/cap04.pdf [ Links ]
INSTITUTO BRASILEIRO DE DESENVOLVIMENTO FLORESTAL (IBDF)., 1984. Norma para medição e classificação de toras de madeiras de folhosas: Brazilian measurement and grading rules for hardwood logs. Brasília. (IBDF) 42p. Disponible en: https://www.bdpa.cnptia.embrapa.br/consulta/busca?b=ad&id=792392&biblioteca=vazio&busca=autoria:%22INSTITUTO%20BRASILEIRO%20DE%20DESENVOLVIMENTO%20FLORESTAL%20(Brasilia-DF).%22&qFacets=autoria:%22INSTITUTO%20BRASILEIRO%20DE%20DESENVOLVIMENTO%20FLORESTAL%20(Brasilia-DF).%22&sort=&paginacao=t&paginaAtual=1 [ Links ]
KOZAKIEWICZ, P., REBKOWSKI, B., KOCZAN, G y KRZOSEK, S., 2018. Influence of machining technologies and quality of logs on material losses of typical supply of Scots pinewood (PinussylvestrisL.) destined for layered floorboards. Folia Forestalia Polonica, Series A-Forestry, v. 60, n. 4, p. 241-24. Disponible en: https://content.sciendo.com/view/journals/ffp/60/4/article-p241.xml [ Links ]
LECKOUNDZOU, A., 2012. Utilización de variables dendrométricas para predecir los rendimientos de madera aserrada de árboles en pié de Pinus caribaeavar. Caribaea. Tesis de Doctorado en Ciencias Forestales. Universidad de Pinar del Río "Hermanos Saíz montes de Oca", Cuba. Disponible en: http://rc.upr.edu.cu/handle/DICT/2830 [ Links ]
LEYVA, I., ROJAS, A y SEGURADO, Y., 2017. Determinación del rendimiento y calidad dimensional de la madera aserrada en aserríos en la provincia de Guantánamo. Revista Cubana en Ciencias Forestales, sept.-dic. v. 5, n. 3, p. 340-35. Disponible en: http://cfores.upr.edu.cu/index.php/cfores/article/view/212 [ Links ]
NAJERA, J. A., AGUIERRE, O. A., TREVIÑO., E. J., JIMENEZ, J., JURADO, E., CORRAL, J. J y VARGAS, B., 2011. Rendimiento volumétrico y calidad dimensional de la madera aserrada en aserraderos de El Salto, Durango. Rev. Mex. Cien. For. v. 2, n. 4, p. 77-91. Disponible en: http://www.scielo.org.mx/scielo.php?script=sci_arttext&pid=S2007-11322011000200007 [ Links ]
MEDHURST, J., OTTONSCHLAEGER, M., WOOD, M, HARDWOOD, C., BEADLE, C y VALENCIA, J. C., 2011. Stem eccentricity, crown dry mass distribution, and longitudinal growth strain of plantation-grown Eucalyptus nitens after thinning. Can. J. For. Res. v. 41, p. 2209-2218. Disponible en: https://www.nrcresearchpress.com/doi/full/10.1139/x11-135#.Xi2mCyN7nIU [ Links ]
MISSANJO, E y MAGODI, F., 2015. Impact of Taper and Sawing Methods on Lumber Volume Recovery for PinusKesiyaand PinusPatulaLogs in Circular Sawmills. Journal of Forest Products & Industries, v. 4, n. 1, p. 12-16. Disponible en: https://www.semanticscholar.org/paper/Impact-of-Taper-and-Sawing-Methods-on-Lumber-Volume-Missanjo-Magodi/250a2cf62b99e33d6c3514476c432809bde5f4bb [ Links ]
MOYA, R., ARAYA, L y VILCHEZ, B., 2008. Variation in the pith parameter of Gmelinaarboreatrees from fast growth plantations in Costa Rica. Ann. For. Sci, v. 65, p. 612-621. Disponible en: https://rd.springer.com/article/10.1051/forest:2008045 [ Links ]
MULAT L, B., SUBHALAKSHMI, K., YAN, H. y LINZI, P., 2017. Implementation of Statistical Process Control (SPC) in the sewing section of garment industry for quality improvement. AUTEX Research Journal, DOI: 10.1515/aut-2017-0034 © AUTEX. Disponible en: https://content.sciendo.com/view/journals/aut/18/2/article-p160.xml?lang=en [ Links ]
NASSUR, O. A. C., RODRIGUS, L., SILVA, S. C y CARBALHO, P. M., 2013. Variações na qualidade de toras de 43 Toonaciliatam. roem. com dezoito anos de idade. Cerne, Lavras, v. 19, n. 1, p. 43-49. Disponible en: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-77602013000100006 [ Links ]
OPUNI-FRIMPONG, N. Y. y OPUNI-FRIMPONG, E., 2012. Nauclea Diderrichii (DE WILD. & T. DURAND) MERR. [INTERNET] FICHE DE PROTA4U. IN: LEMMENS, R. H. M. J., Louppe, D. & Oteng-Amoako, A. A. (Editeurs). PROTA (Plant Resources of Tropical Africa / Ressourcesvégétales de l'Afriquetropicale), Wageningen, Pays Bas. Disponible en: https://prota4u.org/database/protav8.asp?g=pe&p=Nauclea+diderrichii+(De+Wild.+&+T.Durand)+Merr. [ Links ]
ORTIZ, R., MARTINEZ, S. D., VAZQUEZ, D. E y JUAREZ, W. S., 2016. Determinación del coeficiente y calidad de aserrío del género Pinus en la región Sierra Sur, Oaxaca, México. Colombia Forestal, v. 19, n. 1, p. 79-93. Disponible en: http://www.scielo.org.co/pdf/cofo/v19n1/v19n1a06.pdf [ Links ]
POLLI, H. Q., REIS, G. G., REIS, M. G. F., VITAL, B. R., PEZZOPANE, J. E. M y FONTAN, I. C. I., 2006. Qualidade da madeira em Eucalyptus grandi W. Hill ex-Maiden submetido a desrama artificial. Revista Árvore, Viçosa, v.30, n.4, p.557-566. Disponible en: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-67622006000400008 [ Links ]
RIESCO, G., REMACHA, A y GASALLA, R., 2013. Variation in log quality and prediction of sawing yield in oak wood (Quercusrobur). Annals of Forest Science, Springer, v. 70, n. 7, p. 695-706. Disponible en: https://rd.springer.com/article/10.1007/s13595-013-0314-8 [ Links ]
SHI, S. y WALKER, J., 2006. Wood-based composites: plywood and veneer-based products. In Primary wood processing: principles and practice. 2nd ed. Edited by J.C.F., WALKER. Springer, Dordrecht, the Netherlands. p. 391-426. Disponible en: https://www.researchgate.net/publication/226713419_Wood-based_composites_Plywood_and_veneer-based_products [ Links ]
STRAGLIOTTO, M. C., COSTA, A., CORRADI, B. L. y FREITAS, J., 2019. Yield in sawn wood and residue utilization of Qualea paraensis Ducke and Erisma uncinatum Warm. Floresta, v. 49, n. 2, p. 257-266. Disponible en: https://revistas.ufpr.br/floresta/article/download/57284/37973 [ Links ]
SUNDHOLM, P., 2015. Statistical Process Control for the Sawmill Industry. Thesis. Department of Physics. Umea University Sweden. [ Links ]
ZAVALA, D., 1991. Manual para el establecimiento de un sistema de control de la variación de refuerzos en madera aserrada. Serie de apoyo académico 44. Universidad Autónoma Chapingo. 49 p. [ Links ]
ZAVALA, D y HERNANDEZ, R., 2000. Análisis del rendimiento y utilidad del proceso de aserrío de trocería de pino. Madera y Bosque, v. 6, n. 2, p. 41-55. Disponible en: https://www.redalyc.org/pdf/617/61760204.pdf [ Links ]
ZHANG, S., TONG, Y. Y. y LEI, Q. J. Y., 2005. Modelling lumber value recovery in relation to selected tree characteristics in jack pine using Optitek sawing simulator. Ann. Sci v. 62, p. 219-228. Disponible en: http://agris.fao.org/agris-search/search.do?recordID=US201300745829 [ Links ]
Received: May 02, 2019; Accepted: October 31, 2019

